前言
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
可编程控制器就是顺应这一需要出现的,它是以微处理器为基础的通用工业控制装置。编程控制器不仅可以按事先编好的程序进行各种逻辑控制,还具有随意编程、自动诊断、通用性好、体积小、可靠性高的特点。因此,可编程控制器正逐步取代着继电器-接触器控制系统
1设计任务与要求
1.1控制要求:
L1、L2、L9→L1、L5、L8→L1、L4、L7→L1、L3、L6→L1→L2、L3、L4、L5→L6、L7、L8、L9→L1、L2、L6→L1、L3、L7→L1、L4、L8→L1、L5、L9→L1→L2、L3、L4、L5→L6、L7、L8、L9→L1、L2、L9→L1、L5、L8……循环下去
1.2任务要求
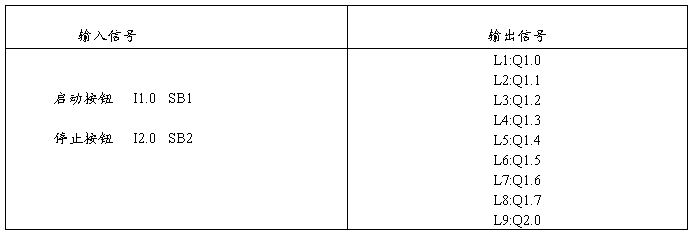
1 I/O分配
输入 输出
起动按钮: L1: L6:
停止按钮: L2: L7:
L3: L8:
L4: L9:
L5:
2编程并调试
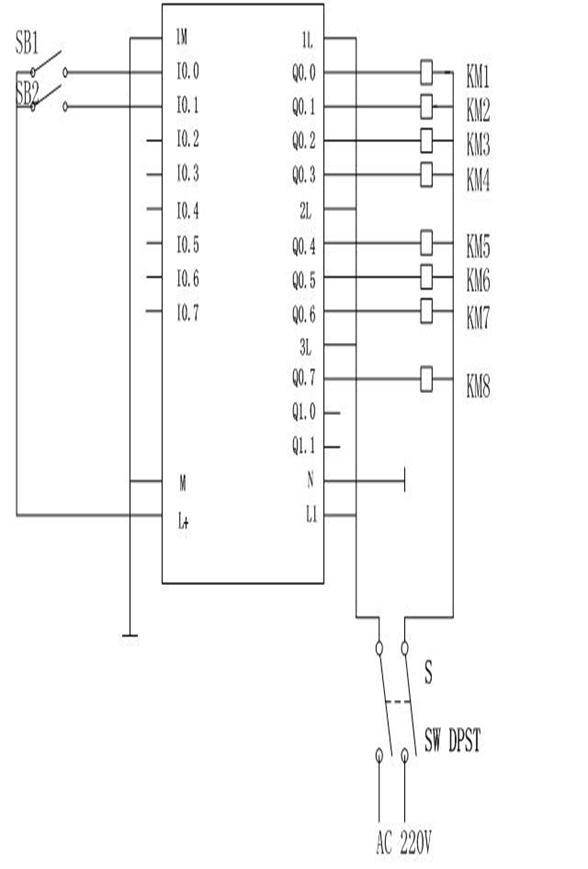
3画出I/O端子接线图
学会用西门子S7-200PLC设计舞台灯光按顺序循环点亮,并学会调试。
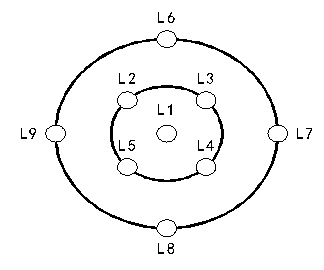
舞台灯光的模拟控制示意图
2 工作原理
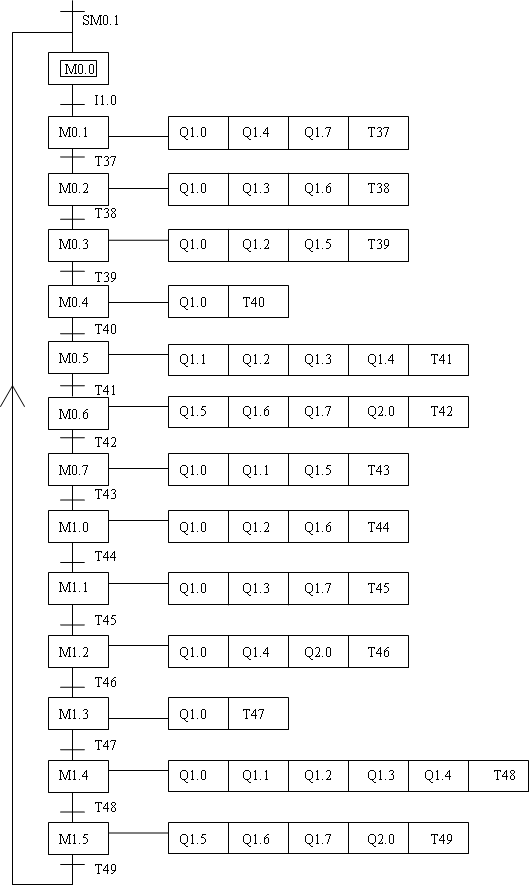
在单周期工作方式下,当按下启动按钮SB1时,从初始步M0.0开始,舞台灯按顺序功能图的规定完成一个周期的工作后,返回并停留在初始步。
在连续工作方式下,在初始状态下按启动按钮SB1,PLC地址为1.0,舞台灯从初始步开始,按控制要求由L1、L2、L9(PLC地址为Q1.0、Q1.1、Q2.0) L1、L5、L8(PLC地址为Q1.0、Q1.4、Q1.7)L1、L4、L7(PLC地址为Q1.0、Q1.3、Q1.6)L1、L3、L6(PLC地址为Q1.0、Q1.2、Q1.5)L1(PLC地址为Q1.0)L2、L3、L4、L5(PLC地址为Q1.0)L2、L3、L4、L5L6、L7、L8、L9(PLC地址为Q1.5、Q1.6、Q1.7、Q2.0)L1、L2、L6(PLC地址为Q1.0、Q1.1、Q1.5)L1、L3、L7(PLC地址为Q1.0、Q1.2、Q1.6)L1、L4、L8(PLC地址为Q1.0、Q1.3、Q1.7)L1、L5、L9(PLC地址为Q1.0、Q1.4、Q2.0)L1(PLC地址为Q1.0)L2、L3、L4、L5(PLC地址为Q1.1、Q1.2、Q1.3、Q1.4)L6、L7、L8、L9(PLC地址为Q1.5、Q1.6、Q1.6、Q2.0)L1、L2、L9(PLC地址为Q1.0、Q1.1、Q2.0)L1、L5、L8(PLC地址为Q1.0、Q1.4、Q1.7)……循环下去
L1、L5、L8(PLC地址为Q1.0、Q1.4、Q1.7)L1、L4、L7(PLC地址为Q1.0、Q1.3、Q1.6)L1、L3、L6(PLC地址为Q1.0、Q1.2、Q1.5)L1(PLC地址为Q1.0)L2、L3、L4、L5(PLC地址为Q1.0)L2、L3、L4、L5L6、L7、L8、L9(PLC地址为Q1.5、Q1.6、Q1.7、Q2.0)L1、L2、L6(PLC地址为Q1.0、Q1.1、Q1.5)L1、L3、L7(PLC地址为Q1.0、Q1.2、Q1.6)L1、L4、L8(PLC地址为Q1.0、Q1.3、Q1.7)L1、L5、L9(PLC地址为Q1.0、Q1.4、Q2.0)L1(PLC地址为Q1.0)L2、L3、L4、L5(PLC地址为Q1.1、Q1.2、Q1.3、Q1.4)L6、L7、L8、L9(PLC地址为Q1.5、Q1.6、Q1.6、Q2.0)L1、L2、L9(PLC地址为Q1.0、Q1.1、Q2.0)L1、L5、L8(PLC地址为Q1.0、Q1.4、Q1.7)……循环下去
2.1 I/O分配及真值表
1.I/O分配表
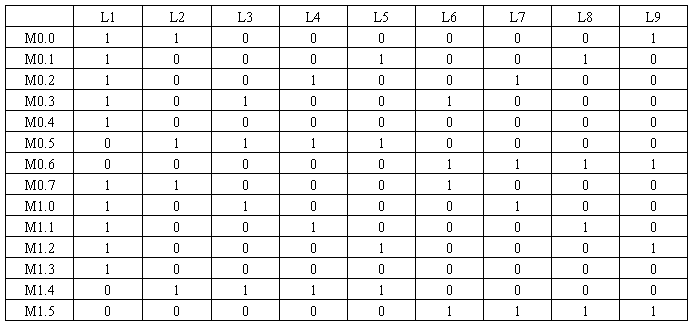
2.真值表
2.2 PLC选型
S7-200这款PLC编程方法简单梯形图语言形象直观,功能强与相同功能的PLC控制系统相比,具有很高的性能价格比,可靠性高因为输入和输出有关的少量硬件元件,s7-200硬件和软件抗干扰措施,具有很强的抗干扰能力,它减少了大量的中间继电器和时间继电器。根据输入信号及输出信号的数量,经过初略计算,输入点数为6点;输入,输出信号都是数字量。增加20%备用量,以便随时增加控制功能:
输入点数为:6(1+20%)=7.2
输出点数为:6(1+20%)=7.2
根据I/O点数选择PLC,这些特点注定s7-200是舞台灯光控制系统最好的选择。
2.3 硬件接线图
2.4主电路图

2.5.时序图
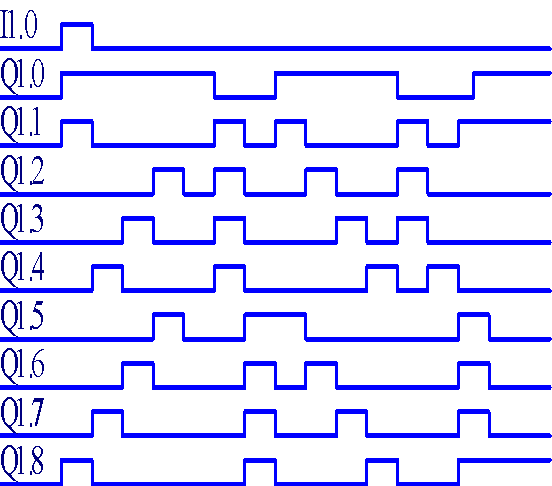
M0.0 M0.1 M0.2 M0.3 M0.4 M0.5 M0.6 M0.7 M1.0 M1.1 M1.2 M1.3 M1.4 M1.5 M0.0
2.6.顺序功能图
2.7梯形图程序
3 心得体会
通过S7-200 PLC来设计舞台灯光控制系统的梯形图控制程序设计与调试。对S7-200 PLC有了进一步的了解,并熟悉其基本操作。
根据要求设计出时序图、顺序功能图、梯形图程序。在预装有PLC S7-200系统的电脑中,将设计好的梯形图输入到程序中,进行模拟仿真。通过S7-200的仿真操作,实现了舞台灯按设计顺序的显示。
S7-200以其极高的性能价格比,在国内占有很大的市场份额。S7-200适用于各行各业的检测、监测及控制的自动化,无论独立运行或连成网络,都能实现复杂的控制功能。另外,S7-200具有极高的可靠性、丰富的指令集合内置的集成功能、强大的通信能力和丰富的扩展模块。
在本次设计中,对S7-200PLC有了进一步的了解,对该系统有了更深入的认识,并熟悉了其操作方法及过程。得到了很大的收获。
4 参考文献
1、SIEMENS AG. SIMATIC S7-200 Programmable Controller System Manual. 2004
2、西门子(中国)有限公司. S7-200可编程序控制器产品目录.2004
3、廖常初主编.大中型PLC应用教程.北京:机械工业出版社,2005
4、廖常初主编. PLC基础应用. 北京:机械工业出版社,2005
5、廖常初主编. PLC编程及应用.北京:机械工业出版社,2005
第二篇:PLC课程设计
目录
第1章 三相电热器控制工艺分析............................................... 0
1.1电热器的发展......................................................... 1
1.2 硬件选择............................................................ 1
1.3 PLC接线图........................................................... 1
1.3 系统变量定义及分配表................................................ 2
1.4 系统接线图设计...................................................... 3
第2章 PLC控制系统设计..................................................... 3
2.1 控制程序流程图设计.................................................. 4
2.2控制程序设计思路..................................................... 4
第3章 PLC监控系统软件设计................................................. 7
3.1 PLC与上位监控软件通讯............................................... 7
3.2 上位监控系统组态设计................................................ 7
结论与体会................................................................. 9
结论与体会................................................................. 10
参考文献................................................................... 10
摘 要
近年来随着科技的飞速发展,PLC的应用正在不断地走向深入,同时带动着工业控制的日新月益更新。由于PLC自身的特点和优势,在工业控制中PLC已得到广泛应用,包括机械、冶金、化工、电力、运输建筑等众多领域,应用范围也在不断扩大。三相电热器控制系统就是一个简单的PLC应用,主要运用PLC所具备继电器、计数器及特殊继电器的功能来实现,并且运用模拟的方式来检测系统的可行性。
第1章 三相电热器控制工艺分析
1.1电热器的发展
电加热是将电能转换为热能的过程。自从发现电源通过导线可以发生热效应之后,世界上就许多发明家从事于各种电热电器的研究与制造。电热的发展及普及应用也与其它行业一样,遵循着这样一个规律:从先进的国家逐步推广到世界各国;从城市逐步发展到农村;由集体使用发展到家庭、再到个人;产品由低档发展到高档。十九世纪处于萌芽阶段的电热电器大都是拙劣的,最早出现是用于生活的电热电器,1893年电慰斗的雏型首在美国出现并使用,接着到1909年出现电灶的使用,那是在炉灶中放置电加热器,也就是说加热从柴禾转移到电气,即从电能转变为热能。但是真正电热电器工业的急速发展,却是在用作电热元件的镍铬合金的发明之后。1910年美国首先研制成功用镍铬合金电热丝制作的电慰斗,这就从根本上改善了电慰斗结构,使用慰斗迅速得到普及。到1925年在日本出现在锅中安装电热元件的产品,成为现代电饭锅的原形。在这阶段工业上也出现实验室用电炉,熔胶炉、暖气器等电热产品。1910年至1925年是电热电器历史上的大发展阶段,在家庭和工业方面,电热电器各种品种的出现和普及应用都得到了急速的发展,而尤以家庭方面为甚。所以镍铬合金的发明是奠定了电热电器工业发展的基础。
电加热器是一种消耗电能转换为热能,来对需加热物料进行加热。在工作中低温流体介质通过管道在压力作用下进入其输入口,沿着电加热容器内部特定换热流道,运用流体热力学原理设计的路径,带走电热元件工作中所产生的高温热能量,使被加热介质温度升高,电加热器出口得到工艺要求的高温介质。电加热器内部控制系统依据输出口的温度传感器信号自动调节电加热器输出功率,使输出口的介质温度均匀;当发热元件超温时,发热元件的独立的过热保护装置立即切断加热电源,避免加热物料超温引起结焦、变质、碳化,严重时导致发热元件烧坏,有效延长电加热器使用寿命。三相电的最大用途是驱动电热器。
1.2 硬件选择
PLC基本组成包括中央处理器(CPU )、存储器、输入/输出接口(缩写为I/O,包括输入接口、输出接口、扩展接口等)、外部设备编程器及电源模块组成。PLC内部各组成单元之间通过电源总线、控制总线、地址总线和数据总线连接,外部则根据实际控制对象配置相应设备与控制装置构成PLC控制系统。
1.3 PLC接线图

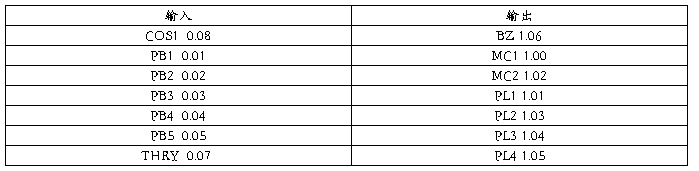
1.3 系统变量定义及分配表

1.4 系统接线图设计
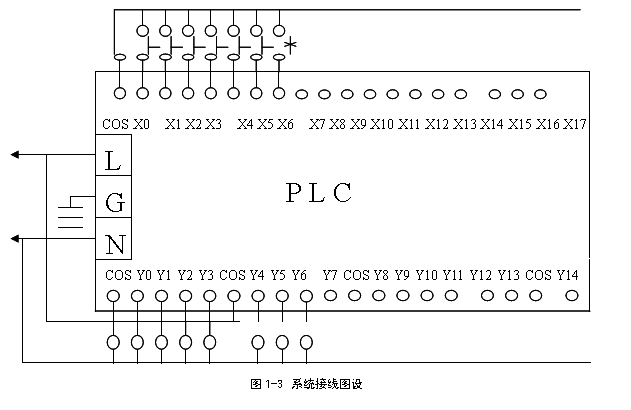





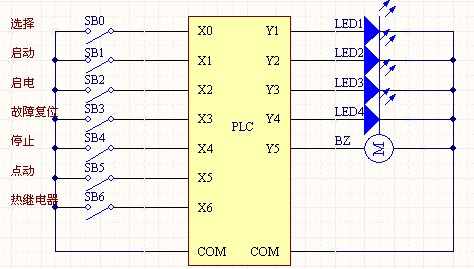
硬件接线图
第2章 PLC控制系统设计
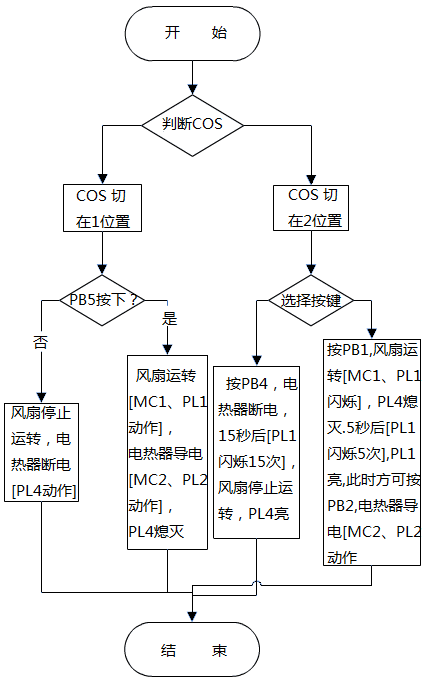 2.1 控制程序流程图设计
2.1 控制程序流程图设计
图 2-1三相电热器控制流程图
2.2控制程序设计思路1.控制电路如下图所示
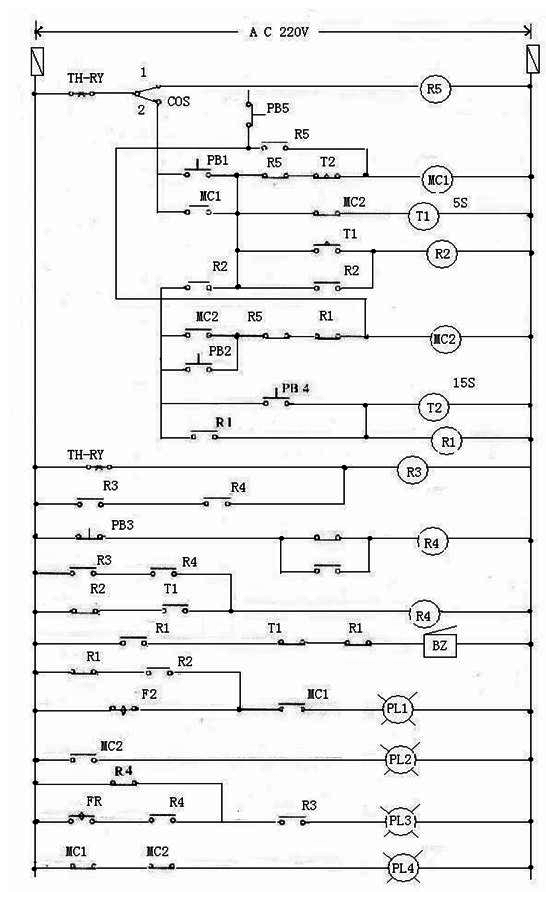
2.COS切在1的位置。
(1) 按住PB5,风扇运转[MCl、PLl动作],电热器导电[MC2、PL2动作],PL4熄灭。
(2) 放开PB5,风扇停止运转,电热器断电[PL4动作]。
(3) 此时按PBl、PB2、PB4均无作用。
3.COS切在2的位置。
(1) 按PBl,风扇运转[MCl、PLl闪烁],PL4熄灭。5秒后[PLl闪烁5次],PLl亮,此时方可按PB2,电热器导电[MC2、PL2动作]。
(2) 按PB4时电热器断电,15秒后[PLl闪烁15次],风扇停止运转,PL4亮。
(3) 此时按PB5没有作用。
4.热继电器(TH—RY)动作时,风扇停止运转,电热器断电,PL4亮,BZ响,PL3闪烁
[ON/0.5s,OFF/0.5s ]
5.热继电器先复位,警报同前[BZ响、PL3闪烁],按PB3,Bz停响,PL3熄灭。
6.先按PB3时,Bz停响,PL3亮;热继电器复位,PL3熄灭。
第3章 PLC监控系统软件设计
3.1 PLC与上位监控软件通讯
上位机是指:人可以直接发出操控命令的计算机,一般是PC,屏幕上显示各种信号变化(液压,水位,温度等)。下位机是直接控制设备获取设备状况的计算机,一般是PLC/单位机之类的。上位机发出的命令首先给下位机,下位机再根据此命令解释成相应时序信号直接控制相应设备。下位机不时读取设备状态数据(一般模拟量),转化成数字信号反馈给上位机。简言之如此,真实情况千差万别不离其宗。上下危机都需要编程,都有专门的开发系统。
在概念上,控制者和提供服务这都是上位机,被控制者和被服务者是下位机,也可以理解为主机和从机的关系,但上位机和下位机是可以转换的,两者如何通讯,一般取决于下位机。TCP/IP一般是支持的。但是下位机一般具有更可靠的独有通讯协议,购买下位机时,会带一大堆手册光盘,告诉你如何使用特有协议通讯。里面会举大量例子。一般对编程人员而言一看也就那么回事,使用一些新的API罢了。多语言支持功能模块,一般同时支持数种高级语言为上位机编程。
通常上位机和下位机同学可以采用不同的通讯协议,可以有RS232的串口通讯或者采用RS485串行通讯,党用计算机和PLC通讯的时候不但可以采用传统的D形式的串行通讯,还可以采用更适合工业控制的双线的PROFIBUS-DP通讯,采用封装好的程序开发工具就可以实现PLC和上位机的通讯。当然可以自己编写驱动类的接口协议控制上位机和下位机的通讯。
3.2 上位监控系统组态设计
在使用工控软件中,我们经常提到组态一词,组态英文是“Configuration”,其意义究竟是什么呢?简单的讲,组态就是用应用软件中提供的工具、方法,完成工程中莫伊具体任务的过程。
与硬件声场相对比照,组态与组装类似。如要组装一台电脑,试想提供了各种那个型号的主板、机箱、电源、CPU、显示器、硬盘、光驱等,我们的工作就是用这些部件拼凑成自己需要的电脑。当然软件中的组态要比硬件的组装有更大的发挥空间,也因为它一般要比应将中的“部件”更多,而且每个“部件”都很灵活,因为软部件都有内部属性,通过改变属性可以改变其规格(如大小、形状、颜色等)。
在组态概念出现之前,要实现某一任务,都是通过编写程序(如使用BASIC,C,FORTRAN等)来实现的。编写程序不但工作量大、周期长,而且容易犯错误,不能保证工期。组态软件的出现,解决了这个问题。对于过去需要几个月的工作,通过组态几天就可以完成。
组态软件是有专业性的。一种组态软件只能适合某种领域的应用。组态的概念最早出现在工业计算机控制中。如DCS(集散控制系统)组态,PLC(可编程控制器)梯形图组态。人机界面生成软件就叫工控组态软件。其实在其他行业也有组态的概念,人们只是不这么叫而已。如AutoCAD,Photoshop,办公软件(PowerPoint)都存在相似的操作,即用软件提供的工具来形成自己的作品,并以数据万恶间保存作品,而不是执行程序。组态形成的数据只有其制造工具或其他专用工具才能识别。但是不同之处在于,工业控制中形成的组态结果是用在使用监控的。组态工具的解释引擎,要根据这些组态结果实时运行。从表面上看,组态工具的运行程序就是执行自己特定的任务。
结论与体会
经过两周的课程设计,我亲身体会到做PLC程序设计的艰辛和努力,在设计过程中,我遇到了不少困难,也有许多从未遇到的难题,但是我坚持并努力的克服了,在寻求答案的过程中我学习到了更多知识,这都是我在这次课程设计中学习到的宝贵经验,相信在以后的学习生活中。我会继续运用好这种精神,让学习和工作变得更加有乐趣也更加积极向上的学习新知识。
设计的过程本身就是收集知识寻找答案的过程,这个过程中可能有时一筹莫展,有时无从下手,但是一旦找到了灵感,找到了方法,其实事情本来很简单,只是以前从来没想到而已,所以,字啊以后的学习和工作中,是这场是换一种方式,用崭新的思维重寻思考下,或许就有了更大的收获。
最后,我衷心的感谢老师在百忙中辅导我的课程设计。
参考文献
[1] 张伟林.电气控制与PLC应用[M].北京:人民邮电出版社,2006.
[2] 周美兰.PLC电气控制与组态设计[M].北京:科学出版社,2003.
[3] 洪志育.例说PLC[M].北京:人民邮电出版社,2006.
[4] 吕卫阳.PLC工程应用实例分析[M].北京:中国电力出版社,2007.
[5] 连建华.PLC应用技术[M].北京:国防工业出版社,2009.
[6] 李辉.S7-200PLC编程原理与工程实训[M].北京:航空航天大学出版社,2008.
[7] 吴中俊,黄永红.可编程序控制器原理及应用[M].北京:机械工业出版社,2005.
[8] 王永华.现代电气控制及PLC应用技术[M].北京:航空航天大学出版社,2003.
附录
0 LDI X006
1 ANI X000
2 OUT M5
3 AND X005
4 OUT M102
5 AND M5
6 OUT M101
7 LD X001
8 OR Y001
9 ANI X006
10 AND X000
11 OUT M103
12 LD M103
13 ANI M5
14 ANI T2
15 OR M101
16 OUT Y001
17 LD M103
18 ANI Y002
19 OUT T1 K50
22 OUT M100
23 LD T1
24 OR M2
25 AND M103
26 OUT M2
27 LD M103
28 AND M2
29 OUT M104
30 LD Y002
31 OR X002
32 ANI M5
33 ANI M1
34 AND M104
35 OR M102
36 OUT Y002
37 LD X004
38 OR M1
39 AND M104
40 OUT M105
41 LD M105
42 OUT T2 K105
45 OUT M1
46 LD M3
47 AND M4
48 OR X006
49 OUT M3
50 LDI M3
51 OR M4
52 ANI X003
53 OUT M4
54 LD M3
55 AND M4
56 LDI M2
57 AND M100
58 ORB
59 OR M1
60 OUT M106
61 LD M106
62 ANI T4
63 OUT T3 K5
66 OUT T4 K10
69 LD M106
70 ANI M100
71 ANI M1
72 OUT Y000
73 LDI M1
74 AND M2
75 OR T3
76 ORI M106
77 AND Y001
78 OUT Y003
79 LD X002
80 OUT Y004
81 LD T3
82 AND M4
83 ORI M4
84 AND M3
85 OUT Y005
86 LDI Y001
87 ANI Y002
88 OUT Y002
89 END Y00