
《自动线安装调试综合实训》
项目技术报告
姓 名:杨卫明
学 号:1101043234
班 级:机电1121
课程名称:自动线安装调试综合实训
指导老师: 徐锋 李金热
提交日期:2013年10月18日
概要
可编程逻辑控制器(Programmable controller)简称PLC,是一种工业控制微型计算机。由于PLC的编程方便、可靠性高、环境适应性强、使用方便以及维护简单等优点,所以PLC在工业生产中得到广泛的应用。
YL-335A自动生产线由供料、加工、装配、分拣和搬运等5个工作站组成,各工作站均设置一台PLC承担其控制任务,各PLC之间通过RS485串行通信实现互连,构成分布式的控制系统。
自动生产线的工作目标是:将供料单元料仓内的工件送往加工单元的物料台,完成加工操作后,把加工好的工件送往装配单元的物料台,然后把装配单元料仓内的白色和黑色两种不同颜色的小园柱工件嵌入到物料台上的工件中,完成装配后的成品送往分拣单元分拣输出。
现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
YL-335B 型自动生产线实训考核装备在铝合金导轨式实训台上安装送料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。系统的控制方式采用每一工作单元由一台 PLC 承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。因此,YL-335B 综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC 控制和组网、步进电机位置控制和变频器技术等。利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使我们得到一个非常接近于实际的教学设备环境,缩短了理论教学与实际应用之间的距离。
YL-335B 采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。可根据实训需要或工作任务的不同进行不同的组合、安装和调试。
一、任务要求
 1.设备安装
1.设备安装
完成YL-335A自动生产线的供料、加工、装配、分拣单元和输送单元的部分器件装配工作,并把这些工作单元安装在YL-335A的工作桌面上。
2. 气路连接
根据生产线工作任务对气动元件的动作要求和控制要求、连接气路。
3. 电路设计和电路连接
⑴根据控制要求,设计输送单元的电气控制电路,并根据所设计的电路图连接电路。
⑵按照给定的I/O分配表,连接供料、加工和装配单元控制电路。对于分拣单元,按照给定I/O分配表预留给变频器的I/O端子,设计和连接变频器主电路和控制电路,并连接分拣单元的控制电路。
⑶根据该生产线的网络控制要求,连接通信网络。
4. 程序编制和程序调试
⑴根据该生产线正常生产的动作要求和特殊情况下的动作要求,编写PLC的控制程序和设置步进电机驱动器参数及变频器参数。
⑵调试机械部件、气动元件、检测元件的位置和编写的PLC控制程序,满足设备的生产和控制要求。
二、具体的工作要求
1、自动生产线设备部件安装
(1)YL-335A自动生产线各工作单元的安装位置如图1所示。图中,长度单位为毫米;抽屉中各种模块的放置请自行确定。
(2)完成分拣单元装置侧部分部件的安装和调整以及工作单元在工作台面上定位。
第一章YL-335B的系统介绍
1.1 YL-335B 的组成
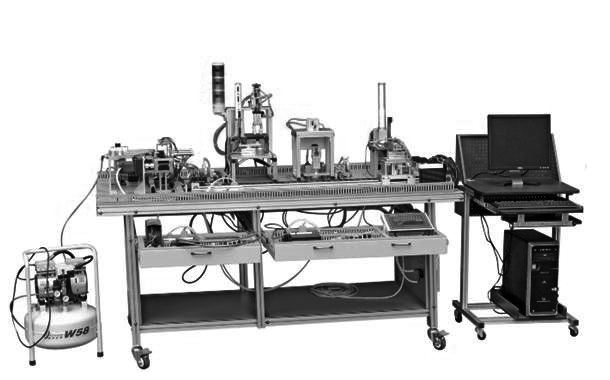
YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元 5 个单元组成。如图 1-1 所示。
每一工作单元既可自成一个独立的系统,同时又是一个机电一体化的系统。各个单元的执行机构基本上以气动执行机构为主,输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。分拣单元的传送带驱动则采用了通用变频器驱动三相交流异步电动机的传动装置。位置控制和变频器技术是现代工业应用最为广泛的电气控制技术。
本设计中YL-335B应用传感器来判断物体的运动位置、物体通过的状态、物体的颜色及材质等。传感器技术是机电一体化装备应用技术中的关键技术之一,也是现代工业实现高度自动化的前提之一。在控制方面,YL-335B 采用基于RS485 串行通信的PLC 网络控制方案,每一工作单元由一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通信实现互连的分布式控制方式。用户可根据需要选择不同厂家的 PLC 型号及其所支持的 RS485 通信模式,组建成一个小型的 PLC 网络。小型 PLC 网络以其结构简单,价格低廉的特点在小型自动生产线上有着广泛的应用,在现代工业网络通信中占据相当的份额。
(2)供料单元装配要求
供料支撑架、PLC和接线端口已经安装在底板上。其余器件已装配为组件,由选手进一步自行装配。图2是装配完成的供料单元装配图。
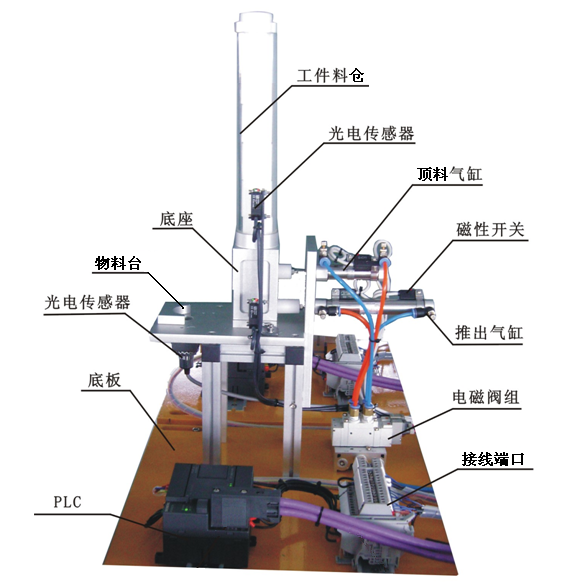
图2 供料单元装配图
图中仅给出采用西门子S7-200系列PLC时的装配图,采用其他系列PLC时安装位置类推。
(3)加工单元装配要求
由导轨、导轨滑块、直线气缸及安装立板、气动手指及连接座所构成的滑动工件台组件,以及PLC和接线端口已经安装在底板上。其余器件已装配为组件,由选手进一步自行装配。图3是已完成装配的加工单元主要部分装配图,图中尚未画出PLC和接线端口等组件。
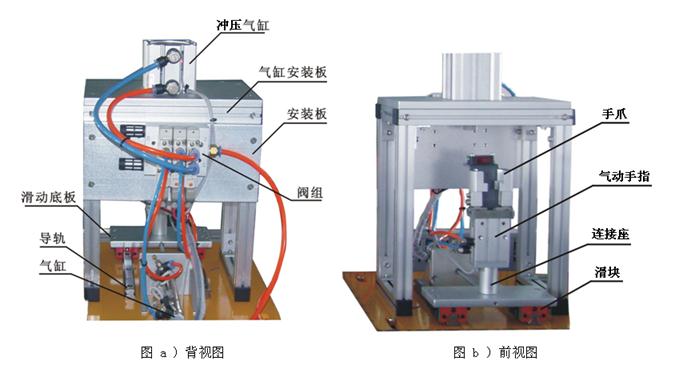
图3 加工单元装配图
(4)装配单元的装配、接线、气路连接等工作已完成,选手只须完成把该单元安装在工作桌面上的工作。装配单元主要部分如图4所示,图中尚未画出PLC和接线端口等组件。
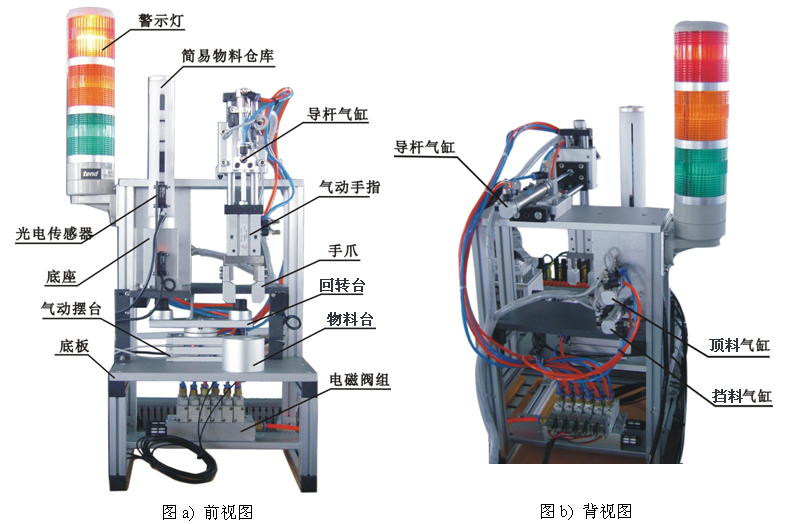
图4 装配单元装配图
(5)分拣单元装配要求
PLC和接线端口已经安装在底板上,传送带机构已装配为组件,但不包括其上的推料气缸和光纤传感器。其余器件应自行装配。图5是装配完成并安装在工作桌面上的分拣单元装配图。

图5 分拣单元装配图
图中仅给出采用西门子S7-200系列PLC时的装配图,采用其他系列PLC时安装位置类推。


 图6 YL-335B自动生产线设备俯视图
图6 YL-335B自动生产线设备俯视图
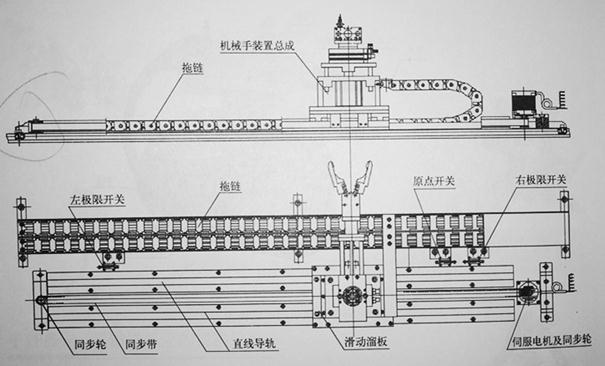
(6)输送单元装配要求如下:
桌面上已安装好直线导轨、步进电机及同步带传动装置、左右极限开关和原点开关,其余器件自行装配。
输送单元传动组件和机械手装置的正视和俯视示意图如图6所示,图7给出抓取机械手装置的装配图。
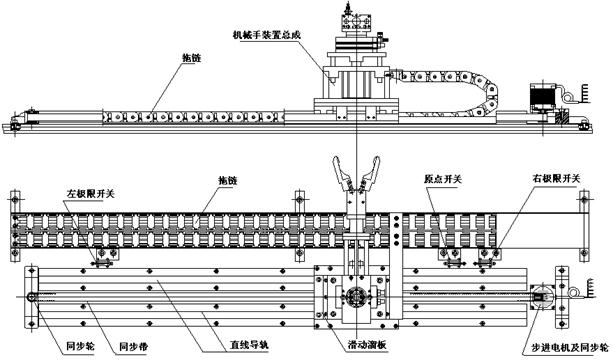
图7 输送单元传动组件和机械手装置的正视和俯视示意图
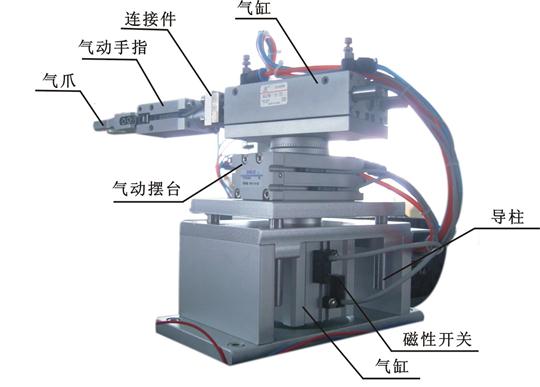
图8 抓取机械手装置的装配图
7、气路连接及调整
请按照下述各工作单元的的初始位置要求连接气路:
⑴供料单元的推料气缸和顶料气缸均处于缩回状态。
⑵加工站的滑动工件台的伸缩气缸处于伸出状态;用于夹紧工件的气动手指处于张开状态;冲压气缸处于缩回位置。
⑶装配站的挡料气缸处于伸出状态,顶料气缸处于缩回状态。料仓上已经有足够物料。
装配机械手的升降气缸处于提升状态,伸缩气缸处于缩回状态,气爪处于松开状态。
⑷分拣单元的两个推料气缸均处于缩回状态。
⑸输送单元抓取机械手升降气缸处于下降位置;伸缩气缸处于缩回状态;气爪处于松开状态。
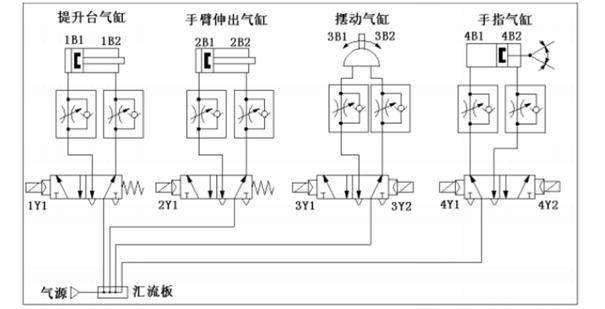
输送单元的气动系统
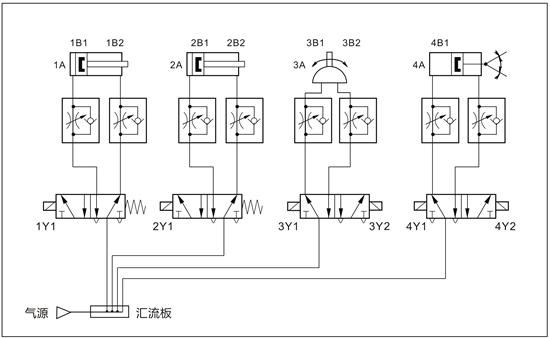




图9 输送单元气动系统原理图
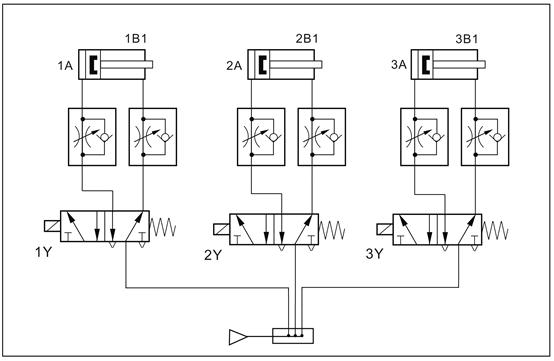
图10 分拣单元气动系统原理图
8、电器方案设计
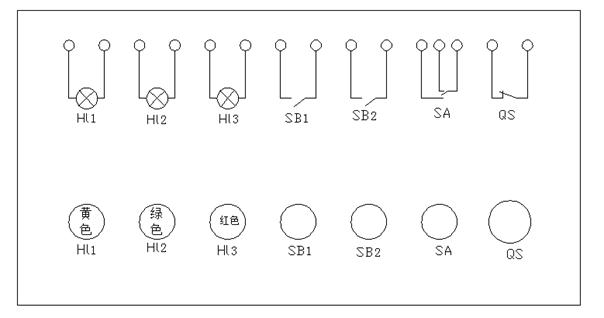
(1)控制面板

图11 按钮指示灯模块
模块盒上器件包括:
⑴指示灯(24VDC):黄色(HL1)、绿色(HL2)、红色(HL3)各一只。
⑵主令器件:绿色常开按钮SB1一只
红色常开按钮SB2一只
选择开关SA(一对转换触点)
急停按钮QS(一个常闭触点)
2、当各工作单元通过网络互连构成一个分布式的控制系统时,对于采用三菱FX系列PLC的设备,
各工作站PLC配置如下:
(1)加工单元:FX2N-32MR主单元,共16点输入,16点继电器输出。
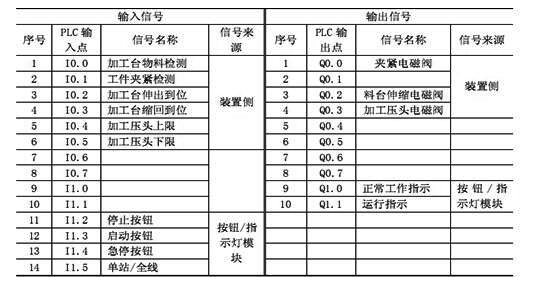
9 、输入输出分配表
10. YL-335B的控制系统
YL-335B 的每一工作单元都可自成一个独立的系统, 同时也可以通过网络互连构成一个分布式的控制系统。
1、当工作单元自成一个独立的系统时,其设备运行的主令信号以及运行过程中的状态显示信号,来源于该工作单元按钮指示灯模块。模块上的指示灯和按钮的端脚全部引到端子排上。模块盒上器件包括: ⑴指示灯(24VDC) :黄色(HL1)、绿色(HL2)、红色(HL3)各一个。 ⑵主令器件:绿色常开按钮SB1一个、红色常开按钮SB2一个、选择开关SA(一对转换触点)、急停按钮QS(一个常闭触点)
2、当各工作单元通过网络互连构成一个分布式的控制系统时,对于采用西门子S7-200 系列 PLC 的设备,YL-335B 的标准配置是采用 PPI 协议的通信方式。设备出厂的控制方案如图1-4所示。

图1-4
各工作站PLC 配置如下:
⑴输送单元:S7-226 DC/DC/DC 主单元,共24点输入,16点晶体管输出。
⑵供料单元:S7-224 AC/DC/RLY 主单元,共14点输入和10点继电器输出。
⑶加工单元:S7-224 AC/DC/RLY 主单元,共14点输入和10点继电器输出。
⑷装配单元:S7-226 AC/DC/RLY 主单元,共24点输入,16点继电器输出。
3、1PLC外部接线图
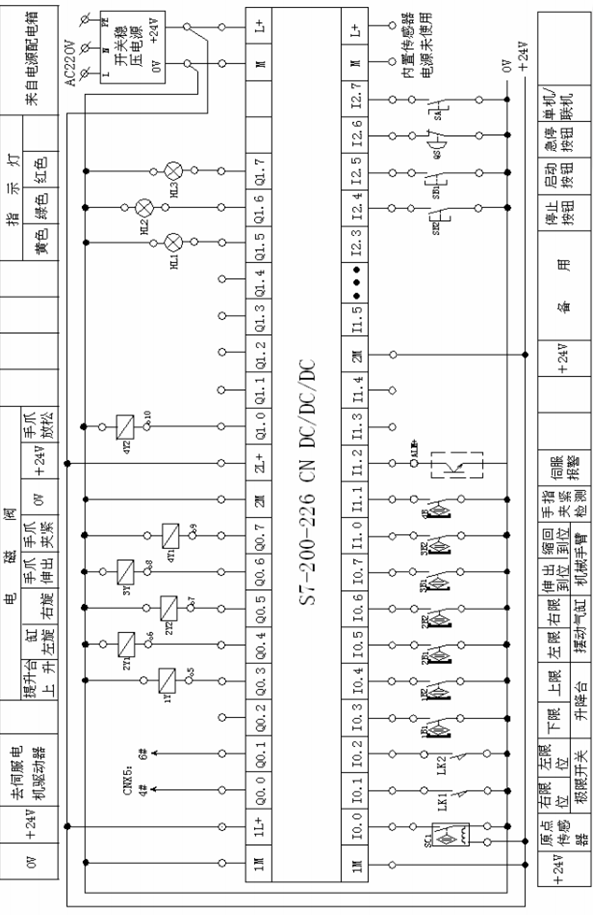
系统运行的主令信号(复位、启动、停止等)通过触模屏人机界面给出。同时,人机界面上也显示系统运行的各种状态信息。
人机界面是在操作人员和机器设备之间做双向沟通的桥梁。使用人机界面能够明确指示并告知操作员机器设备目前的状况,使操作变的简单生动,并且可以减少操作上的失误,即使是新手也可以很轻松的操作整个机器设备。使用人机界面还可以使机器的配线标准化、简单化,同时也能减少PLC 控制器所需的I/O 点数,降低生产成本,同时由于面板控制的小型化及高性能,相对的提高了整套设备的附加价值。
8.总结
三年的大学生活就快走入尾声,我们的校园生活就要划上句号,心中是无尽的难舍与眷恋。从这里走出,对我的人生来说,将是踏上一个新的征程,要把所学的知识应用到实际工作中去。
回首三年,取得了些许成绩,生活中有快乐也有艰辛。感谢老师三年来对我孜孜不倦的教诲,对我成长的关心和爱护。
学友情深,情同兄妹。三年的风风雨雨,我们一同走过,充满着关爱,给我留下了值得珍藏的最美好的记忆。
在我的十几年求学历程里,离不开父母的鼓励和支持,是他们辛勤的劳作,无私的付出,为我创造良好的学习条件,我才能顺利完成完成学业,感激他们一直以来对我的抚养与培育。
最后,我要特别感谢王老师。是他在我毕业的最后关头给了学生巨大的帮助与鼓励,使我能够顺利完成毕业设计,在此表示衷心的感激.
王老师认真负责的工作态度,严谨的治学精神和深厚的理论水平都使我收益匪浅。他无论在理论上还是在实践中,都给与我很大的帮助,使我得到不少的提高这对于我以后的工作和学习都有一种巨大的帮助,感谢他耐心的辅导。
主要参考文献
[1] 陶权,韦瑞录.PLC控制系统设计、安装与调试. 北京理工大学出版社.2009
[2] 岳庆来.变频器、可编程序控制器及触摸屏综合应用技术[m].北京:机械工业出版社,2006,
[3]手册编委.机电工程手册基础卷(二)[z].北京:机械工业出版社,2002,1
[4]自动化生产线安装与调试.吕景泉
[5]李增国,易运池 齐玉强.传感器与检测技术.北京航空航天大学出版社
PLC外部接线图

气动原理图
控制面板
装配顺序图
机械方案图
第二篇:电子技术综合实训报告
墙上的石英表依旧跳动着,
时光不断地流逝着,
一秒、两秒、三秒、、、
我心里默念着离你离去的秒钟已经走完了一万圈。
离开了你,
我颓废了,任胡须在我脸颊肆意地蔓延;
离开了你,
我不安了,任漆黑的长夜将我折磨的死去活来。
身处异乡的你还好吗?
外面的饮食你还习惯吗?(记得你是个不喜欢甜食的异类女孩儿) 公司的床被你能睡着吗(?记得你是个闹床的淘气鬼)
外面的世界精彩吗 ?
外面的世界无赖吗?
当初我苦苦哀求你不要抛下我,独自一人在外打拼,
你说,我已经不是当初那个小气的淘气鬼,
我已经长大,该是在外面闯闯的时候了。
于是,我怀着忐忑的心情,松开了你冰冷的手。
送你到车站的门口时,我止步了,(我实在压抑不住内心的落寞) 因为我害怕泪水成为我目送你离去的见证。(听人说这样不吉利) 望着黄色大巴缓缓驶出我的视线,
我心里一直默默念道不要哭,不要哭,我的她还会回来的,
可我还是不争气,留下了男人宝贵的眼泪。
一个黄昏的下午,我还慵懒的坐在图书馆的草坪看书时,
突然我的手机铃声响起,
欣喜若狂的我接通了电话那头的你,
你说的第一句话却是:我已经被公司录用为正式职员,是不是该恭喜我呢。 顿时,我手中的书滑落了,我的呼吸仿佛急促了,我的心跳仿佛停止了, 难受要命的我,却用违心的方式向你说了声:恭喜,
三言两语后,我用借口推掉了你的电话。
我飞快的跑进寝室,重重的关门声响彻天际,我的落寞已经到达极致, 满是悲伤地眼泪侵湿了床头的枕巾;
一整天常卧床铺的记录,此生也许在难以逾越,
想起与你以往的快乐时光,我又能和酣畅入眠呢?
于是我的朋友只有酒精和香烟,它们才能最懂我的心。
一天,一天,又一天,不知道过了多少个这样的一天,
我才缓过神来,
慢慢地,
慢慢地,
你那清晰地印记,渐渐地模糊了我的脑海,
你已经不再是我的,
你是属于外面精彩的世界。
既然爱你就应该放开你,一味的的强求,
只会让你更加憎恨我,憎恨这个曾经彼此相爱的人。
或许是时候让我们的爱在这美好的回忆中断开吧!
或许是时候让我们的未来在这美好的回忆中开始它新的征程吧!
或许在我们古稀之年,每每回忆这段花样年华之时,嘴角兴许还会露出淡淡的微笑吧! 或许爱一个人,爱到不爱才是爱情的真谛吧!