Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
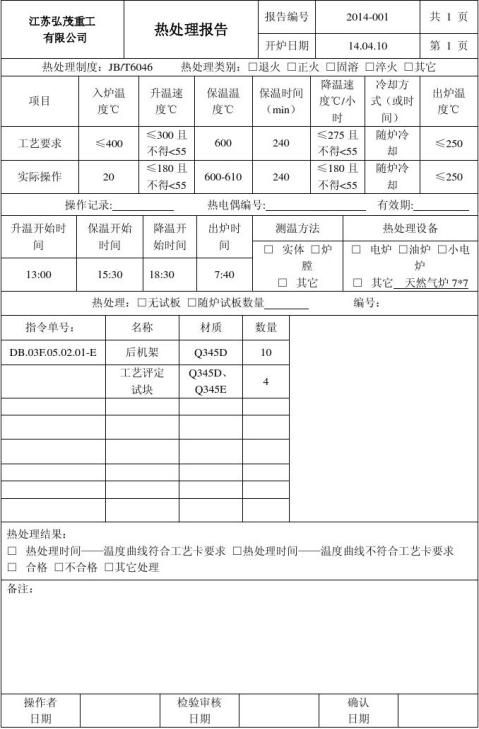
热 处 理 报 告
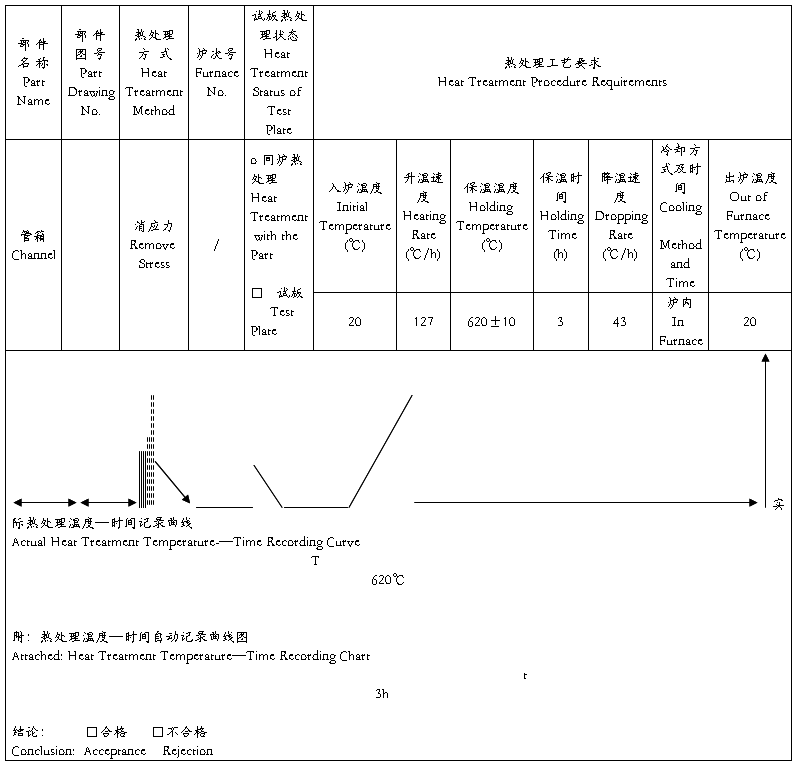
续(1)
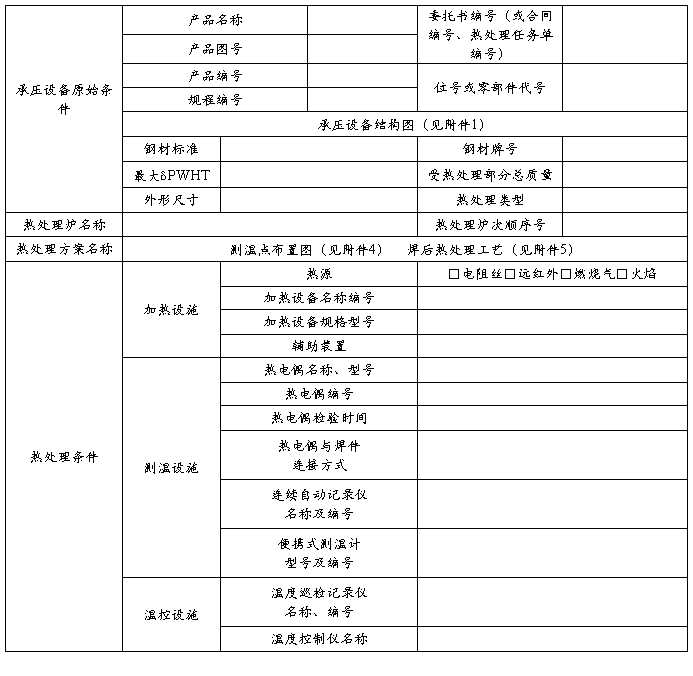
续(2)
附件1:
承压设备结构图

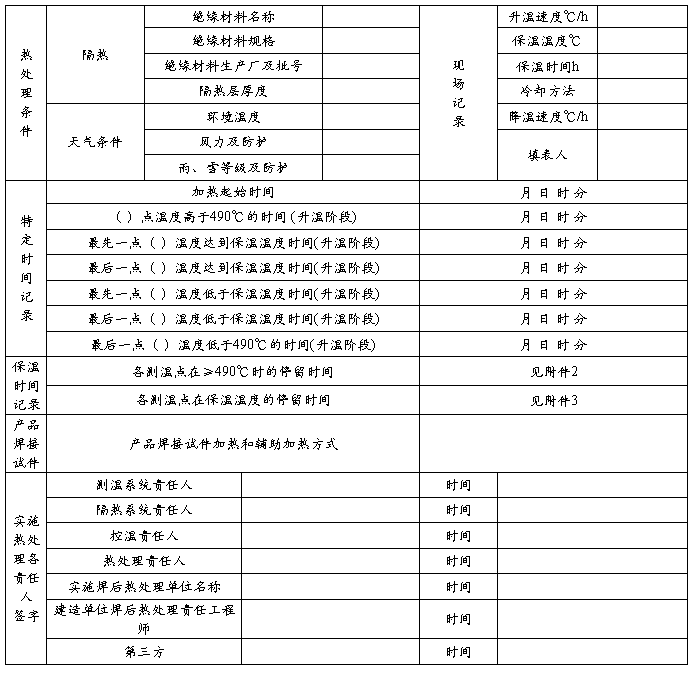
附件2:
承压设备焊后热处理时各测温点在≥490℃范围内停留时间
记录人: 日期:
附件3:
承压设备焊后热处理时各测温点在保温时间的停留时间
记录人: 日期:
…… …… 余下全文
实习报告
尊敬的领导:
您好!经过一个月的车间实习我了解了很多现场的实际情况,学到了很多书本上学不到的东西。初入社会工作,让我知道了为人处事、人际交往、团结合作、多观察、做事要顾全大局;刚进车间同事们给了我很多的帮助,耐心的带领着我,让我熟悉工作环境,教我认识每一台设备,每一个零件,友好地向每一个人介绍新来的我。经过不懈的努力我了解到了该公司的基本运营工作流程及热处理的基础知识。
重庆xxxxxxxxx公司,成立于20##年6月。公司主要为xxxxxxx有限责任公司配套生产大型齿轮(轴)类零件的渗碳,淬火,调质、退火及零件的抛丸等热加工工序。
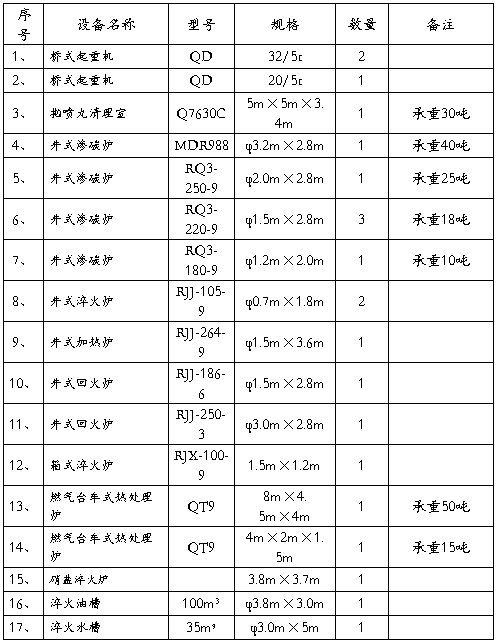
公司目前拥有的主要生产设备:
l 热处理工序流程卡:
1.清洗 2.涂料 3.装胎 4.渗碳
5.淬火 6.回火 7.退火 8.抛丸 9.刷漆
热处理是由:加热、温保、冷却。三个基本环节
l 热处理:是将金属在固态范围内加热到一定温度下,进行必要的保温,并以适当的速度冷却至室温,以改变其内部组织,从而获得所需性能的工艺方法。
l 热处理性能 是指金属材料通过热处理后改变/善其性能的能力,热处理性能包括淬透性,氧化脱碳,变形开裂。钢制工件通过热处理,可改善其切削加工性能,提高力学性能,延长使用寿命。
l 什么是热处理工艺规程?其基本内容是什么?
热处理工艺规程是各道热处理工序必须遵守的准则,其基本形式是热处理工艺卡,它是操作人员必须遵守的法规文件。
1. 工件概况包括 工件名称及编号、材料牌号、质量大小、轮廓尺寸、工艺路线等。
2. 热处理技术要求是热处理工序完成后的质量验收指标,热处理工艺卡上的技术要求,比图样上提出的热处理技术要求更详细,更具体。如工艺化学热处理后还要进行磨削加工。热处理工艺卡上的硬化层深应加上磨削量。
…… …… 余下全文
-
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
项目报告
目 录
第1章 总论…………………………………………………………………… 2
1.1 概述………………………………………………………………… 2
1.2 项目背景…………………………………………………………… 2
1.3 项目概貌…………………………………………………………… 2
第2章 项目投资者基本情况…………………………………………………3
2.1 基本情况…………………………………………………………… 3
2.2 人员构成及企业文化……………………………………………… 3
2.3技术与质量控制…………………………………………………… 3
2.4 产品与业务………………………………………………………… 3
第3章 市场需求分析与建设的必要性……………………………………… 4
3.1 市场需求分析……………………………………………………… 4
3.2 项目建设的意义……………………………………………………4
第4章 产品结构和生产规模…………………………………………………5
4.1 概述…………………………………………………………………5
4.2 执行标准……………………………………………………………5
4.3 产品介绍……………………………………………………………5
4.4 生产规模与产品结构………………………………………………6
第5章 技术、设备、土建、公用工程………………………………………7
5.1 技术…………………………………………………………………7
5.2 主要生产设备………………………………………………………7
5.3 土建…………………………………………………………………7
5.4 电力…………………………………………………………………7
5.5 给排水………………………………………………………………8
…… …… 余下全文
激光热处理
姓名:李明阳
学院:材料科学与工程
班级:材料
学号:3班 20114410
前言
激光的出现时近代物理学的一个重大进展。第一台激光器于60年代初问世,对激光表面热处理工艺的研究早在激光器诞生后不久就已经开始,但直到60年代末、70年代初才在热处理生产中获得应用。
激光在金属热处理方面取得成功,标志此技术的应用进人了新灼阶段。随着大功率激光器的
[1]研制成功与不断完善,这一新工艺用于汽车转向器表面处理的生产线。国内经过“六五”
计划的联合攻关,已在汽缸套等零部件的表面热处理上获得成功,取得了一批科研成果。随之而发展的表面涂覆(cladding),表面上釉(Glazing)及表面合金化(SurfaeeAlloing)等工
[2]艺也取得了相当大的进展。与上述工艺相比较,激光表面热处理是当前比较成熟、应用比较广泛的工艺。
一、激光热处理的原理
激光热处理是一种表面热处理技术。即利用激光加热金属材料表面实现表面热处理。激光加热具有极高的功率密度,即激光的照射区域的单位面积上集中极高的功率。由于功率密度极高,工件传导散热无法及时将热量传走,结果使得工件被激光照射区迅速升温到奥氏体化温度实现快速加热。当激光加热结束,因为快速加热时工件基体大体积中仍保持较低的温度,被加热区域可以通过工件本身的热传导迅速冷却,从而实现淬火等热处理效果。激光淬火效果:激光淬火层的硬度分布曲线激光淬火层的硬度分布 激光淬火技术可对各种导轨、大型齿轮、轴颈、汽缸内壁、模具、减振器、摩擦轮、轧辊、滚轮零件进行表面强化。适用材料为中、高碳钢,铸铁。激光淬火的应用实例:激光淬火强化的铸铁发动机汽缸,其硬度提高HB230提高到HB680,使用寿命提高2~3倍。
金属材料是通过金属键相结合的,其中存在着大量的自由电子。在入射激光强度不引起金属晶体结构发生重构的情况下,金属对激光的吸收将由光子与自由电子的相互作用来决定。自由电子受到入射激光的光子的作用产生次波,形成强烈的反射波和较弱的透射波;透射波部分在很薄的金属表层被自由电子吸收,因而金属表面有较高的反射比,特别对光子能量较低的红外光而言,光子只能对金属中的自由电子起作用;而对于光子能量较高的可见光或紫外光而言,由于金属中的束缚电子的固有频率常处在可见光或紫外光波段,因而还能对金属中的束缚电子发生作用。而如果光子被电子吸收,使电子由原来的能级状态跃迁到高能级状态,这时激光对金属做正功而将激光能量传递给金属。金属吸收激光能量后,将吸收的能量转化为晶格的振动,使表层金属温度升高,形成一热层。对于波长为0.25μm(紫外)~10.6μm(红外)波段的测量结果表明,光波在各种金属中的穿透深度达到10nm数量级[2]。由于电子平均自由时间极短(10-13s),这种热转换与热平衡的建立非常迅速。理论上讲,金属表面在激光作用下可在μs甚至更短的时间内达到相变温度,甚至熔化温度。
…… …… 余下全文
…… …… 余下全文