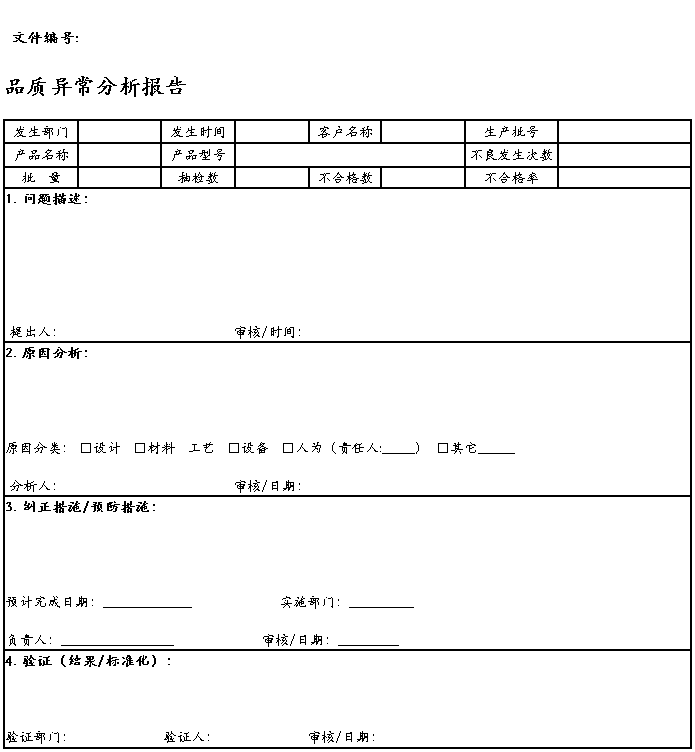
产品异常原因分析报告单
编号:GLKZQ20141118-001
…… …… 余下全文
异常分析报告
由于近期老员工的陆续离职,新员工刚刚接触这个工作,对产品加工认知度及工作经验没有那么丰富。两次加工这类异常已经开会宣导教育了很多次,针对ET-780这次异常将对新老员工进行深刻教育,让员工明白两次加工的危害。强化螺纹孔全检要求,对规定详细化,并且告知每个操作人员。在工作中随时抽查员工是否遵守规定,若有不遵守规定的,对其教育再进行适当的处罚。
通止规通规不过,这个问题不是经常性出现,根据这次JY-037异常分析可能造成导致这次异常的原因,第一个原因由于产品加工位置的模具销为尖顶深度大概5MM-10MM之间,而且加工位置为盲孔,刀具在加工过程中按照先前编好的程式加工,模具销尖顶位置和加工螺纹孔的位置不一定是一致的,刀具的头部也是尖的,尖顶位置在加工的时候给刀具起到了一定的导向作用,这样的话就有可能导致刀具在加工过程中出现与产品部分不垂直,很有可能导致通规通不过。第二原因可能由于设备的精度比较高,对刀具有要求,现在加工底孔的刀具直径为Φ9.38,已经和上海后藤技术部联系过了,加大底孔刀具直径到Φ9.4,如果验证可以,今后就选用Φ9.4的刀具来加工,从源头上杜绝这类不该发生的异常!
以上是本人对这两次异常的分析总结。
时磊 2014.6.4
…… …… 余下全文
关于13925-1-1T产品发霉报告
雷课:
见文好!
针对13925-1-1T产品齿缝里面发霉事件,我司收到贵公司发来邮件,我们召集了主管,生产中各个环节的负责人,对问题作了深刻检讨,以及探讨,分析问题根本原因所在。并对问题制定改善措施,以免类似问题再次发生。
1. 我们将对封孔槽温度进行管控,以免造成齿缝里面起雾等现象。
2. 后工序,品检的产品,我们将增加人员,对产品进行100﹪全检。
3. 对于封孔起雾,产品齿缝里面存粉沫状的东西,我们将进行返工处理。
连盛可五金制品有限公司
20xx年8月19日
…… …… 余下全文
606NA异常分析报告
20##年12月24日,QC反馈一张关于606NA00240批NPN三极管NCR报告,现对其产生的异常进行分析:
具体异常情况:此批产品已流水到干法刻孔,其中20#片子颜色异常,其表现为三极管基区和发射区氧化层颜色相同,如图1所示;而正常的片子基区和发射区颜色是不同的,如图2所示。

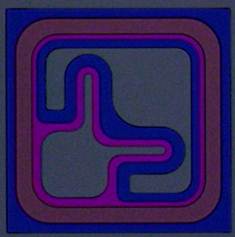
图1 图2
异常分析:图3为NPN三极管结构剖面图,根据公司NPN三极管工艺过程先做基区,然后做发射区。此工艺过程使基区氧化层厚度大于发射区,氧化层在可见光下发生薄膜干涉,在肉眼下可以观察到两极颜色不一样。
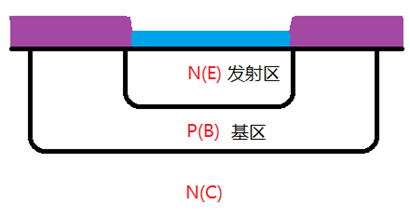
图3
此片(20#)在干刻孔后正常,孔区已经刻白,所以两极颜色相同的现象在刻孔前已经存在。干刻孔前产生薄膜的步骤是热淀积氮化硅1000埃,由以往经验判断1000埃氮化硅的颜色和异常片相同,所以猜想:此异常片在热淀积氮化硅时两极都是漂白过的!为此在3D显微镜下测量了异常片基区和发射区孔与对应孔的台阶高度,此高度表征了两极薄膜厚度,如图4所示。
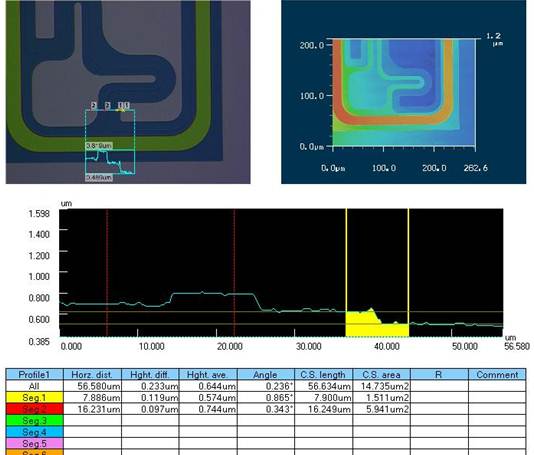
图4
测量结果:基区薄膜厚度为970埃
发射区薄膜厚度为1190埃
基区发射区薄膜厚度接近1000埃的目标值,这一测量结果一定程度上支持氮化硅直接热生长在硅表面。但是3D显微镜测量薄膜高度普遍存在误差,在测量时我们已经感觉到这种误差。
…… …… 余下全文

 异常处理分析报告(LCM)
异常处理分析报告(LCM)


 深圳瑞信达科技有限公司
深圳瑞信达科技有限公司