四川化工职业技术学院
机械工程系
焊接实习报告
班级:焊接1131
学号:1104021127
姓名:徐克辉
指导教师:陈玲老师
指导师傅:王师傅、李师傅
2013/2014学年第一学
1、焊接——就是用热能或压力,或者两者同时使用,并且用或不用填充材料,将两个工件连接在一起的方法。
2、焊接种类:手工电弧焊
3、安全操作:1)防触电:工作前要检查焊接机接地是否良好,检查焊钳电缆是否良好;
2)防弧光灼伤和烫伤:电弧光含有大量的紫外线和红外线以及强烈的可见光,可对眼睛和皮肤有刺激作用;
3)防护用品:电焊面罩、皮手套、胶底鞋;
4)设备的安全,交流的弧焊机。焊钳不要放在工体上或者工作台上。
工作中,如发现高热现象或焦臭味,立即停止工作,关掉电源,然后报告老师。
4、焊接工艺:1)、引弧:接触法。轻轻接触,迅速提起运条;
2)、把握好焊条角度,而向前进放行倾斜5-15度。前进速度要缓慢;
3)、结尾段弧形,降温,再引弧。
5、交流电焊机和直流电焊机的大致结构及应用:
1)、 电焊条的规格、组成和作用;
2)、 手工电弧焊的工作原理、特点、种类及应用范围;3)、平焊的过程、引弧、运条稳弧的方法;
4)、常见焊缝的缺陷及产生原因;
5)、焊接安全技术。
一、实习目的:
1、掌握焊接的种类和方法,熟悉钢材等金属材料的焊接方法。
2、熟悉焊接的有关设备,熟悉焊接材料及选用。
3、初步掌握焊条焊接法、氧乙炔气焊等焊接方法。
4、初步掌握气焊、手工焊工艺设计、焊接结构工艺设计。
二、实习地点:焊接车间。
三实习时间:20##年9月2日至203年10月6日。
四、实习内容:焊接理论知识的培养及实际操作焊条焊接法、氧乙炔气焊。
五、实习工具:直流焊机、电焊面罩、电焊手套、工服、鉄钳、粉笔、低碳钢钢板块等。
…… …… 余下全文

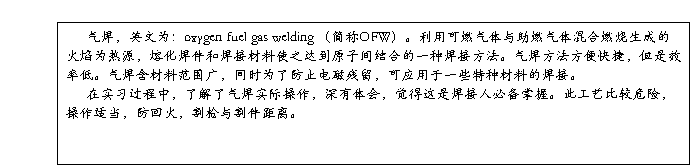
 气焊气割实习报告
(
□
IWE
□
IWS
)
气焊气割实习报告
(
□
IWE
□
IWS
)




 气焊气割实习报告
(
√
IWE
□
IWS
)
气焊气割实习报告
(
√
IWE
□
IWS
)