数控机床加工工艺实训报告
学 校:广东轻工职业技术学院
院 系:机电系
姓 名: 陈慕然
学 号: 2010010801303
班 级:数控102
指导老师:战祥乐,赵战锋
数控车床是数字程序控制车床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床。要学好数控车床理论和操作,就必须勤学苦练,从平面几何,三角函数,机械制图,普通车床的工艺和操作等方面打好基础
数控车床是以其主轴轴线方向为Z 轴方向,刀具远离工件的方向为 Z 轴正方向。 X 坐标的方向是在工件的径向上,且平行于横向拖板,刀具离开工件旋转中心的方向为 X 轴正方向
第一节 数控车床的实际操。
实训操作方法
(1)工艺分析
1)技术要求
通过调用循环指令进行加工,每次背吃刀深度为1mm(半径值)。
2) 工艺的确定。
① 装夹定位的确定:三抓卡盘夹紧定位,工件前端面距卡抓端面距离60mm。
② 刀具加工起点及工艺路线的确定。刀具加工起点位置的确定原则是,该处方便拆卸工件,不发生碰撞,空行程不长等。故将刀具置于Z向距工件前端面2mm,X向距轴心线36mm的位置。通过调用增量编辑的子程序,并使每次调用后的终点位置相对起点位置向X轴负向移动1.5mm,从而实现循环加工,使轮廓向轴线平一,最后满足工件尺寸。
③ 加工刀具的确定:外圆端面车刀(刀具主偏角93°,刀具为焊接式车刀YT15)、3mm切断刀
④ 切削用量:主轴转速500r/rain,进给速度200mm/min。
(2)数学计算
①假设程序原点,建立工件坐标系(以工件后端面与轴线的焦点为程序原点)。
① 计算各交点相对位置的坐标值。
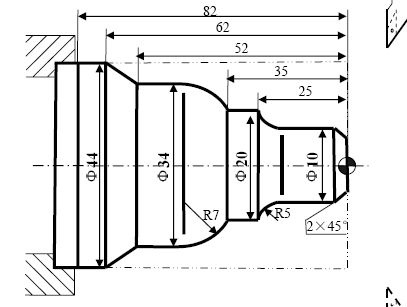
例1:用外径粗加工复合循环编制图3.3.27 所示零件的加工
程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
退刀量为1mm,X 方向精加工余量为0.4mm,Z 方向精加工余量
为0.1mm,其中点划线部分为工件毛坯。
(3)确定加工路线
按先主后次,先精后粗的加工原则确定加工路线,采用固定循环指令对外轮廓进行粗加工,再精加工,然后车退刀槽,最后加工螺纹。
(2)装夹方法和对刀点的选择
采用三爪自定心卡盘自定心夹紧,对刀点选在工件的右端面与回转轴线的交点。
(3)选择刀具
根据加工要求,选用四把刀,1号为粗加工外圆车刀,2号为精加工外圆车刀,3号为切槽刀,4号为车螺纹刀。采用试切法对刀,对刀的同时把端面加工出来。
(4)确定切削用量
车外圆,粗车主轴转速为500r/min,进给速度为0.3mm/r,精车主轴转速为800r/min,进给速度为0.08mm/r,切槽和车螺纹时,主轴转速为300r/min,进给速度为0.1mm/r。
(5)程序编制
确定轴心线与球头中心的交点为编程原点
二、编程步骤
,首先应对零件图纸分析,确定加工工艺过程,也即确定零件的加工方拿到一张零件图纸后法(如采用的工夹具、装夹定位方法等),加工路线(如进给路线、对刀点、换刀点等)及工艺参数(如进给速度、主轴转速、切削速度和切削深度等)。其次应进行数值计算。绝大部分数控系统都带有刀补功能,只需计算轮廓相邻几何元素的交点(或切点)的坐标值,得出各几何元素的起点终点和圆弧的圆心坐标值即可。最后,根据计算出的刀具运动轨迹坐标值和已确定的加工参数及辅助动作,结合数控系统规定使用的坐标指令代码和程序段格式,逐段编写零件加工程序单,并输入CNC装置的存储器中。
一、加工中心几个常用指令的编程技巧
1、M00、M01、M02和M30的区别与联系
学生在初学加工中心编程时,对以上几个M代码容易混淆,主要原因是学生对加工中心加工缺乏认识,加上个别教材叙述不详细。它们的区别与联系如下:
M00为程序暂停指令。程序执行到此进给停止,主轴停转。重新按启动按钮后,再继续执行后面的程序段。主要用于编程者想在加工中使机床暂停(检验工件、调整、排屑等)。
M01为程序选择性暂停指令。程序执行时控制面板上“选择停止”键处于“ON”状态时此功能才能有效,否则该指令无效。执行后的效果与M00相同,常用于关键尺寸的检验或临时暂停。
M02为主程序结束指令。执行到此指令,进给停止,主轴停止,冷却液关闭。但程序光标停在程序末尾。
M30为主程序结束指令。功能同M02,不同之处是,光标返回程序头位置,不管M30后是否还有其他程序段
G90 绝对值输入 G31 等导程螺纹切削
G91 相对值输入 G32 跳步功能
G00 快速点定位 M02、M03 程序结束
G01 直线插补 M00 程序停机
G02、G03 顺圆和逆圆插补 M01 选择停机
G28 自动返回参考点 M98 调用子程序
G04 暂停 M99 子程序结束
所加工的零件、
例1
%3327
N1 G59 G00 X80 Z80 (选定坐标系G55,到程序起点位置)
N2 M03 S400 (主轴以400r/min 正转)
N3 G01 X46 Z3 F100 (刀具到循环起点位置)
N4 G71U1.5R1P5Q13X0.4 Z0.1(粗切量:1.5mm 精切量:X0.4mm Z0.1mm)
N5 G00 X0 (精加工轮廓起始行,到倒角延长线)
N6 G01 X10 Z-2 (精加工2×45°倒角)
N7 Z-20 (精加工Φ10 外圆)
N8 G02 U10 W-5 R5 (精加工R5 圆弧)
N9 G01 W-10 (精加工Φ20 外圆)
N10 G03 U14 W-7 R7 (精加工R7 圆弧)
N11 G01 Z-52 (精加工Φ34 外圆)
N12 U10 W-10 (精加工外圆锥)
N13 W-20 (精加工Φ44 外圆,精加工轮廓结束行)
N14 X50 (退出已加工面)
N15G00 X80 Z80 (回对刀点)
N16 M05 (主轴停)
N17 M30 (主程序结束并复位)
例2:杯子

程序设计
%O02
T0202
S500 M03
G1 X45 Z2
G71 U-0.4 R2 P5 Q10 X-0.4 F80
S1300 M3 F50
N5 G0 X33.06
G1 Z0 F80
G2 Z-0.249 X32.196 R0.5
G2 Z-11.729 X23.618 R36.5
G1 Z-27.772 X17.96
G3 Z-29.069 X17.126 R5
G3 X16.776 Z-30.213 R9.5
N10 G1 X16
G0 Z100
G0 X80
M5
T0101
S500 M03
G0 X45 Z2
G71 U0.5 R2 P10 Q20X0.4 F100
S1300 M3 F50
N10 G1 Z0 F80
G3 Z-0.5 X35.22 K-0.5 I0
Z-0.755 X35.08 K0 I-0.5
G2 Z-12 X26.568 K-17.827 I30.12
G1 Z-18.372 X24.322
G2 Z-20.209 X22.714 K-1.837 I1.696
Z-21.354 X23.27 K0 I2.5
G1 Z-24.794 X22.056
G2 Z-26.626 X20.458 K-1.832 I1.702
Z-27.922 X21.184 K0 I2.501
G3 Z-35.202 X8 K2.967 I-10.592
G1 Z-38.498
G2 Z-39.526 X8.442 K0 I2.5
Z-45.943 X26.208 K4.523 I10.027
G3 Z-46.938 X28 K-0.995 I-0.104
N20 G1 Z-48
G1 X35
G1 X80 Z100
M5
T0404
S300 M3
G0 Z-53
X30
G1 X20 F30
G0 X30
G1 X25 F30
G0 X30
G1 X20 F30
G0 X30
M30
M30
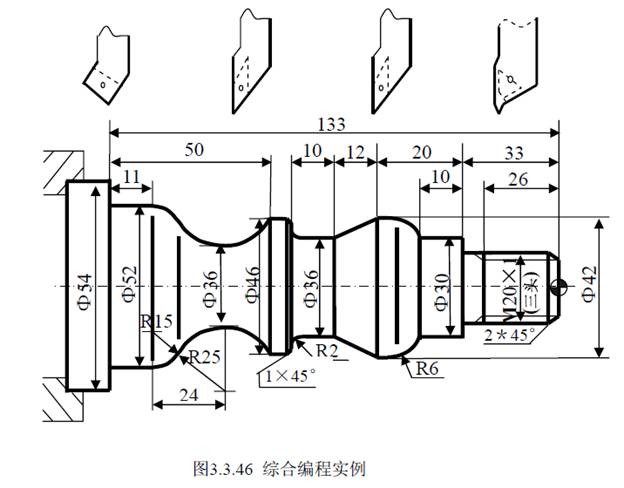
综合编程实例
例:编制图3.3.46 所示零件的加工程序。工艺条件:工件材
质为45#钢,或铝;毛坯为直径Φ54mm,长200mm 的
棒料;刀具选用:1 号端面刀加工工件端面,2 号端面外
圆刀粗加工工件轮廓,3 号端面外圆刀精加工工件轮廓,
4 号外圆螺纹刀加工导程为3mm,螺距为1mm 的三头
螺纹。
%O1
N1 T0101
N2 M03 S500
N3 G00 X100 Z80
N4 G00 X60 Z5
N5 G81 X0 Z1.5 F100
N6 G81 X0 Z0
N7 G00 X100 Z100
N8 T0202
N9 G00 X60 Z3
N10 G80 X52.6 Z-133 F100
N11 G01 X54
N12 G71 U0.8 R1 P16 Q32 E0.3
N13 G00 X100 Z80
N14 T0303
N15 G00 X70 Z3
N16 G01 X10 F100
N17 X20 Z-2
N18 Z-33
N19 G01 X30
N20 Z-43
N21 G03 X42 Z-49 R6
N22 G01 Z-53
N23 X36 Z-65
N24 Z-73
N25 G02 X40 Z-75 R2
N26 G01 X44
N27 X46 Z-76
N28 Z-84
N29 G02 Z-113 R25
N30 G03 X52 Z-122 R15
N31 G01 Z-133
N32 G01 X54
N33 G00 G40 X100 Z80
N34 M05
N35 T0404
N36 M03 S200
N37 G00 X30 Z5
N38G82X19.3Z-20R-3E1C2P120F3
N39G82X18.9Z-20R-3E1C2P120F3
N40G82X18.7Z-20R-3E1C2P120F3
N41G82X18.7Z-20R-3E1C2P120F3
N43G82 X18.7Z-20 K0.65U0.1V0.1Q0.6P240F3
N43 G00 X100 Z80
N44 M30
数控车床的编程技巧
1 灵活设置参考点
BIEJING-FANUC Power Mate O数控车床共有二根轴,即主轴Z和刀具轴X。棒料中心为坐标系原点,各刀接近棒料时,坐标值减小,称之为进刀;反之,坐标值增大,称为退刀。当退到刀具开始时位置时,刀具停止,此位置称为参考点。参考点是编程中一个非常重要的概念,每执行完一次自动循环,刀具都必须返回到这个位置,准备下一次循环。因此,在执行程序前,必须调整刀具及主轴的实际位置与坐标数值保持一致。然而,参考点的实际位置并不是固定不变的,编程人员可以根据零件的直径、所用的刀具的种类、数量调整参考点的位置,缩短刀具的空行程。从而提高效率。
2 化零为整法
在低压电器中,存在大量的短销轴类零件,其长径比大约为2~3,直径多在3mm以下。由于零件几何尺寸较小,普通仪表车床难以装夹,无法保证质量。如果按照常规方法编程,在每一次循环中只加工一个零件,由于轴向尺寸较短,造成机床主轴滑块在床身导轨局部频繁往复,弹簧夹头夹紧机构动作频繁。长时间工作之后,便会造成机床导轨局部过度磨损,影响机床的加工精度,严重的甚至会造成机床报废。而弹簧夹头夹紧机构的频繁动作,则会导致控制电器的损坏。要解决以上问题,必须加大主轴送进长度和弹簧夹头夹紧机构的动作间隔,同时不能降低生产率。由此设想是否可以在一次加工循环中加工数个零件,则主轴送进长度为单件零件长度的数倍 ,甚至可达主轴最大运行距离,而弹簧夹头夹紧机构的动作时间间隔相应延长为原来的数倍。更重要的是,原来单件零件的辅助时间分摊在数个零件上,每个零件的辅助时间大为缩短,从而提高了生产效率。为了实现这一设想,我联想到电脑程序设计中主程序和子程序的概念,如果将涉及零件几何尺寸的命令字段放在一个子程序中,而将有关机床控制的命令字段及切断零件的命令字段放在主程序中,每加工一个零件时,由主程序通过调用子程序命令调用一次子程序,加工完成后,跳转回主程序。需要加工几个零件便调用几次子程序,十分有利于增减每次循环加工零件的数目。通过这种方式编制的加工程序也比较简洁明了,便于修改、维护。值得注意的是,由于子程序的各项参数在每次调用中都保持不变,而主轴的坐标时刻在变化,为与主程序相适应,在子程序中必须采用相对编程语句。
3 减少刀具空行程
在BIEJING-FANUC Power Mate O数控车床中,刀具的运动是依靠步进电动机来带动的,尽管在程序命令中有快速点定位命令G00,但与普通车床的进给方式相比,依然显得效率不高。因此,要想提高机床效率,必须提高刀具的运行效率。刀具的空行程是指刀具接近工件和切削完毕后退回参考点所运行的距离。只要减少刀具空行程,就可以提高刀具的运行效率。(对于点位控制的数控车床,只要求定位精度较高,定位过程可尽可能快,而刀具相对工件的运动路线是无关紧要的。)在机床调整方面,要将刀具的初始位置安排在尽可能靠近棒料的地方。在程序方面,要根据零件的结构,使用尽可能少的刀具加工零件使刀具在安装时彼此尽可能分散,在很接近棒料时彼此就不会发生干涉;另一方面,由于刀具实际的初始位置已经与原来发生了变化,必须在程序中对刀具的参考点位置进行修改,使之与实际情况相符,与此同时再配合快速点定位命令,就可以将刀具的空行程控制在最小范围内从而提高机床加工效率。
4 优化参数,平衡刀具负荷,减少刀具磨损
由于零件结构的千变万化,有可能导致刀具切削负荷的不平衡。而由于自身几何形状的差异导致不同刀具在刚度、强度方面存在较大差异,例如:正外圆刀与切断刀之间,正外圆刀与反外圆刀之间。如果在编程时不考虑这些差异。用强度、刚度弱的刀具承受较大的切削载荷,就会导致刀具的非正常磨损甚至损坏,而零件的加工质量达不到要求。因此编程时必须分析零件结构,用强度、刚度较高的刀具承受较大的切削载荷,用强度、刚度小的刀具承受较小的切削载荷,使不同的刀具都可以采用合理的切削用量,具有大体相近的寿命,减少磨刀及更换刀具的次数
第二节 数控铣床的实际操作
一、实训目的与要求
(1) 强化数控编程代码的理解。
(2) 掌握数控系统常用指令的编程技巧。
(3) 通过对零件的加工,了解数控铣床的工作原理。
(4) 了解典型零件的数控铣削加工工艺。
(5) 懂得产品零件的质量检验和控制。
(6) 学生自己动手编制零件程序,独立进行零件生产加工。
二、实训仪器与设备
(1) 配HK-21铣床数控系统的HK240数控铣床。
(2) 配seimens802s/c铣床数控系统的XK0824数铣床。
(3) PVC毛坯(100×100×15mm)。
(4) 游标卡尺(0-125)一把。
(5) Ф6HSS立铣刀一把,Ф6HSS钻头一把。
三、实训方法
(1) 工艺分析
1) 技术要求
通过调用循环指令进行加工,每次背吃刀深度为1.5mm(半径值)。
2) 加工工艺的确定。
① 装夹定位的确定:三抓卡盘夹紧定位,工件前端面距卡抓端面距离60mm。
② 刀具加工起点及工艺路线的确定。刀具加工起点位置的确定原则是,该处方便拆卸工件,不发生碰撞,空行程不长等。故将刀具置于Z向距工件前端面2mm,X向距轴心线36mm的位置。通过调用增量编辑的子程序,并使每次调用后的终点位置相对起点位置向X轴负向移动1.5mm,从而实现循环加工,使轮廓向轴线平一,最后满足工件尺寸。
③ 加工刀具的确定:外圆端面车刀(刀具主偏角93°,刀具为焊接式车刀YT15) 切断刀
④ 切削用量:主轴转速560r/rain,进给速度150mm/min。
(2) 数学计算
① 假设程序原点,建立工件坐标系(以工件后端面与轴线的焦点为程序原点)。
② 计算各交点相对位置的坐标值。
第三章 零件工艺分析及编程
第一节 工艺分析
一、工件装夹定位的确定
根据零件外型可以看出是直接装夹零件左端用通用夹具
二、加工起点及刀具路线
车外部轮廓---加工退刀槽---切断---调头---车端面
三、加工刀具
01号:车外圆(93°合金)、02号:3mm切断刀(合金)
四、切削用量的选择
① 车外圆及圆弧:转速粗车500 r/min,进给速度100mm/min
②切槽:转速500r/min,进给100mm/min
③切断:转速500r/min,进给100mm/min
第二节 数控车床程序的编制
实例
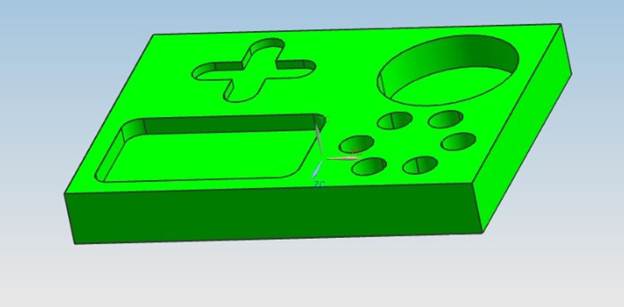
%O001
N1 T0101
N2 T7 F150 S2000 M13
N3 G0 X11 Y11 Z1
N4 G1 Z-2.5
N5 G1 X61
N6 G1 Y37
N7 G1 X11
N8 G1 Y11
N9 G0 Y19 Z1
N10 G1 Z-2.5
N11 G1 X57
N12 G1 Y33
N13 G1 X15
N14 G1 Y26
N15 G1 X50
N16 G0 X11 Y11 Z1
N17 G1 Z-5
N18 G1 X61
N19 G1 Y37
N20 G1 X11
N21 G1 Y11
N22 G0 Y19 Z1
N23 G1 Z-5
N24 G1 X57
N25 G1 Y33
N26 G1 X15
N27 G1 Y26
N28 G1 X52
N29 G0 Z1 M9
N30 G0 X110 Y65
N31 G1 Z-2.5
N32 G2 I-4
N33 G2 I-8
N34 G2 I-12
N35 G2 I-16
N36 G1 X110 Y65
N37 G1 Z-5
N38 G2 I-4
N39 G2 I-8
N40 G2 I-12
N41 G2 I-16
N42 G0 X110 Y65
N43 G1 Z-7.5
N44 G2 I-4
N45 G2 I-8
N46 G2 I-12
N47 G2 I-16
N48 G1 X110 Y65
N49 G1 Z-10
N50 G2 I-4
N51 G2 I-8
N52 G2 I-12
N53 G2 I-16
N54 G0 Z1 M9
N55 G0 X21 Y67
N56 G1 Z-2.5
N57 G1 X34
N58 G1 Y54
N59 G3 X36 R5
N60 G1 Y67
N61 G1 X49
N62 G3 Y69 R5
N63 G1 X36
N64 G1 Y82
N65 G3 X34 R5
N66 G1 Y69
N67 G1 X21
N68 G0 Z1
N69 G0 X22 Y55
N70 G1 Z-2
N71 G0 Z0
N72 G1 Z-4
N73 G0 Z0
N74 G1 Z-6
N75 G0 Z0
N76 G1 Z-8
N77 G0 Z1
N78 G0 X48
N79 G1 Z-2
N80 G0 Z0
N81 G1 Z-4
N82 G0 Z0
N83 G1 Z-6
N84 G0 Z0
N85 G1 Z-8
N86 G0 Z1 M9
N87 G0 X109 Y24 M13
N88 G1 Z-2.5
N89 G2 I1
N90 G1 Z-5
N91 G2 I1
N92 G0 Z1
N93 G1 X101.5 Y37
N94 G1 Z-2.5
N95 G2 I1
N96 G1 Z-5
N97 G2 I1
N98 G0 Z1
N99 G0 X86
N100 G1 Z-2.5
N101 G2 I1
N102 G1 Z-5
N103 G2 I1
N104 G0 Z1
N105 G0 X78.5 Y24
N106 G1 Z-2.5
N107 G2 I1
N108 G1 Z-5
N109 G2 I1
N110 G0 Z1
N111 G0 X86 Y11
N112 G1 Z-2.5
N113 G2 I1
N114 G1 Z-5
N115 G2 I1
N116 G0 Z1
N117 G0 X101.5 Y11
N118 G1 Z-2.5
N119 G2 I1
N120 G1 Z-5
N121 G2 I1
N122 G0 Z100 M9
N123 M30
实训心得:
近两个多月的实训,我真的体会很多,从一开始嫌累嫌脏又嫌繁琐,复杂到后来渐渐习惯,适应……真觉得我们很不容易,但是我们还是熬过来了,我们成功了,虽然成绩跟自己预想的还有一段距离但是算是不错了,起码每天都在进步,基本的操作学会了,其他的也了解了很多,这就足够了
实训是我们今后近工厂最好的考验和磨练,通过这次实训我深刻地体会到今后工作不是那么的容易,但是只要有信心,毅力,耐心,和一份持之以恒的决心,我们是能成功的。当然我还要感谢我们的组成员,感谢一路我的组员对我的帮助和支持。这次实习给了一次我将所学知识进行运用来解决实际问题的机会,在实习过程中,许多原来并不熟练的知识逐渐被清晰的理解,许多原来没有重视的方面也得到了巩固,更在发现及解决问题的过程中学习到了不少新东西。
虽然目前生产的仅仅是车铣床,加工的零件野是相当的简单的,但是我觉得凡是都要从简单的地方学起,成功没有一蹴而就的,只有满满的学习,相信今后的日子会更好很
七月份就是真正考验我们大学这两年我们学到什么的时候了,到时我坚信这次实训我学到的东西能运用到里面去。加油,一切会成功的!
陈慕然
20##-5-24