第 1 页 共2 页
TO:品质部/市场部 DATE:2011-7-7
FM:计划部/出货部 CC:杨总/肖副总
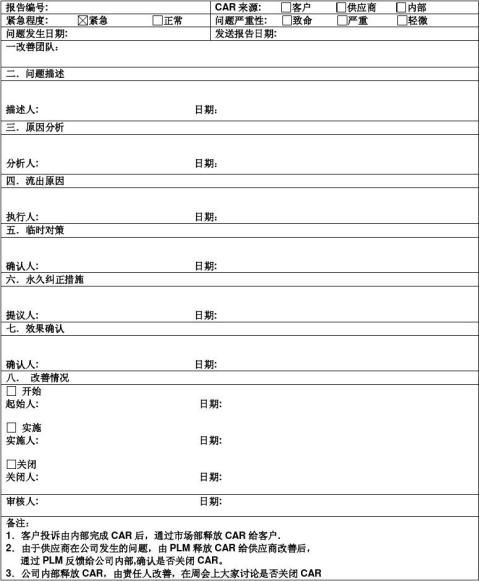
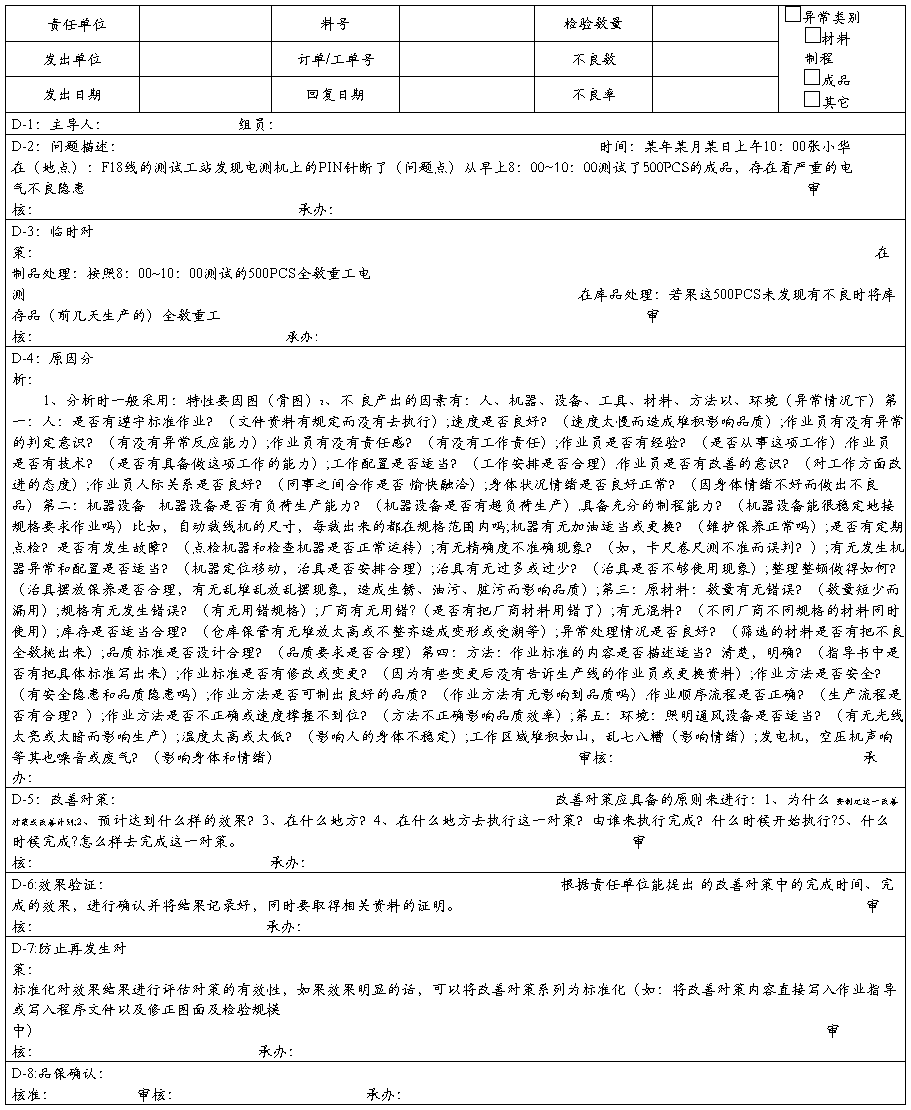
客户投诉改善报告
一、 外箱标签与实板不符原因分析:
1. 包装人员粗心大意所致。
2.未严格要求按自查自检的包装要求执行。
3. 尾数板摆放过多,没能做到及时出货或清尾。
4. 包装地方小,“7S”摆放区域不好规划。
改善方法如下:
1.针对目前单面板出货面积较多,对单、双面包装人员重新配制,单面包
装每班6人,双面每班4人。
2.单面包装区域重新规划摆放区,对于包装存尾数太多(尤其是001客户),
每天及时将尾数包装好至出货,以免过度积压在包装,易导致包装混乱。
3.包装部人员要严格执行定岗制度,点数1人,打真空1人,打标签与称
重1人,核对并封箱1人,并不定时检查打标签和装箱的员工。
4.控制FQC入数时尾数问题,要求FQC每框数量要50SET一叠,且每框
数量都为整叠,至结批时才可允许一个尾数包装,以免包装尾数堆放过多。
二、纸箱破损原因分析:
1.纸箱摆放时间过长,易受潮、易变软、变形。
2.纸箱层数摆放过高,所受压力太大,易致纸箱变形。
3.出港货物动运输过程中,中转环节较多,也易导致纸箱变形。
4.尾数箱等纸箱内容空隙较大,填充物未塞满。
改善方法如下:
1.已安排纸箱厂重新订纸箱,增加纸箱的纸质硬度。
2.货物摆放要控制层数(最高5层)。

第 2 页 共2 页
3.纸箱里面一定要用珍珠棉等填充满,方可封箱。
4.严禁摆放时大箱压小箱。整数箱压尾数的现象,并要轻拿轻放,违者予
以处罚。
三、034出港货箱数不符原因分析:
1.出货时没有认真,仔细地核对标签。
2.两种或以上型号摆放一起。
改善方法如下:
…… …… 余下全文