高频搬迁安装技术协议
一、新增设备技术要求
1、盘类淬火机床:
1.1、设备用于齿轮类、盘类等零件同时加热浸淬工艺;
1.2、设备动作时序:人工装零件——零件下降到加热位——零件旋转——加热——加热停——零件下降浸淬(或喷淬)——零件上升到上下零件位——人工卸零件
1.3、设备技术参数:
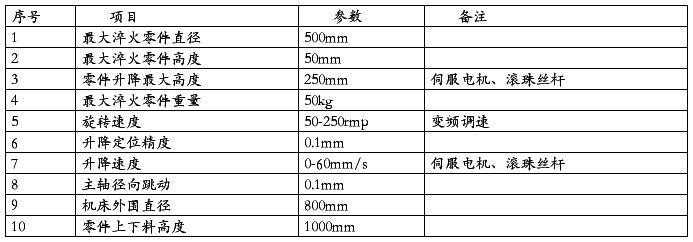
1.4、淬火机床描述
该盘类淬火机床是齿轮、盘类等专用淬火机。
采用零件旋转、升降;可浸淬、可喷淬;
零件旋转采用变频调速、升降采用滚珠丝杆加伺服电机;
外围水槽采用不锈钢制造,直径800mm,高度600mm;
淬火水管采用不锈钢制造;
加工不同零件需要更换不同淬火定位夹紧;
电器控制系统采用三菱PLC加触摸屏,全中文显示。可存储多套加工程序,程序修改非常方便;控制系统主要是对机床旋转、上下、上下速度、加热、冷却、加热冷却时间及与电源联机控制;
操作面板上有触摸屏、功率选择电位器及高频电参数仪表。
1.5、供货范围
1.5.1、SSPC50盘类淬火机床 1台
1.5.2、机床控制柜 1台
2、冷冻水系统
2.1、参数
2.1.1、型号:SSMCS350S
2.1.2、冷却能力:30000Kcal/h
2.1.3、额定功率:14KW
2.2、特点
2.2.1、制冷系统及电气系统的关键元件均采用国际知名品牌,保证设备具有优异品质及良好的可靠性;
2.2.2、控制系统采用液晶电脑控制器,CPU全自动控制,可实现人机对话、操作简单、直观。设备具有“固定温度”和“室温同调”两种控制方式,控制精度±1℃。采用“室温同调” 控制方式,可以避免在夏天时因温差太大,导致电源内部结露,从而出现电源故障;
2.2.3、采用浸入式结构,可以直接安装在冷却水箱上,减少占地面积,效率高;
2.2.4、多重保护功能:逆相、缺相保护、
2.3 、供货范围
2.3.1、SSMCS350S冷却水冷冻机组 3台
2.3.2 、安装设备所需的不锈钢冷却水箱、水泵等。
3、低压配电柜
采用标准GGD2配电柜。
3.1、供货范围
3.1.1、标准GGD2配电柜 3台
二、设备搬迁及安装调试要求
1、设备说明
本搬迁工程为交钥匙工程。
设备搬迁及安装调试涉及到原有的3台高频电源和2台淬火机床,并新增加1台盘类淬火机床、3台冷却水冷冻机组和3台低压配电柜。原有设备由无锡万利高频制造,所有设备在老厂区均能正常使用,搬迁调试完成后原有设备均需达到或超过原有使用状态,所有搬迁设备都需要按照甲方要求重新打磨喷漆。搬迁设备所需要补充的管道及电缆电线均由乙方提供。
1.1 搬迁设备清单

2、搬迁设备拆卸
拆卸前,对设备的外观,相对位置,安装精度,工艺情况作好检查,并且会同甲方有关技术人员填好会签表格,作为今后工程交工验收的依据:
(1) 拆卸前,首先必须会切断并拆除该设备的电源、水源等和车间动力联系的部位。
(2) 所拆卸的电路、水路管线均需做好标记做好相关记录。
(3) 拆卸中保证设备的绝对安全,选用合适的工吊具,不随便代用。
(4) 拆装时,拆下的螺栓、螺母,定位销等要涂油后立即拧回和插入原位。
(5) 设备的电气柜内插件板不拔下,用胶带纸封住加固。
(6) 吊装设备,选择合适的吊点慢吊轻放,钢丝绳和设备接触处要采取保护措施。
(7) 利用铲车时要把设备捆牢、绑紧,以免在下坡或受震动时掉下。
(8) 用卡车运送设备到达新的地点。甲方不提供相关的运输设备。
3、安装
(1)设备从存放地至安装位置的起吊、运输、清点、查验、移交;
(2)搬迁设备打磨、喷漆 ;
(3)地基基础检查、清理及安装器材准备;
(4)设备吊装、就位;
(5)所有设备水电路连接、安装;
(6)现场清理、系统清理、设备擦洗、综合检查、设备调试;
(7)配合甲方完成最终设备调试、验收;
4、安装周期
设备拆卸,记号,整理约2天;搬迁设备打磨、清理、喷油漆约5天;搬迁设备及新设备就位约2天;安装、接线、配管、整理约8天;调试约8天。共约25天。
三、安装调试、技术培训、验收要求
1、安装调试
新设备乙方负责将设备运输到甲方工厂,乙方承担所有包装、运输、保险所需要的费用。
搬迁设备乙方负责将设备从旧工厂运输到甲方新工厂,甲方提供协助。
甲方负责设备基础施工;工频供电系统线路连接至低压配电柜;淬火水池的修建、淬火水泵、淬火水上下水管道铺设到每台设备后面;压缩空气到每台设备旁边。
乙方负责低压配电柜后的设备(低压配电柜——变压器——电源——机床—控制柜)连接;淬火上下水的碰头;设备调试,甲方提供配合工作。
2、技术培训
在甲方现场试生产期间免费对甲方操作、维修及有关人员进行现场培训,保证甲方人员掌握基本的操作及维护技能。
3、验收
设备验收在甲方工厂进行,设备连续两班生产无故障,各加工零件符合图纸和技术协议要求,双方签署终验收报告。
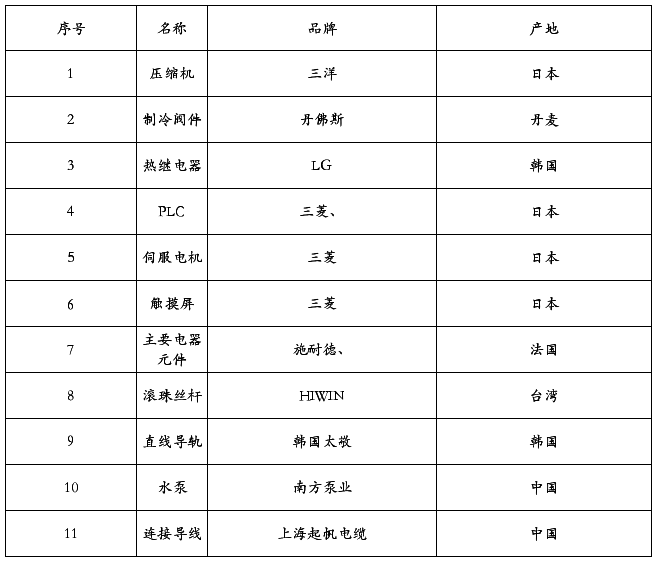
四、主要配套件清单及选用厂家或品牌
五、技术服务
1、质量保证与售后服务
1.1、新提供设备质量保证期限24个月,搬迁设备质量保证期限12个月,从终验收之日起计算;
1.2、在质保期内除甲方人为因素及不可抗拒因素造成的设备损坏外,乙方提供免费配件与维修服务;超过质保期后卖方提供终身优惠的维修服务;
1.3、承诺服务:乙方接收到买甲方的服务信息后,乙方2小时内向买方作出回复,36小时内乙方技术服务人员到达甲方现场;由乙方向甲方的设备操作人员、维修人员进行培训
1.4、3台电源及机床设备:提供终身优惠的维修服务;
六、其他
本技术协议与商务合同具有同等法律效应。
第二篇:设备搬迁协议
设备搬迁协议
甲方:_________
乙方:_________
为了合理使用设备搬迁费用,安全顺利完成设备搬迁工作,经甲、乙方认真磋商,达成如下协议。
1.甲方原则同意成品仓、干燥筒、配料器、粉料罐、等设备(共
_________件)交由乙方承运搬迁。乙方接到甲方通知后,吊、运车辆应3日内进入甲方指定场地,乙方吊车进场后所有设备的吊卸工作由乙方承担。
2.甲方拟将设备的上述工作的吊车,运输板车的使用费一次性包给乙方。
3.为促使乙方积极配合、尽快将设备拉出工地,双方约定,甲方出一定数额协调费给乙方,而乙方不管遇到多大困难,也不管延续时间多久,乙方都必须尽最大努力,以最快速度把设备装上车,把自己承运的货物运出拆卸现场。基于上述乙方额外承担的责任,甲方给乙方协调费,总共_________元(大写:_________元)。此费用乙方包死不动。
4.乙方装货拉出拆卸现场之后保证在_________天之内运至甲方卸货工地。因气候等意外因素影响,可酌情延期。
5.甲方总共给乙方出资_________元(大写:_________),作为去程过路过桥等途中所需资金。
6.甲方不负担乙方司机食宿及乙方车辆维修费。
7.甲方提供《装货清单》,乙方按装货清单拉运。乙方必须选用合适的吊车、板车及货车,并按甲方指定的路线运输,以确保吊卸、运输过程中的设备安当前页码:1
全。如因乙方不按甲方指定路线、速度行驶造成设备损坏,由甲方根据实际损坏估价,乙方来赔偿。
8.吊车、板车及货车费用与支付
(1)乙方承担人员、运输费用总和为_________元(大写:_________)。
(2)费用支付方式:乙方所有吊、运车辆进入场地后,甲方预付
_________元整(以支付),作为启动资金,等所有板车、货车(包括其它承运单位车辆)装完货后,甲方再付_________元整,剩余的_________元整待乙方承运货物到达目的地后一次付清。
(3)其他说明:乙方将甲方的设备拉往目的地并安全卸货后,甲方接货人员出具运输完工证明,据此作为最后结算依据。
9.本协议未尽事宜,由甲、乙方另外商订补充协议。补充协议与本协议具有同等效力。 10.本协议一式四份,双方各执二份,双方签字盖章之日起自动生效,合同支付完毕后失效。
甲方(盖章):_________ 乙方(盖章):_________
法定代表人(签字):_________ 法定代表人(签字
):_________
_________年____月____日 _________年____月____日
签订地点:_________ 签订地点:_________
当前页码:2