法兰检验规程
一、常规法兰检验规程
1、目的
为了加强锻制法兰的质量管理,将质量控制关口前移至出厂之前,
特制定本要求,作为锻制法兰除执行合同技术附件及合同规定的设计、制造、检验与试验 标准以外还应符合的要求,并作为出厂检验的依据。如技术附件、合同规定的设计、制造 与试验标准、本要求之间有冲突,则按要求较高者执行。
2、适用范围 本要求适用于适用于各种规格的锻制法兰。
3、原材料的采购及复检
3.1、所有用于制造锻制法兰的原材料采购管道必须为需方确定的供货商。
3.2、原材料购进后必须进行复检,合格后方可投入生产。复检项目不少于下述内容:
3.2.1原材料必须有质量合格证明书,质量合格证明书上必须按相应制造标准要求填写齐全,不得漏项。
3.2.2、质量合格证明书必须与原材料实物一一对应。
3.2.3、每批原材料(同规格、同材质、同炉号、同时到货)应抽不少于1 根进行化学成份 分析和机械性能检验。材质为合金钢或低温钢时,除抽不少于1 根进行化学成份分析和机 械性能检验外,余下部分逐根进行光谱分析。检验结果符合相应标准要求。
4、过程控制。
4.1、标记的移植。工件在各工序之间的转移(从下料开始)必须严格执行标记移植制度:即工件转入下一道工序前,本工序操作者必须将加工前的标记完整无误地移植到加工后的工件表面,标记内容至少包括材质、原材料炉号。对标记内容不清的工件下一道工序不应接受。
4.2、锻制法兰毛坯热处理操作后必须出具热处理报告,并随锻制法兰到货提供给买方。
各种材质的锻制法兰的热处理工艺必须不低于相应制造标准的要求,热处理后的法兰不许再进行冷加工。
5、检验与试验。锻制法兰出厂发货前应按相关规范、标准、技术
条件等完成所有检验与试验,检验与试验内容至少应包括但不限于下列条款。
5.1、法兰的成品几何尺寸、外观逐件检测。
5.2、硬度检验:所有锻制法兰逐件进行硬度检验,硬度应符合
JB4726~JB4728-2000 的标准要求。
5.3、对碳素钢、合金钢和不锈钢Ⅱ、Ⅲ、Ⅳ级锻件法兰的其它性能的检测,按
JB4726~JB4728-2000 标准中的规定进行检测。
5.4、为防止混料,对于合金钢、低温钢和不锈钢的锻制法兰,在出厂之前做
100%定量光谱分析。
6、产品质量证明文件
6.1、同品种、同规格、同材质、同材料炉号、同时到货为一批,按批为
单位出具质量证明文件。质量证明文件由以下内容组成:封面数据目录、装箱列表、质量合格证、原材料证明文件,热处理检测报告及曲线,无损检测报告,并按此顺序排列。
6.2、产品质量证明文件必须随货同行。
6.3、产品质量证明书中应不少于下列内容:
a.制造厂名和制造日期;
b.产品名称、规格、压力等级、材质、材料制造标准;
c.原材料的化学成份及机械性能;
d.原材料的炉号;
e.热处理炉号;
f.制造批号;
g.制造厂质量部门的公章;
h.质量检验员的签字及检验日期;
I.产品的检测结果。
7、防腐、标识、包装及运输
7.1、防腐。碳钢、合金钢锻制法兰的所有表面都应涂防锈油(漆)。
7.2、锻制法兰的标识。碳钢、合金钢、低温钢采用打钢印标注;不锈钢采用电解液标注。 标注内容至少包括:制造批号、热处理炉号、法兰规格(公称直径和压力)、密封面型式、材料牌号、锻件等级、制造标准、制造厂代号或商标。合同中明确为
SHA
类管道使用的法兰,应在产品上用红色油漆标明“SHA”字样(中文词条名:SHA
级管道,英文词条名:grade SHA piping管内为毒性程度为极度危害介质(苯除外)、毒性程度为高度危害的丙烯腈、光气、二硫化碳和氟化氢介质,或设计压力大于或等于10.0MPA介质的管道)。
7.3、产品的包装
7.3.1、法兰的密封面应用塑料专用保护套密封,以防止损伤密封面。
7.3.2、锻制法兰用木箱包装,包装箱内均应有产品的装箱单,装箱单内容按相关标准执行。
二、高压临氢、高温、抗硫化氢法兰检验规程
1 材料的检验
1.1用于制造法兰的材料必须要有质量证明书。
1.2锻件材料应符合JB4726-28-2000要求。
1.3锻造成型后的法兰材料应响应进行的热处理,表面应光滑,不得有锻造伤痕、裂纹的缺陷。 2 下料的检验
2.1检查工艺卡上的材料编号是否与实际相符。
2.2用板尺检查法兰内外径的毛坯尺寸。
2.3检查下料后,法兰的标记移植是否完成。
2.4拼接法兰的检验
2.4.1用目测检查拼接焊缝坡口处的外观质量,用焊缝角度尺检查焊接坡口的几何尺寸。用目测检查焊缝外观质量。
2.4.2用超声波检查焊缝内在质量,不得有夹渣、裂纹等缺陷,并符合相关标准规定。
2.4.3对法兰进行消除应力热处理,检查热处理温度和保温时间及冷却方式。
3尺寸检验
3.1检验用量具卡尺、直板尺、深度卡尺、卷尺。
3.2用卡尺、直板尺或卷尺测量下列尺寸:
内径、外径、厚度、密封面外径、法兰颈部、颈端部外径、螺栓孔中心圆直径,螺栓孔 3 间距、螺栓孔直径。
3.3将法兰放在平台上,用深度卡尺测量法兰的高度。
3.4法兰内径对螺栓孔中心点及密封面中心之偏心的检验。
a.将法兰放在平台上,用卡尺分别测量对应螺栓孔与法兰内壁的距离,其对应差值中的最大值即为偏心量。
b.将法兰放在平台上,用卡尺分别测量密封面的对应宽度,其对应差值中的最大值即为偏心量。 4外观质量的检验
4.1机加工表面不得有毛刺,有害的划痕和其它降低法兰强度和连接可靠性的缺陷。
4.2环槽密封面的二个侧面不得有机械加工引起的裂纹、划痕和撞伤等表面缺陷。
4.3法兰表面粗糙度采用同材质的标准样块进行比较。
三、低温法兰检验规程
1 材料的检验
1.1用于制造法兰的材料必须要有质量证明书。
1.2锻件材料应符合JB4726-28-2000要求。
1.3锻造成型后的法兰材料应响应进行的热处理,表面应光滑,不得有锻造伤痕、裂纹的缺陷。 2 下料的检验
2.1检查工艺卡上的材料编号是否与实际相符。
2.2用板尺检查法兰内外径的毛坯尺寸。
2.3检查下料后,法兰的标记移植是否完成。
2.4拼接法兰的检验
2.4.1用目测检查拼接焊缝坡口处的外观质量,用焊缝角度尺检查焊接坡口的几何尺寸。用目测检查焊缝外观质量。
2.4.2用超声波检查焊缝内在质量,不得有夹渣、裂纹等缺陷,并符合相关标准规定。
2.4.3对法兰进行消除应力热处理,检查热处理温度和保温时间及冷却方式。
3尺寸检验
3.1检验用量具卡尺、直板尺、深度卡尺、卷尺。
3.2用卡尺、直板尺或卷尺测量下列尺寸:
内径、外径、厚度、密封面外径、法兰颈部、颈端部外径、螺栓孔中心
4 圆直径,螺栓孔间距、螺栓孔直径。
3.3将法兰放在平台上,用深度卡尺测量法兰的高度。
3.4法兰内径对螺栓孔中心点及密封面中心之偏心的检验。
a.将法兰放在平台上,用卡尺分别测量对应螺栓孔与法兰内壁的距离,其对应差值中的最大值即
为偏心量。
b.将法兰放在平台上,用卡尺分别测量密封面的对应宽度,其对应差值中的最大值即为偏心量。 4外观质量的检验
4.1机加工表面不得有毛刺,有害的划痕和其它降低法兰强度和连接可靠性的缺陷。
4.2环槽密封面的二个侧面不得有机械加工引起的裂纹、划痕和撞伤等表面缺陷。
4.3法兰表面粗糙度采用同材质的标准样块进行比较。
第二篇:外部法兰尺寸检验样本
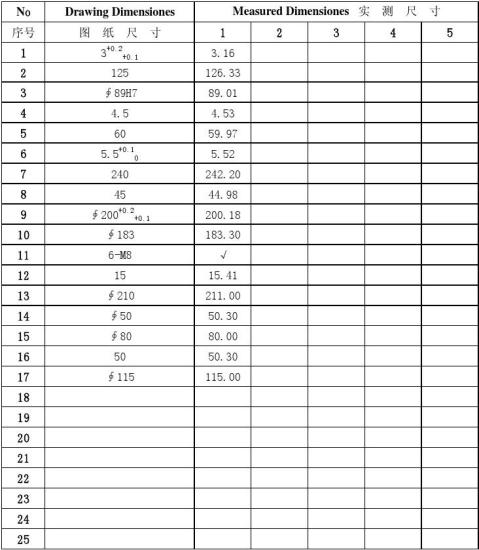
Dimension Report尺寸检测报告
Order No. 订单号:
Customer 客户:
Product Name 铸件名称: OUTER FLANGEDrawing No. 图号:
Rough Casting Unit Wt 毛坯重:Finished Parts Unit Wt 成品重: Date 日期:2006-8-9Inspector 检验员: