计算机机箱拆卸实验报告
1、计算机机箱拆卸实验设计课题简介
1.1、计算机的主要构成及作用简介
计算机机箱主要是由CPU,主板,硬盘,内存,光驱,软驱,声卡,显卡构成。这些构件相互作用,相互影响,共同决定着计算机机箱的性能。
CPU:即中央处理器。从美国的Inetl公司在1971年推出了世界上第一个4位微处理器4004后开始了基于Intel技术的CPU发展历程。经历了8008、i8086、i8087、8088及以后的80286、386、486、586和现在的Pentium 4系列。 CPU主要的性能指标有以下几点:
第一:主频,也就是CPU的时钟频率,简单地说也就是CPU的工作频率。一般说来,一个时钟周期完成的指令数是固定的,所以主频越高,CPU的速度也就越快了。倍频是指CPU外频与主频相差的倍数。用公式表示就是:
主频=外频×倍频 (一)
第二:内存总线速度或者叫系统总路线速度,一般等同于CPU的外频。由于内存速度的发展滞后于CPU的发展速度,为了缓解内存带来的瓶颈,所以出现了二级缓存,来协调两者之间的差异,而内存总线速度就是指CPU与二级(L2)高速缓存和内存之间的工作频率。
第三:工作电压。工作电压指的也就是CPU正常工作所需的电压。早期CPU(386、486)由于工艺落后,它们的工作电压一般为5V(奔腾等是3.5V/3.3V/2.8V等),随着CPU的制造工艺与主频的提高,CPU的工作电压有逐步下降的趋势。低电压能解决耗电过大和发热过高的问题。
主板: 是电脑中最大的一块电路板,是电脑系统中的核心部件,它的上面布满了各种插槽(可连接声卡/显卡/MODEM/等)、接口(可连接鼠标/键盘等)、电子元件,它们都有自己的职责,并把各种周边设备紧紧连接在一起。
大致说来,主板由以下几个部分组成:插槽、缓存、总线、接口、BIOS、CMOS和控制芯片。
BIOS(Basic-Input-&-Output-System基本输入/输出系统):是只读存储器基本输入输出系统。其实,它是一组固化到计算机内主板上一个ROM芯片上的程序,它保存着计算机最重要的基本输入输出的程序、系统设置信息、开机上电自检程序和系统启动自检程序。
CMOS:是电脑主板上的一块可读写的RAM芯片,用它来保护当前系统的硬件配置和用户对某些参数的设定。
芯片组(Chipset):是构成主板电路的核心。一定意义上讲,它决定了主板的级别和档次。它就是“南桥”和“北桥”的统称,就是把以前复杂的电路和元件最大限度地集成在几颗芯片内的芯片组。
北桥:就是主板上离CPU最近的一块芯片,负责与CPU的联系并控制内存、AGP、PCI数据在北桥内部传输。
南桥:主板上的一块芯片,主要负责I/O接口以及IDE设备的控制等。
I/O芯片:在486以上档次的主板,板上都有I/O控制电路。它负责提供串行、并行接口及软盘驱动器控制接口。
PCI总线(Peripheral Component Interconnect:外部设备互连):属于局部总线是由PCI集团推出的总线结构。它具有133MB/S的数据传输率及很强的带负载能力,可支持10台外设,同时兼容ISA、EISA总线。
AGP插槽(Accelerated-Graphics-Port:加速图形端口):它是为提高视频带宽而设计的总线结构。它将显示卡与主板的芯片组直接相连,进行点对点传输。只能和AGP显卡相连,故不具通用和扩展性。
USB(Universal Serial Bus通用串行总线):它不是一种新的总线标准,而是电脑系统接驳外围设备(如键盘、鼠标、打印机等)的输入/输出接口标准。它采用Daisy Chain方式进行连接。由两根数据线,一根5V电源线及一根地线组成。数据传输率为12MB/s。
并口:就是平常所说的打印口,其实它并不是只能接打印机和鼠标,它还可以接MODEM,扫描仪等设备。
串口:用于以前的扁口鼠标、MODEM以及其它串口通信设备,数据传输速率低。
COM端口:一块主板一般带有两个COM串行端口。通常用于连接鼠标及通讯设备(如连接外置式MODEM进行数据通讯)等。
PS/2口:是一种鼠标/键盘接口,一般说的圆口鼠标就接在PS/2口上。
ACPI电源接口:是Pentium以上主板特有的一种新功能。作用是在管理电脑内部各种部件时尽量做到节省能源。
内存:内存储器在电脑中起着举足轻重的作用,内存储器一般分为:随机存储器(RAM),只读存储器(ROM)和高速缓存(CACHE),其中RAM是最重要的存储器,我们通常所说的内存就是系统中的RAM,内存主要存放CPU需要处理和已经处理的数据,也就是说内存是衔接CPU同其它设备数据交换的桥梁。ROM和CACHE等也都属于内存一族。
硬盘:硬盘是整个电脑系统中存储数据的主要地方,如果硬盘的性能差,或多或少影响对文件的运行. 硬盘的速度是系统的瓶颈之一,它会拖慢整个系统的速度。影响硬盘速度的技术指标很多,如转速、磁头形式、数据传输率、寻道时间、缓冲区容量等。硬盘的转速(Rotationl Speed)硬盘的转速有3600rpm、4500rpm、5400rpm、7200rpm、甚至10000rpm。理论上,转速越快越好。因为较高的转速可缩短硬盘的平均寻道时间和实际读写时间。可是转速越快发热量越大,不利于散热。一般硬盘带有128kB、256kB或512kB的高速缓存,有的高档硬盘甚至达1MB、2MB,高速缓存的容量当以越大越好。
光驱:光驱是台式机里比较常见的一个配件。目前,光驱可分为CD-ROM驱动器、DVD光驱(DVD-ROM)、康宝(COMBO)和刻录机等。
CD-ROM光驱:又称为致密盘只读存储器,是一种只读的光存储介质。它是利用原本用于音频CD的CD-DA(Digital Audio)格式发展起来的。
DVD光驱:是一种可以读取DVD碟片的光驱,除了兼容DVD-ROM,DVD-VIDEO,DVD-R,CD-ROM等常见的格式外,对于CD-R/RW,CD-I,VIDEO-CD,CD-G等都要能很好的支持。
COMBO光驱:"康宝"光驱是人们对COMBO光驱的俗称。而COMBO光驱是一种集合了CD刻录、CD-ROM和DVD-ROM为一体的多功能光存储产品。
刻录光驱:包括了CD-R、CD-RW和DVD刻录机等,其中DVD刻录机又分DVD+R、DVD-R、DVD+RW、DVD-RW(W代表可反复擦写)和DVD-RAM。刻录机的外观和普通光驱差不多,只是其前置面板上通常都清楚地标识着写入、复写和读取三种速度。
软驱:世界上第一个5.25英寸的软驱,是1976年的时候由Shugart Associates公司为IBM的大型机研发的。1980年,索尼公司推出了3.5英寸的磁盘。到90年代初时到现在,3.5英寸、1.44MB的软盘一直用于PC的标准的数据传输方式。
计算机一般带有两个软驱,分别为5.25寸1.2M软驱和3.5寸1.44M软驱,而现在一般只配3.5寸1.44M软驱。普通软驱的特点是容量小,单位容量成本高;软盘容易出错,可靠性差;速度慢。
显卡:显示卡绝对是当今计算机系统中仅次于CPU,主机板的重要部件。而显存又是显示卡上仅次于显示芯片的关键组成
显存速度,是显存非常重要的性能指标。只要Xns的X越小,意味着显存的速度也就越快!
位宽,则是显存和芯片的数据线数目。一般做32位比较简单,但如果是64位或者128位,甚至更高。就意味着“路”越“宽”。那么速度也就会越快,“通行”效率自然大大提高。
声卡:是多媒体计算机中必不可少的一种接口部件。可支持11.025kHz、22.05kHz、44.1kHz三种采样频率,16位采样精度和选择单/双声道对模拟声音波形信号进行数字化采样,生成WAVE文件。 是实现声音数模转换的硬件电路。声卡的功能与性能直接影响到多媒体系统中的音频效果。 录制和编辑音频文件, 合成和播放音频文件,压缩和解压缩音频文件,具有与MIDI设备和CD-ROM驱动器的连接功能
1.2实验中机箱主要部件结构示意图:
图一 机箱主要部件结构示意图
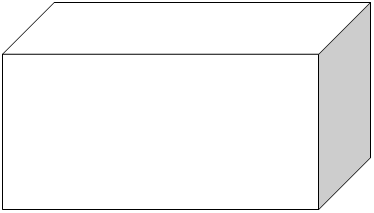
计算机主机箱


 风扇 光驱
风扇 光驱
 主板
主板


1.3动作分析的意义: 是在缜密分析工作中的各细微身体动作(Motions),删除其无效之动作,促进其有效之动作。
动作分析的目的: 简列动作分析之主要目的有二 :
(1)发现人员在动作方面之无效或浪费,简化操作方法,减少共疲劳,进而 ,订定标准操作方法 ;
(2)发现闲余时间,删除不必要的动作,进而预定动作时间标准。
1.4动作分析的方法
动作分析,因精确程度之不同,往往采用下列几种 方法:
(1)目视动作分析:(visualmotionstudy)即以目视观测方法而寻求改进。
(2)动素分析:细分动作之构成要素,得17种动素,将工作中所用之各动素逐项分析,谋求改进。一般用在较具重复性且周期较短的手操作之研究中。
(3)影片分析:(filmAnalysis)即以摄影机对各操作拍摄成影片,由影片放映 而加以分析。影片分析因其拍摄速度之不同,又可分为细微动作研究
(micro-motionstudy)及微速度动作研究(memo - motion study)两种。
2.动作分析研究方法概述:
2.1动作研究方法:
动素:1.Reach-RE)
定义:空手移动,或称[运空](Transport empty)。
起点:当手开始朝向目的物之瞬间。
终点:当手抵达目的物之瞬间。
特性: (1)当手朝向目的物或某一动素完成,手须伸回时发生[伸手]动素。 (2)[伸手]途中常有[预对]伴生。 (3)[伸手]常在[放手]之后,而在[握取]之前发生。
改善: (1)缩短距离。 距离之测量应实际路径为准,而非两端之直线距离。 (2)减少[伸手]时之方向意识(sence of orientation)。[伸手]依难易可分为下列数类:
A.伸手至一固定位置。 B.伸手至每次位置略有变动之目的物。 C.伸手至一堆中之目的物。 D.伸手至一甚小物手而须精确握取者。
2.移物(Move-M)
定义:手或身体之某一部位将物件由一地点移至另一地点。或称运实(Transport loaded)
起点:手有所负荷开始朝向目的地点之瞬间。
终点:有所负荷之手抵达目的地点之瞬间。
特性: (1)[移物]有空间之移动,推动,拉动,滑动,拖动,旋转移动等。
(2)[移物]途中突然停止即为[持住]。
(3)[移物]途中常有[预对]伴生。
(4)[移物]常在[握取}之后,而在[放手]或[对准]之前发生。
改善: (1)缩短移动距离。
(2)减少每次移动之重量 。
(3)分析移动之方法,检讨有无其他工具可代替。
(4)减少移物时之方向意识。[移物]依其困难程度可分类如下:
A.移物至固定停靠处。
B.移物至大概位置。
C.移物至精确位置。
D.移物至不定位置。
3.握取(Grasp-G)
定义:利用手指或手掌充分控制对象。
起点:当手指环绕一物体,欲控制该物体之瞬间。
终点:当物体已充分被控制之瞬间。
特性: (1)物体已被充分控制后之连续握取称为[持住]。 (2)以器具来握取时,应视为[应用]而非[握取];至于戴手套握取时,则为[握取]而非[应 用],因手套之目的在于保护手。 (3)广义解释,除手外,身体之某一部分(如足)用以控制物体时,皆可称为[握取]。 (4)[握取]常在[伸手]与[移物]之间发生。
改善: (1)减少握取之次数。 (2)尽量以[触取]代替[拾取]。 A.拾取:物体确实被捡上而取之于手,并须充分控制方能移动。 B.触取:只以手指按住物体,即可以将物体移行(或滑行)。 (3)检讨有无工具可代替。
4.对准(Position-P)
定义:将物体摆置于特定之方位。
起点:当操纵之手开始摆动,扭转或滑动物体至一定方位之瞬间。
终点:物体已被安置于正确方向之瞬间。
特性: (1)对准有下列之各处情形: A按照一定对之方向对准。 B.数种方向均可。 C.任何方向均可。 (2)[对准]常在[移物]之后。
改善: (1)尽量使用工具。 (2)检讨制品之容差(Tolerances)是否可以改变 。 5.装配(Assemble-A)
定义:两个物体配合在一起。
起点:两个物体开始接触之瞬间。
终点:两个物体完全会合之瞬间。
特性: (1)较简单之[装配]几乎与[对准]无甚区别时,应以[对准]视之。 (2)可能与其他动素复合发生。 (3)[装配]常在[对准]或[移物]之后,而在[放手]之前发生。
改善:尽量使用工具。
6.拆卸(Disassemble-DA)
定义:使物体脱离其他物体。
起点:当物体被控制(握取),而已于可拆除状态之瞬间。
终点:零件完全被拆除之瞬间。
特性: (1)[拆卸]视其难易有下列数种情形: A.松动 B.稍紧
C.紧合
(2)可能与其他动素复合发生。 (3)[卸拆]常在[握取]之后,而在[移物]或[放手]之前发生。
改善:尽量使用工具。
7.应用(Use-U)
定义:为操作之目的而使用工具或设备。
起点:开始控制工具进行工作之瞬间。
终点:工具使用完毕之瞬间。
特性: (1)可能与其他动素同时复合发生。
(2)当以手或手指代替工具使用时,亦以[应用]视之,如以手指割裂纸或以手指沾浆糊 涂擦于纸上等。
改善:检讨工具或设备是否可合并或改良。
8.放手(Release-RL)
定义:将所持之物放开。
起点:手指开始离开物体之瞬间。
终点:手指完全离开物体之瞬间。
特性: (1)为[握取] [持住]之相反动素,是所有动素中费时最少者。 (2)[放手]有下列诸形式。 A.拾取之手: B.触取之放手。
1.将物体放置后再松手。 2.在半空中让物体自由落下3.投放。 (3)广义解释,身体之某部位控制物体状态之解除,亦可以视为[放手]。
改善: 检讨[放手]之终点是否为一次动素开始之最佳位置。
9.寻找(Search -SH)
定义:眼睛或手摸索物体之位置。
起点:眼睛开始致力于寻找之瞬间。
终点:物体已被发现之瞬间。
特性: (1) 着重于心理活动之动素。 (2)复杂之操作须费力记忆及操作不稳定时,寻找费时最多。 (3) 物体愈小,寻找费时愈多。 改善: (1)零件,工具预放于固定位置,并限于正常作业领域之内。 (2)零件装于特殊设计之盒内 。 (3)训练工人熟悉工作方法,使运动方向自然而习惯。 10.选择(Select-ST)
定义:从两个以上相类似的物体中选取其一。
起点:[寻找]之终点即为[选择]之起点。(此瞬间即使运用细微动作研究亦难以决定)
终点:物体被选出。 特性: (1)一般在[伸手]与[握取]之间发生。 (2)常与[握取]复合发生。(3)物体愈小,选择愈费时。 改善: (1)与[寻找]动素之改善着眼点同改善:
(a)零件,工具预放于固定位置,并限于正常作业领域之内。 (b)零件装于特殊设计之盒内 。 (c)训练工人熟悉工作方法,使运动方向自然而习惯。 (2)统一零件规格,使彼此可相互代替。
11.检验(Inspect-I)
定义:检验物体是否合乎标准。
起点:开始检查试验物体之瞬间。
终点:质量之优劣(或是否可接受)被决定之瞬间。
特性: (1)检验之标准,通常有大小,数量,质量,性能,色泽等。 (2)检验时,常用视觉,听觉,触觉,嗅觉,味觉等官能。 (3)检验费时之长短,视标准质量之要求规格是否严格与检验人员心理反应之快慢 而定。
改善: (1)检讨质量要求之规格。 (2)减少检验次数 。
12.计划(Plan-PN)
定义: 操作进行中,为决定下一步骤所做的考虑。它是一种心理活动,表现在外则为犹豫之 时間耽搁。
起点:开始考虑之瞬间。
终点:决定行动之瞬间。
特性: (1) 在操作中,其[计划]甚难正确地观测出来。 (2) 常与其他动素复合发生。 改善: (1)训练工人。 (2)简化操作程序 。
13.预对(Preposition-PP)
定义: 将物体在对准之前,先摆置于预备对准之位置。
起点与终点:与[对准]之起终点同。
特性: (1) 甚少单独发生,几乎都与其他动素(常与[移物])复合发生。 (2) 其起终点甚难正确区分,所费时间亦难以测定。
改善: 与 [对准] 同
(1)尽量使用工具。 (2)检讨制品之容差(Tolerances)是否可以改变 。 14.预定(Hold-H)
定义:手指或手掌连续握取物体并保持静止状态。
起点:用手开始将对象定置于某一方位上之瞬间。
终点:当物体不必再定置于某一方位上,而开始次一动素之瞬间。
特性: (1) 连续之[握取]或[移物]中途突然停止,皆可视为[持住]。 (2) 广义解释,手以外身体之某部位亦可有[持住]发生 。 (3) 维护身体与对角之不平衡亦应视为[持住]。
改善:力求使用工具,设备等。
15.迟延(Unavoidable Delay-UD)
定义:在操作程序中,因无法控制之因素而发生不可避免之迟延,使工作中断。
起点:开始等候之瞬间。
终点:等候结束,继续恢复工作之瞬间。
特性: (1)通常因现行制造程序所需,等候机器工作或等候身体之其他部位(如另一只手)工作 而生。 (2)工人未熟练或怪癖而引起迟延。 改善: (1)因工人无法改善此类迟延,欲加改善只有变制造程序,改变生产计划。(2)调整工人工作量,利用人机程序图及操作人程序图分析工人之闲余,并善加利用。(3)训练工人,使其熟练。
16.故延(Avoidable Delay-AD)
定义:在操作程序中,因工人之事故(故意或疏忽)而使工作中断。
起点:对于制造程序无益之工作开始之瞬间。
终点:无益之工作停止之瞬间。
特性: (1)此种[故延]发生时,不必顾及更改整个制造程序。 (2)[故延通常由于工人之工作方法错误,不注意或怠慢所致。 改善:加强工人之督导。
17.休息(Rest-RT)
定义:工人因过度疲劳而停止工作。
起点:停止工作之瞬间。
终点:恢复工作之瞬间。 特性: (1)通常在操作周期与周期之间发生。 (2)休息时间之长短视工作之性质,工人工作之程度以及工人之体力而定。
改善: (1)检讨工人之工作域是否正常。 (2)使用较低级之动作(动作经济原则)。 (3)注意工作环境(温度,湿度,通风,音响,光线等)
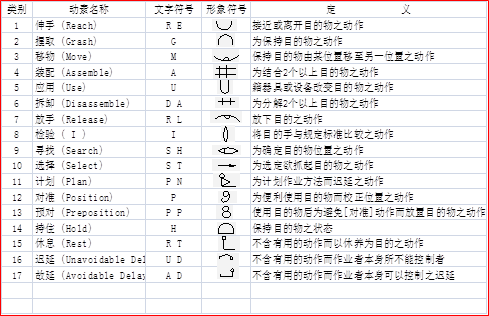 图二 动素表
图二 动素表
动素之检讨: 欲详加分类此十七种动素可细分为四类:
(1)实体性或生理性的(physical)
(2)心智性或半心智性(mental or semimental)
(3)目标性(objective)
(4)迟延(delay)。从理想而言,一项操作,应是实体性和目标性两种动素群之组合。
1.有效动素: (1)实体性或生理性动素: (a)伸手 (b)移物 (c)握取 (d)放手 (e)预对
(2)目标性动素:
(a)应用 (b)装配 (c)拆卸
2.无效动素: (1)心智或半心智性动素:
(a)寻找 (b)选择 (c)对准 (d)检验 (e)计划
(2)迟延性动素:
(a)迟延 (b)故延 (c)休息 (d)持住 关于[伸手]和[移物]: 1.这些动作可否删除?
2.距离是否最适当?
3.有否应用适当的媒介?如手,镊子及输送器等。 4.确的身体部位,如手指,前臂和上臂。
5.能否使用滑道或输送器?
6否用脚操作之装置来输送?
7工具于使用处之附近是否能够减少输送?
8较常使用之零件是否置于使用点附近?
9有否使用适当之托盘或箱子?操作是否经过正确地排列? 10动作和后一动作是否与此地动作互相关连?
11能否避免突然之转变方向?能否去除障碍物?
12对于物之移动是否使用身体最耐久之部位?
13有无可删除之身体移动?
14臂之移动能否同时,对称而依相反方向行之?
15能否以滑动代替拾取?
16眼球之移动是否与手之动作配合?
二.关于[握取]: 1.是否可以一次握住一件以上之对象?
2.能否以[触取]代替[拾取]?
3工具或零件能否预对,以便握取容易? .
4. 能否使用特殊的螺丝起子或其他工具?
5. 能否使用真空,磁铁,橡皮指尖等工具 ?
6. 物体是否由一只手移至另一只手?
7. 工具和夹具之设计是否使用零件移动之握取较为容易? 三.关于[对准]:
1.对准是否必要?
2.容差能否增大?
3.方形边能否避免?
4.能否使用导路,漏斗,衬圈,量规,止楔,托架,定位木箱,弹簧,冲子,壁笼,钥匙,螺丝上之排障器?
5.能否使用手臂扶架来稳定手,以减少对准之时间?
6.握取之对象是否易于对准?
7.能否应用脚操作之简夹?
四.关于[装配] [拆装] 与[应用]:
1.能否使用工具或夹具?
2.能否使用自动认仪器或机器?
3.装配能否交互进行?制造程序能否交互进行?
4.是否能够使用更有效率的工具?
5.能否使用止楔?
6.当机器在切削时,其他工作能否进行?
7.能否使用动力工具?
8.能否使用凸轮或空气操作之工具?
五.关于[放手]:
1.能否删除此动作?
2.能否使物体自由堕落?
3.能否于运动中放手?
4.是否需要小心地放开对象?能否避免如此?
5.能否使用排出器(Ejector)?
6.材料盒是否经过适当之设计?
7.在[放手]之末端,手或输送工具是否在最有利之位置,以便次一动作之进行?
8.能否使用输送器?
六.关于[选择]:
1.是否布置得当以减少寻找物体之浪费?
2.工具和材料是否能标准化?
3.零件和材料是否各予适当之标记?
4.排列是否良好,以便易于选择?例如用托盘预置零件,使用透明容器等。
5.一般零件之排列是否有互损性?
6.零件和材料是否混在一起?
7.亮度是否良好?
8.在前一操作里,是否可以同时把零件预对好?
9.能否利用颜色来使零件易于选择?
七.关于[检验]:
1.能否删除。
2.能否使用多重量规或试验器?
3.能否使用压力,振动,硬度或闪光试验器?
4.能否增加照明强度,或重新安排光源,以减少检验时间?
5.目视检验能否代替机器检验?
6.操作者使用眼镜是否有益?
八.关于[预对]:
1.物体能否于运送中预对?
2.能否使工具平衡,使其把柄处于直立位置?
3.[持住]之装置是否使工具把柄处于适当位置?
4.工具能否悬挂起来?
5.工具能否存放于工作之适当位置?
6.能否使用导路?
7.物体之设计能否使其各边相同?
8.能否使用加料管道?
9.能否使用堆筒装置?
10.能否使用旋转夹具?
九.关于[持住]:
1.能否使用夹钳,钩子,架子,夹具或其他机械装置?
2.能否应用粘性或摩擦?
3.能否用止楔以免[持住]?
4.如[持住]不能避免,能否提供手臂扶架?
1.动作经济的意义: 利用动作经济原则为改善之工具,其重點不在于改变整个制造程序的工作计划,工作说明书的内容,不良的机器,生产进度跟催或耽擱等问题,而是在于以上条件不改变之下使工人工作效率提高,并使工人本身确感身心舒适愉快。
2.动作经济原则的目的: (a)减少工人的疲劳 (b)缩短工人的操作时间 动作经济原则共二十二项并归纳为下列三大类
1.关于人体之运用:
(1)双手应同时开始并同时完成其动作。
(2)除规定时间外,双手不应同时空闲。
(3)双臂之动作应对称,方向并同时作业。
(4)手之动作应用最低等级而能得到满意结果者为妥。
(5)物体之动作量应尽可能利用之,但如需肌力制止时,则应将其减至最小度。
(6)连续之曲线运动,较含有方向突变之直线运动为佳。
(7)弹道式之运动,较受限制之运动轻快确定。
(8)动作应尽可能使用轻松自然之节奏,因节奏能使动作流利及自发。
2.关于操作场所布置:
(9)工具物料应放于固定处。
(10)工具物料及装置应布置于工作者之前面近处。
(11)零件物料之供给,应利用其重量堕至工作者手边。
(12)[堕送]方法应尽可能利用之。
(13)工具物料应依照最佳之工作顺序排列。
(14)应有适当之照明设备,使视觉满意舒适。
(15)工作台及椅之高度,应使工作者坐立适宜。
(16)工作椅式样及高度,应可使工作者保持良好的姿势。
3.关于工具设备:
(17)尽量解除手之工作,而以夹具或足踏工具代替之。
(18)可能时,应将两种工具合并为之。
(19)工具物料应尽可能预放在工作位置。
(20)手指分别工作时,其各个负荷按照其本能,予以分配。
(21)手柄之设计,应尽可能使与手之接触面积增大。
(22)机器上杠杆,十字杠及手轮之位置,应能使工作者极少变动其姿势,且能利用机 械之最大能力。
细研以上之二十二条原则,即可发现它们其实是下列四基本原则之延伸:
(1)两手同时使用。
(2)动作单元力求减少。
(3)动作距离力求缩短。
(4)舒适的工作。
图三 动作经济原则
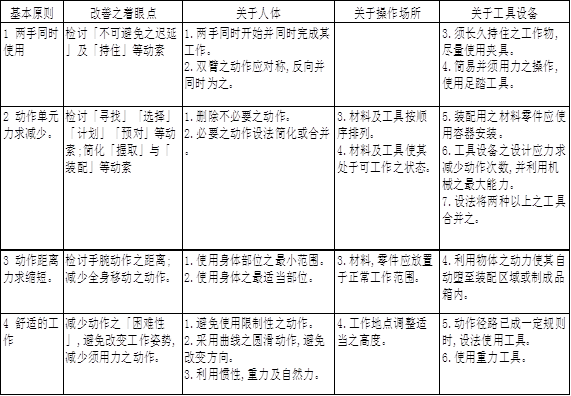
1.动作经济原则第一基本原则:两手同时使用之目的在于避免单手负荷过多,而另手来去空闲浪费。工作范围之设计以及零件之摆置影响左右手工作量之关系至多,通常右手负担较难之工作,而左手则操作简单。两手同时使用其程度上之难易须视各操作之性质而异,兹取若干常用之动素,依其左右手同时使用之困難程度编成下表,供参考: (两手同时使用时,如取对称,反向的路径,在感觉上较为自然而和谐,并能配合人体构造,而减轻疲劳)
图四 两手同时使用表

2.动作经济第二基本原则:动作单元力求减少 欲求动作单元之减少,当然首须删除不必要的动作,并设法将两种或两种以上之动素结合而得到同一目的;同理,两种以上之工具亦可设法合并。删除或省略某一动素应极为谨慎,务必拟删减少之动素对整个制造程序之贡献以及其所占地位均予适当之衡评。 其次,材料,零件以及工具应按操作之顺序排列于适当位置,而使其处于即可工作之状態,尤其是工具,切戒因寻找或抓取而花费时间及注意力。
装配用之材料与零件应利用容器安装,至于容器之设计应注意下列三点: (1)容器不可大于必要之尺寸,以免徒占空间。 (2)容器底部应有适当之倾斜,使零件恰可藉重力而堕至工作者手边。 (3)容器之开口处不可过小,致使零件往下堕时,因相互碰撞而塞阻。
3.动作经济第三基本原则:动作距离力求缩短 欲求缩短动作距离,首须考虑身体部位之最小使用范围。工作时,人体之动作可分为下列五级:
(1)手指动作
(2)手指及手腕动作
(3)手指、手腕及前臂动作 (a)肋处为移动之轴心 (b)肋处手臂旋转之转轴
(c) 扭转移动
(4)手指、手腕、手臂及上臂动作
(a)肩部为移动之轴心 (b)扭转移动
3.动作经济第三基本原则:动作距离力求缩短 (5)手指、手腕、前臂、上臂及身体之动作 (a)躯干动作-----臂部为移动之轴心 (b)躯干动作-----膝盖为移动之轴心 (c)腿部动作 1>前进或后退 2>旁移 (d)膝部动作 (e)足踝动作 (f)联合动作 显然的,级次愈高,所耗之时间体力均愈大,因此,务须尽量利用较低级之动作,以缩短动作距离。 其次应注意两手作业范围。装配之零件与工具应置于工作范围内,并力求接近装配区域。 缩短动作距离,亦可使用零件或制成品本身之重量,使其堕送装配区域或制成品箱内。
4.动作经济第四基本原则:舒适的工作 动作分析之首要目的在于减轻工人的疲劳,而疲劳有生理疲劳及精神疲勞。以上所提之三个基本动作经济原则,较偏重于强调生理疲勞之减轻或工作时间之缩短,而第四基本原则,则較偏重于精神疲劳之减轻。动作本身之[困难性]引起的踌躇心理最易引起工人精神疲劳。 欲求舒适的工作,就须避免此等动作之困难性或设法加以减少。例如:
(1)尽量使用日常生活已熟悉的动作,流利而自然。
(2)采用曲线之圆滑动作。
(3)利用惯性,重力以及自然力。
(4)工作地点应予适当之高度,而决定适当之高度,应考试下列因素 : (a)配合操作周期 (b)工人体型 (c)可见之距离 (d)用力所需之程度 (e)身体之平衡性。
动作改善,必须从排除下列工作开始:
(1)需要用力气的工作,亦即必须用手,脚或全身用力方能完成的工作,或向膝盖下方伸手及蹲下拿起物品的动作,因为这些工作会引起肌肉的疲劳。
(2)不自然的姿势,例如蹲在地上做事,或弯着腰工作等,这些不自然的姿势亦会引起肌肉的疲劳。
(3)需要注意力的工作,例如必须仔细对准的工作或必须谨慎挑选的工作等,因为这些工作会引起精神上的疲劳。
(4)厌恶的工作,例如噪音很大,空气污染,机器容易故障的工作。 以上四者均是改善的重点,只要稍加留意,就可发现许多工作可以大大改善。
工作改善的技巧不外乎剔除,合并,重排,简化四者,以下分别列出其改善重点:
1.剔除
(1)剔除所有可能的作业,步骤或动作(包括身体,足,手臂或眼)。
(2)剔除工作中的不规律性,使动作成为自发性,并使各种物品置放于固定地点。
(3)剔除以手作为持物工具的工作。
(4)剔除不方便或不正常的动作。
(5)剔除必须使用肌力才维持的姿势。
(6)剔除必须使用肌力的工作,而以动力工具取代之。
(7)剔除必须克服动量的工作。
(8)剔除危险的工作。
(9)剔除所有不必要的空闲时间。
2.合并
(1)把必须突然改变方向的各个小动作结合成一个连续的曲线动作。
(2)合并各种工具,使成为多用途。
(3)合并可能的作业。
(4)合并可能同时进行的动作。
3.重排
(1)使工作平均分配于两手,两手之同时动作最好呈对称性。
(2)组作业时,应把工作平均分配于各成员。
(3)把工作安排成清晰的直线顺序。
4.简化
(1)使用最低级次的肌内工作。
(2)减少视觉动作并降低必须注视的次数。
(3)保持在正常动作范围内工作。
(4)缩短动作距离。
(5)使手柄,操作杆,足踏板,按钮均在手足可及之处。
(6)在须要运用肌力时,应尽量利用工具或工作物的动量。
(7)使用最简单的动素组合来完成工作,
(8)减少每一动作的复杂性。
1.取消不必要动作
2.合理作业现场布置双手同时工作
3. 缩短动作距离
4.合理的工作顺序
2.2拆装机机箱工作台布局
图五 工作台布局俯视图
2.3研究动作记录
图六 改善前动作记录
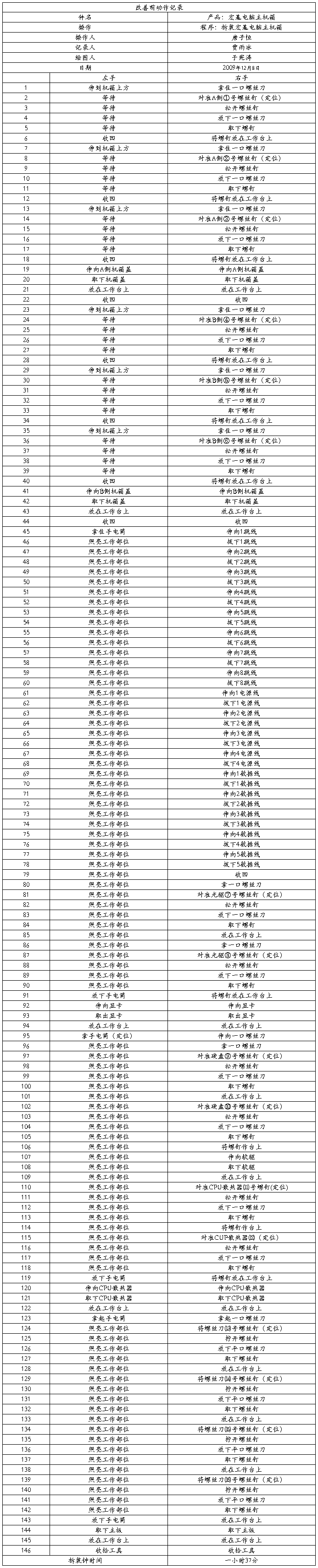
3.对操作过程的动作进行分析:
3.1操作中存在的问题
1.左手等待时间太多
2.拿手电筒太浪费时间
3.一口螺丝刀拧螺钉不方便
4.收拾工具浪费时间
5.去螺丝钉前的放螺丝刀动作不必要
3.2用IE理论对操作中问题的分析
1.左手在右手拆装螺丝钉的等待时间可以通过左手再加一个螺丝刀来解决,去螺丝钉的过程可以通过用磁性螺丝刀来解决。
2.拧螺丝钉时间太长,由于一口螺丝刀不适用于十字螺钉,所以浪费了时间,改善方法:将一口螺丝刀换为十字螺丝刀。
3.左手拿手电筒时间太长,可以在工作台上放一个台灯来解决。
4.工具可以在操作过程中放好。
5.可以将所有螺丝钉取下后,再取下各个组件。
4、改进方案
4.1改善后操作图
图七 改善后操作动作记录

4.2改善后方法评价
图八 改善前后对比

5、计算机机箱拆装总结
通过对电脑拆装程序的改进,通过对动作得详细记录,详细分析,系统的改进,运用了动作经济原则等IE技术手段,从而大大提高了工作效率。减少了人的疲劳程度,提出的问题得到了很好的解决。