CO2激光焊接成形实验报告
班级:机械93 姓名:韵勤柏 学号:2009010479 实验日期:20xx年11月8日
1. 实验目的
(1) 了解激光焊接热导焊和深熔焊两种焊接模式的原理,特别要掌握激光深熔焊的原理。
(2) 了解激光焊接工艺参数对焊缝成形的影响规律,利用实验方法获得焦点位置、激光功率和焊接速度等对激光焊接焊缝成形的影响规律。
(3) 测定焦点位置对激光焊接熔化效率的影响曲线。
2. 实验内容
(1) 学习并掌握激光深熔焊接的原理,主要包括小孔的形成、等离子体的产生和对焊接过程的影响,以及激光深熔焊接的焊缝成形特征。
(2) 利用2kW光纤激光器焊接低碳钢样品,焊后制备焊接横断面的金相试样,用光学显微镜观察并记录不同焊接工艺条件下焊缝成形的特点,测试焊缝熔深和焊缝宽度随焦点位置、激光功率和焊接速度的变化规律。
(3) 测量焊缝断面面积,得到焦点位置对激光焊接熔化效率的影响。
3. 实验原理
激光焊接是一种利用高能量密度的激光束进行材料连接成形的方法。激光束经聚焦后可达到极高的功率密度,比常规热源的功率密度至少要高出两个数量级,因此激光可以熔化甚至汽化任何材料,可进行局部区域的微细焊接;焊接过程输入的线能量小,因此热影响区和热变形均很小;焊接速度高,可大大提高生产效率;光束易于传输,容易实现焊接自动化。 激光焊接系统一般由激光器、光路传输和聚焦系统、工作台组成。常用的大功率激光器主要有两类,一种是以CO2气体作为工作物质的激光器,称CO2激光器,可以输出10.6μm波长的连续或脉冲激光;另一种是以掺钕钇铝石榴石晶体为工作物质的固体激光器,简称Nd:YAG或YAG激光器,可以输出1.06μm波长的连续或脉冲激光。
激光焊接可以两种模式进行,一种是基于小孔效应的激光深熔焊,另外是基于热传导方式的激光热导焊。激光深熔焊的原理如下:当功率密度高于5×105W/cm2的激光束照射在金属材料表面时,材料产生蒸发并形成小孔。深熔焊过程产生的金属蒸汽和保护气体,在激光作用下发生电离,从而在小孔内部和上方形成等离子体,这个充满金属蒸汽和等离子体的小孔就像一个黑体,入射激光进入小孔后经小孔壁的多次反射吸收后可达到90%以上的激光能量被小孔吸收,小孔周围的金属就是被小孔臂传递的能量所熔化。随着光束的移动,小孔前壁的液态金属材料被连续蒸发,小孔就以一种动态平衡的状态向前移动,包围小孔的熔融金属沿小孔周围向后流动,随后冷却并凝固形成焊缝。激光热导焊则是在功率密度低于5×105W/cm2下,基于热传导的焊接方法。由于通常情况下金属对激光的反射率较高,因此这种焊接方法获得的焊缝熔深很小。
在激光焊接中,激光功率、焊接速度和焦点位置是影响焊缝成形的主要参数,另外保护气体种类和流量也对焊缝成形产生重要影响。焦点位置是指光束焦点距工件表面的相对距离,定义焦点在工件表面以下为正(称入焦),反之为负(称离焦)。
焊缝成形参数主要包括熔深和焊缝宽度,激光焊接时,在同样的激光功率和焊接速度下,不同的焦点位置会影响聚焦光斑大小,从而影响作用在工件表面的激光功率密度,其结果会形成不同深度的小孔甚至不能形成小孔效应,产生不同熔深的焊缝。激光功率和焊接速度直
接影响了输入的线能量,会导致焊缝成形的变化。
4. 实验步骤
全体同学自行分为三组,分别通过改变焦点位置、激光功率和焊接速度研究各参数对焊缝成形的影响。具体实验步骤如下:
(1)准备低碳钢试样100mm×60mm×3mm若干块,表面用砂纸打磨去锈,并用丙酮清洗干净。在每块试样上划出焊接位置。
(2)焊前调节Ar气流量,轴向气体400L/h。
(3)将工件装卡好,启动数控机床并调整焊接喷嘴位置,完成机床编程。 (4)严格按照操作规程启动激光器。
(5)各组分别通过改变焦点位置、激光功率和焊接速度,进行激光焊接,得到不同的焊缝,每组分别改变参数5次,保证焊接过程从热导焊变化到深熔焊,总共15条焊缝。焊接过程中仔细观察不同状态下的焊接特点及等离子体的声光特征。
(6)焊后将试样取出,记录实验时间和所用激光器机时,关闭激光器和数控机床,并清扫工作台。
(7)将试样沿横断面剖开,并制备金相试样,利用显微镜测量焊缝宽度和深度。 (8)课后完成实验报告并回答思考题。
5. 实验数据与分析
实验得到的激光功率P、焦点位置f及焊接速度v对焊缝熔宽和熔深的影响数据如下表所示。
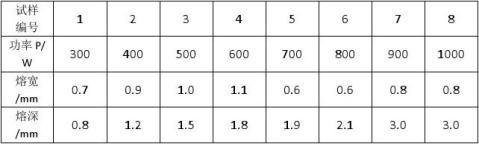
表格1激光功率P对焊缝成形的影响(f=0,v=1.5m/min)
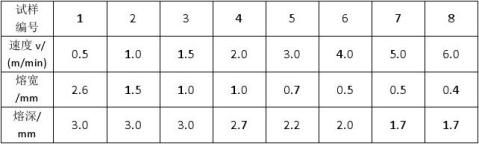
表格2焊接速度v对焊缝成形的影响(f=0,P=1000W)
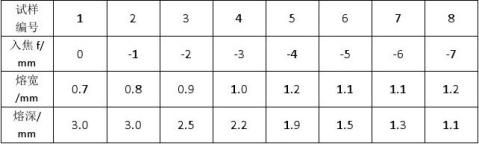
表格3焦点位置f
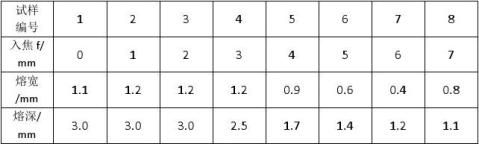
表格4焦点位置f
根据以上各表所列数据,可做出如下所示的焊缝熔宽和熔深随激光功率P、焊接速度v及焦点位置f的变化曲线。
焊缝熔深和熔宽/mm
激光功率/W
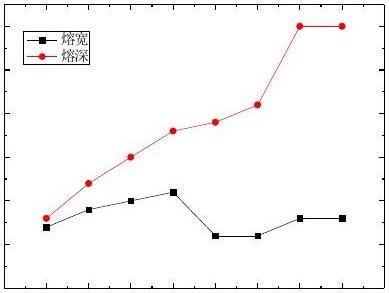
图1激光功率P对焊缝成形的影响
焊缝熔深和熔宽/mm焊接速度/(m/min)
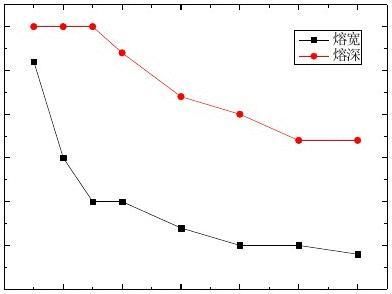
图2焊接速度v对焊缝成形的影响
焊缝熔深和熔宽/mm
焦点位置/mm
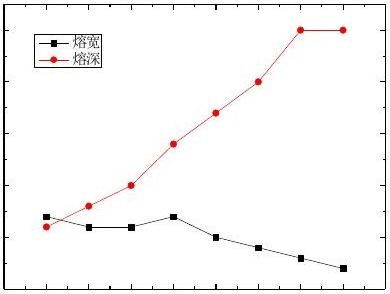
图3焦点位置f-对焊缝成形的影响
焊缝熔深和熔宽/mm焦点位置/mm
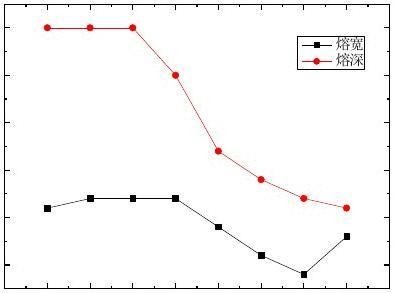
图4焦点位置f+对焊缝成形的影响
由于焦点位置不仅影响工件表面光斑直径的大小,而且影响光束的入射方向,因而对焊缝形状、熔深和横截面积有较大影响。一定的离焦量可以使光斑能量的分布相对均匀,同时也可以获得合适的功率密度。尽管正负离焦量相等时,相应平面上的功率密度相等,然而,两种情况下所得到的焊点形状却不相同。负离焦时,小孔内的功率密度比工件表面的高,蒸发更加强烈。因此,要增大熔深时,可以采用负离焦;而焊接薄材料时,则宜采用正离焦。在大多数激光焊接场合,通常将焦点位置设置在工件表面下大约所需熔深的1/4处。
激光功率主要影响熔深,当光斑直径保持不变时,熔深随入射光束功率的增加而变大。在其他条件相同时,高功率激光焊接获得的熔深大。在维持小孔效应的最低临界焊速下,可得到最大熔深。
分析焊接速度对焊缝成形的影响时,可借助线能量的概念。线能量是单位长度焊缝接受的激光能量。焊接速度大时,焊缝的线能量小,因而熔深下降;反之,可以获得较大的熔深。激光焊接时,要依据材料的热物理性质、接头形式和零件厚度等条件选择焊接速度,应能使材料吸收到足够的激光能量,实现充分的熔化,获得理想的熔深。
6. 思考题
(1) 激光焊接中的主要参数包括哪些,分别是如何影响焊缝成形的?
答:主要参数包括激光功率、焊接速度和焦点位置。激光功率增大时,熔深增大。焊接速度增大时,熔深及熔宽均下降。当焦点位于工件较深部位时,形成V形焊缝;当焦点在工件以上较高距离(正离焦量大)时,形成“钉头”状焊缝,且熔深减小;而当焦点位于工件表面以下1mm左右时,焊缝截面两侧接近平行。
(2)激光焊接的主要特点是什么,相对传统的焊接方法(如电弧焊),存在何种优势?激光焊又有哪些缺陷和不足?
答:与一般焊接方法相比,激光焊具有以下特点:
(a)聚焦后的激光具有很高的功率密度(105~107W/cm2或更高),焊接以深熔方式进行;由于激光加热范围小(<1mm),在同等功率和焊接厚度条件下,焊接速度高,热输入小,热影响区小,焊接应力和变形小。
(b)激光能发射、投射,能在空间传播相当距离而衰减很小,可以进行远距离或一些难以接近的部位的焊接;激光可通过光导纤维、棱镜等光学方法弯曲传输、偏转、聚焦,特别适合于微型零件及可达性很差部位的焊接。
(c)一台激光器可供多个工作台进行不同的工作,既可用于焊接,又可用于切割、合金化和热处理,一机多用。
(d)激光在大气中损耗不大,可以穿过玻璃等透明物体,适合于在玻璃制成的密封容器里焊接铍合金等剧毒材料。
(e)可以焊接一般焊接方法难以焊接的材料,如高熔点金属等,甚至可用于陶瓷、有机玻璃等非金属材料的焊接;焊后无需热处理,适合于某些对热输入敏感的材料的焊接。
(f)属于非接触焊接,接近焊区的距离比电弧焊的要求低,焊区材料的疲劳强度比电子束高。
目前影响大功率激光焊扩大应用的主要障碍是:激光特别是高功率连续激光器,价格昂贵;对焊件加工、组装、定位要求很高;激光器的电光转换及整体效率很低。
(3)请谈谈对本实验的认识、感想或建议。
答:本实验使我对激光焊接的原理、特点及应用产生了大致了解,也对激光焊接系统的组成产生了感性认识。实验过程进一步训练了我对金相显微镜的使用能力,并通过亲自测量、分析数据使我对激光功率、焊接速度、焦点位置等参数对焊缝成形的影响产生了认识。
第二篇:激光焊接实验报告
激光焊接实验报告
白生文 2011010462 机械13班
1.实验目的
1.了解激光焊接热导焊和深熔焊两种焊接模式的原理,特别要掌握激光深熔焊的原理。
2.了解激光焊接工艺参数对焊缝成形的影响规律,利用实验方法获得焦点位置、激光功率和焊接速度等对激光焊接焊缝成形的影响规律。
3.测定焦点位置对激光焊接熔化效率的影响曲线。
2.实验原理
激光焊接系统一般由激光器、光路传输、聚焦系统和工作台组成。常用的激光器有两种,一种是以 气体为工作物质的激光器,可以输出
气体为工作物质的激光器,可以输出 波长的连续或脉冲激光;另一种是以掺铷钇铝石榴石晶体为工作物质的固体激光器,简称YAG激光器,可以输出
波长的连续或脉冲激光;另一种是以掺铷钇铝石榴石晶体为工作物质的固体激光器,简称YAG激光器,可以输出 波长的连续或脉冲激光。
波长的连续或脉冲激光。
激光焊接有两种模式,一种是基于小孔效应的激光深熔焊,另外一种是基于热传导方式的激光热导焊。激光深熔焊的原理如下:当功率密度高于 的激光照射在金属材料表面时,材料产生蒸发并形成小孔。深熔焊过程产生的金属蒸汽和保护气体在激光作用下发生电离,从而在小孔内部和上方形成等离子体,这个充满金属蒸汽和等离子体的小孔就像一个黑体,入射激光进入小孔后经小孔壁的多次反射吸收后可达到90%以上的激光能量被小孔吸收,小孔周围的金属就是被小孔壁传递的能量所熔化。随着光束的移动,小孔前壁的液态金属被连续蒸发,小孔就以一种动态平衡的状态向前移动,包围小孔的熔融金属沿小孔周围向后流动,随后冷却并凝固形成焊缝。激光热导焊功率密度低于,由于金属对激光的反射率较高,这种焊接方法获得的焊缝熔深很小。
的激光照射在金属材料表面时,材料产生蒸发并形成小孔。深熔焊过程产生的金属蒸汽和保护气体在激光作用下发生电离,从而在小孔内部和上方形成等离子体,这个充满金属蒸汽和等离子体的小孔就像一个黑体,入射激光进入小孔后经小孔壁的多次反射吸收后可达到90%以上的激光能量被小孔吸收,小孔周围的金属就是被小孔壁传递的能量所熔化。随着光束的移动,小孔前壁的液态金属被连续蒸发,小孔就以一种动态平衡的状态向前移动,包围小孔的熔融金属沿小孔周围向后流动,随后冷却并凝固形成焊缝。激光热导焊功率密度低于,由于金属对激光的反射率较高,这种焊接方法获得的焊缝熔深很小。
在激光焊接中,激光功率、焊接速度和焦点位置是影响焊缝的主要参数。可以用控制变量法逐个研究各因素对激光焊接焊缝成形的影响。
3.实验内容
1.学习并掌握激光深熔焊的原理,主要包括小孔的形成、等离子体的产生和对焊接过程的影响,以及激光深熔焊接的焊缝成形特征。
2.利用固体激光器焊接低碳钢样品,焊后制备焊缝横断面的金相试样,用光学显微镜观察并记录不同焊接工艺条件下焊缝成形特点,测试焊缝熔深和焊缝宽度随焦点位置、激光功率和焊接速度的变化规律。
3.测量焊缝断面面积,得到焦点位置对激光焊接熔化效率的影响。
4.实验步骤及现象
4.1实验步骤
①准备低碳钢试样 若干块;
若干块;
②将工件装好,开启激光器,完成编程;
③分组通过改变焦点位置、激光功率和焊接速度进行焊接,每组改变参数4到5次,记录实验现象。
④取出试样并观察;
⑤将试样切割,制备金相试样并在显微镜下测量焊缝宽度和熔深(为节省时间,金相试样在实验前已制备)。
4.2实验现象
经观察发现,随着焊接速度变慢和激光功率增加,钢板被熔透程度增加,另外焦点位置越接近钢板表面,钢板越容易被熔透。
5.实验数据分析
实验数据如表1,表2,表3,表4所示,V为焊接速度,f为焦点位置,P为激光功率。
表1, ,
, 时不同激光功率下的熔深和熔宽
时不同激光功率下的熔深和熔宽

表2, ,时不同焊接速度下的熔深和熔宽
,时不同焊接速度下的熔深和熔宽

表3,, 时不同焦点位置下的熔深和熔宽
时不同焦点位置下的熔深和熔宽

表4,,时不同焦点位置下的熔深和熔宽

V=1.0m/min,f=0时熔深和熔宽随激光功率的变化如图1所示。
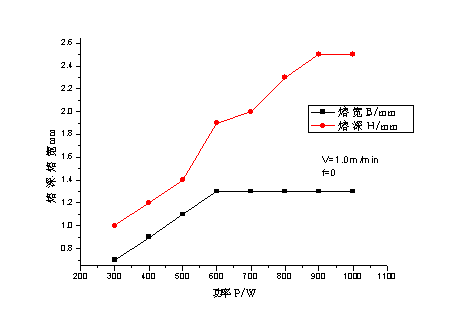
图1,熔深和熔宽随激光功率的变化曲线
P=1000W,f=0时熔深和熔宽随焊接速度的变化如图2所示。
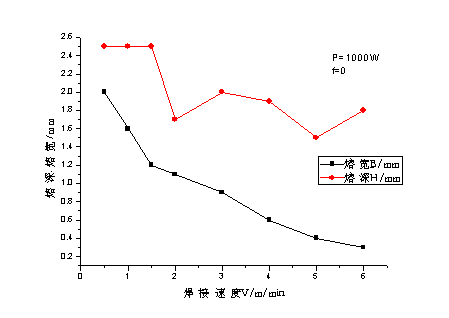
图2,熔深和熔宽随焊接速度的变化曲线
V=1.5m/min,P=1000W时熔深和熔宽随焦点位置的变化如图3所示。
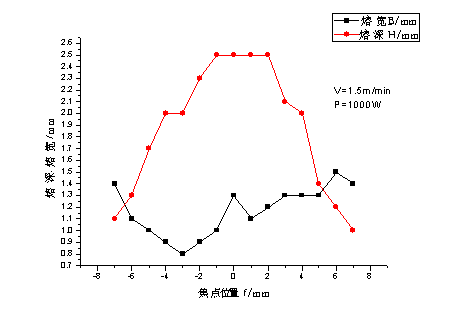
图3,熔深和熔宽随焦点位置的变化曲线
由图3可以看出焦点位置f在0到2mm时熔深最大,熔宽也较大,焊缝质量较好,因此最佳的焦点位置是0到2mm。
由图1可得随着激光功率增加,熔深和熔宽都增加。这是因为焊接速度和焦点位置不变时,随激光功率增加,熔池中单位时间内输入的热量增加,因而被熔化的金属也增加,表现为熔深和熔宽增加。同理,图2显示随焊接速度增加,熔深和熔宽减小。这是因为当激光功率和焦点位置不变时,随着焊接速度增加,整个焊接过程中输入的总热量减小,表现为熔深和熔宽减小。
6.思考题
1.激光焊接焊接中的主要参数包括哪些,分别是如何影响焊缝成形的?
答:影响激光焊接的主要参数有激光功率、焊接速度和焦点位置。激光功率越大,熔深和熔宽越大;焊接速度越慢,熔深和熔宽越大;焦点位置越靠近金属材料上表面,熔深和熔宽越大,但这也不是绝对的,有时候焦点位置在金属材料上表面往上一点时,也能够得到较好的焊缝。
2.激光焊接的主要特点是什么,相对传统焊接方法(如电弧焊),存在何种优势?激光焊接又存在哪些不足?
答:相对传统焊接方法,激光焊接主要有以下特点:激光焊接功率密度高,可以熔化甚至气化任何材料,可进行局部的细微焊接;焊接过程中输入的线能量小,因此热影响区和热热变形均很小;焊接速度高,可以大大提高生产效率;光束容易传导,易实现焊接自动化。另外激光焊接也存在以下不足:焊接厚度有局限,适合薄材焊接;对焊接物品对接拼合有要求,缝隙越小越好;对焊接材料也有一定局限性,不锈钢最好焊接,但是像铜材、铝材,反光率高的产品就不适合;产品部件过大也不适合,因为工作平台有限,汽车可以采用机械手焊接,但是投资很大。
3.如何测量或计算激光熔深焊的临界功率密度?
答:固定焊接速度和焦点位置,改变激光功率在试样表面进行扫描焊接,然后采用读数显微镜测量焊接深度,并绘制出焊接深度与激光功率的对应关系曲线,即可得出相应条件下激光深熔焊接的临界功率,然后对光斑内的功率密度分布进行诊断和分析,以确定激光深熔焊接的临界功率密度。高斯光束照射半无限体时材料蒸发的临界功率密度(光斑中心最高功率密度)可用下式计算:
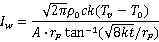
式中 分别是材料的密度、比热和热扩散率;
分别是材料的密度、比热和热扩散率; 为材料的蒸发温度和初始温度;A为材料表面对激光的吸收率;
为材料的蒸发温度和初始温度;A为材料表面对激光的吸收率; 为聚焦光斑半径;
为聚焦光斑半径; 为激光作用时间。
为激光作用时间。
4.请谈谈对本实验的认识、感想和建议。
答:之前专题训练做的就是激光熔覆,跟这个实验很类似。通过该实验对激光焊接有了更进一步的认识。对于该实验,我有以下几点建议:①在之前参观实验室或其他活动中,激光焊接展柜的内容已经参观过好几次了,所以老师可以略过这部分内容,提高实验效率。②该实验涉及到得金相制备的过程被省去了,在材料加工系列实验中也没有该内容的训练,老师可以增加这部分的相关实验,让学生学会制样。我在做专题训练的时候就学过制样,但很多同学都不会制样。