-
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
-
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
-
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
-
Heat Treatment Examination Report
产品编号(Product No.): 04-1040
审核人: 检查员: 工艺:
Reviewer: Examiner: process:
…… …… 余下全文
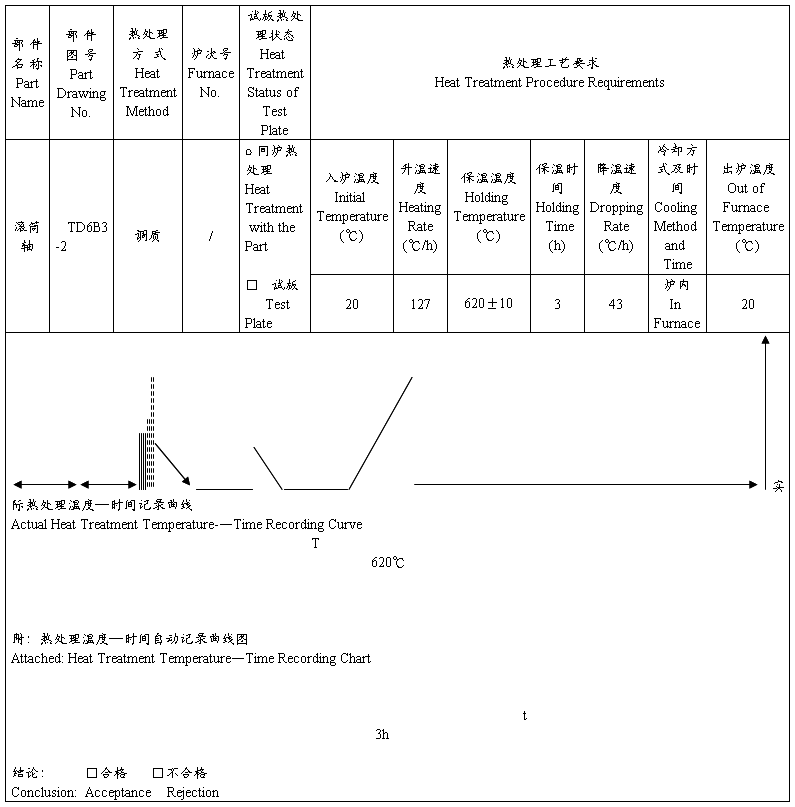
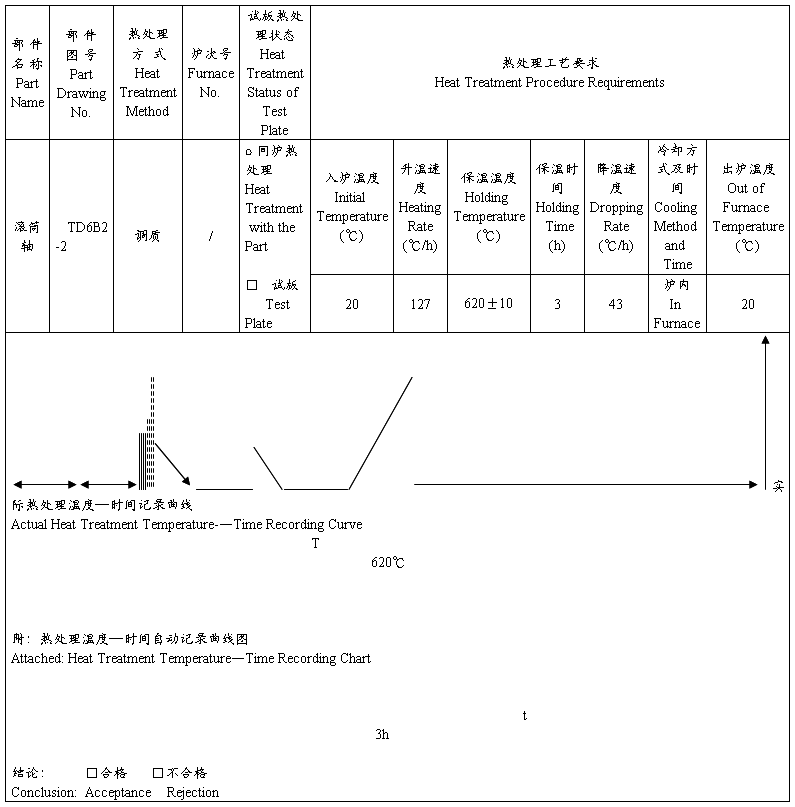
热处理工艺检验报告
本周对近期生产的45#钢进行了热处理工艺,其中包括正火、退火以及部分的调质处理工艺,以下是对所做各种热处理工艺与钢筋性能的总结:
3月12日热处理工艺
正火处理:
(1)850℃保温30min,室内空冷
调质处理:
(2)840℃淬火+600℃高温回火1h,空冷
3月13日热处理工艺
(1)840℃淬火+400℃中温回火1h,空冷
3月14日热处理工艺
退火处理:
(1)720℃退火(球化退火)
(2)830℃退火(完全退火)
3月15日热处理工艺
正火处理:
(1)880℃保温40min,室外空冷
3月16日热处理工艺
正火处理:
(1)840℃保温40min,室外空冷(2组)
其中组1为2号炉随炉加热的三个试样,组2为5号炉到温加热的三个试样。
(2)840℃保温40min,室内空冷
(3)840℃保温40min,风冷
3月17日热处理工艺
(1)840℃淬火+200℃低温回火1h,空冷
正火处理:
(2)840℃保温40min,室外空冷
(3)840℃保温50min,室外空冷
(4)840℃保温1h,室外空冷
3月18日热处理工艺
调质处理:淬火+高温回火,840℃保温30min
淬火时用的是淬火剂,回火1h,出炉空冷
力学性能见下表:
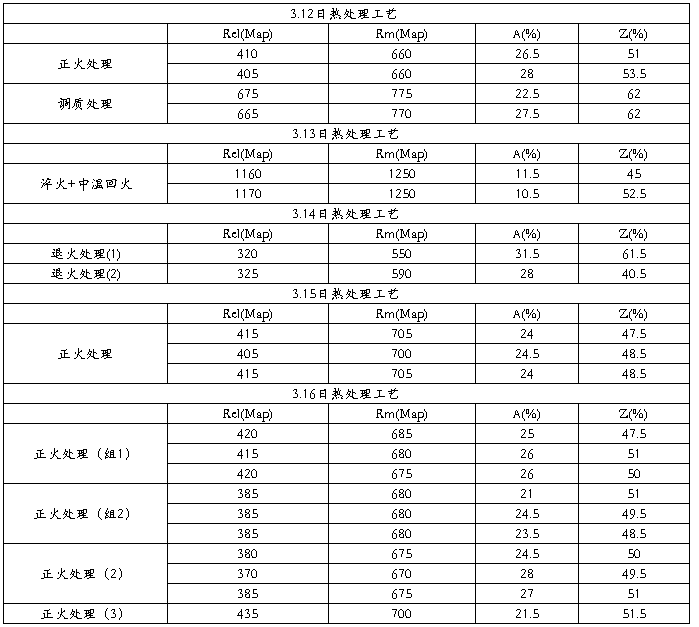
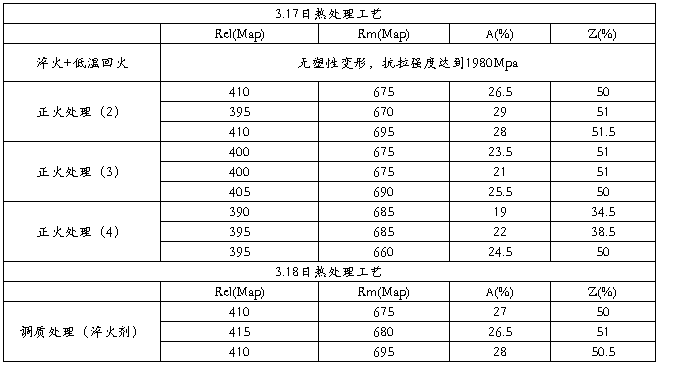
通过对以上实验数据的分析总结认为,试样的力学性能及金相组织主要决定于温度、保温时间以及冷却方式,针对φ12的45钢,总结认为正火温度应控制在840±10℃,保温时间应控制在35min至40min,采用室外冷却方式,适当加快冷却速度对提高正火后的力学性能有一定作用。
…… …… 余下全文
热处理支架检验报告
物料名称:支架 检验日期:20##.10.12
检验依据:GB/T2828.1-2003/ISO2859-1999 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划和设计要求。
抽样方法:全检
样本量:133 合格93 合格率占70%
分三批报检,每批大约50个支架左右
检验项目:1.外观
1.1 在20倍放大镜下检验外观是否光滑有无毛刺

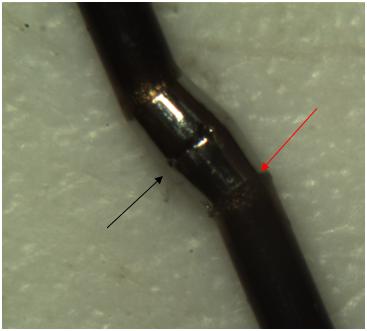
检验结果:箭头的指向处有一条光滑缝隙,怕影响其拉力的大小,我们做了拉力实验,断裂力符合要求≥30N 断点是在焊点的部位,又进行了按压实验,其断点是在上图的红色箭头的位置,请邱博士判定这种情况下是否合格 每批大部分都有这种情况产生。
1.2 检验支架同一端面的各顶点与同一个水平面的距离≤0.5mm 按批次不合格率为2-3个
1.3 用支架检测对比卡检测支架同一端的各项点在同一个圆周范围内的均匀分布,按批次不合格概率为1-2个
2.尺寸
2.1用游标卡尺测量支架的高度 均合格
2.2检验焊点长度及焊点直径,下图为焊点不合格图片

此图为焊点偏离轴心线过大,大于0.6mm
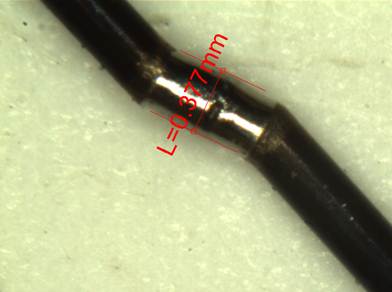
此图为焊点过小
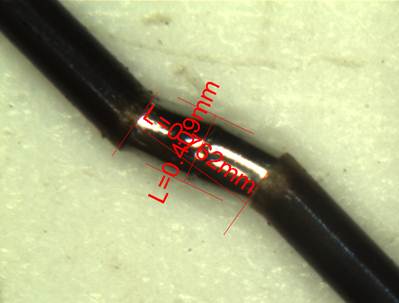
此图为焊点过度大于0.75mm
3.AF点测试,均合格
4.焊点弯曲强度,根据检验规程,抽检方法不合格率为1-2个 ,全检方法均合格
5.焊点轴向抗拉强度,根据检验规程,均合格
总结:焊点不合格的比率占合格的(按每批50计算)20%-30%
…… …… 余下全文