锌层厚度检验记录
工程名称: 委托单位
样品状态: 检测依据:热?镀?锌?标?准?G?B?T? ?1?3?9?1?2?-?2?0?0?2
检验员: 检验日期:
镀锌层附着性试验报告
检验员: 检验日期: 年 月 日
锌层均匀性试验记录
检验员: 检验时间: 年 月 日
第二篇:镀锌钢丝的锌层均匀性
第27卷 第3期 Vol127 No13金 属 制 品
SteelWireProducts20xx年6月
June2001

镀锌钢丝的锌层均匀性
李广龄
(宁波渔业钢丝绳厂 315209)
摘 要 锌层均匀性影响产品的抗蚀性能和使用寿命,应列入标准进行检测和考核。可用镀层均匀度η或镀层厚度平均值H和标准偏差S测评镀层的均匀性。。
关键词 镀锌钢丝 锌层厚度 均匀性
CoatLiGuangling
(NingboFishingWireRopeFactory 315209)
Abstract Thecoatuniformityaffectscorrosionresistanceandservicelifeofproducts,whichshouldbeplacedonthestandardtobeexaminedandtested.ThecoatuniformitycanbejudgedbyuniformityηoraveragethicknessHandstandarddeviationSofcoat.SomenecessarymeasuresshouldbeadoptedtoraiseuniformityofZn2coatinthecourseofgalvanizingbydipping.Keywords galvanizedsteelwire; Zn2coatthickness; uniformity
1 概述
镀锌层质量的好坏可用基体镀上锌的重量、镀
锌层与基体的结合力和镀层的均匀性来测评。锌层均匀性是镀锌层的一个重要质量指标,一般使用中腐蚀总是在锌层最薄处开始并向四周扩散,导致锈蚀、断丝以致影响使用寿命。对于镀层重量和结合力,各标准都有明确规定,而对均匀性却有所不一,在20世纪70年代,ISO标准和世界各国标准一般都规定用硫酸铜试验来检验。到80年代,除日本和前苏联外,ISO标准和世界各国标准已不再采用此方法了。我国虽在一些标准如GB/T15393—94“钢丝在6.8~7.5之间比较合理。6 结论
镀锌层”还以“双方协议可进行”的方式保留了此方
法,但大部分已不再采用。然而废弃了老的锌层均匀性检测方法却又没有建立起相应的新方法,加上对均匀性也无统一的定义和要求,使一些生产者对镀层的均匀性没有很好地监控和检测,以致影响了产品质量的进一步提高。笔者曾从用户中取得几个厂生产的镀锌钢丝绳,对其拆股钢丝用重量法进行上锌量测定,并用金相法检查其横截面的镀锌层均匀性(一个截面上测4个点,表1列出了4个测量值和由此算得的平均值),结果如表1所示。
综上所述,可以看出索道用托(压)索轮二轮心距L=

(6m-1/2)La=(6×2-1/2)La=11.5La,即
L=11.5La=1.92kd绳。
还是线接触,成品绳捻距系数在6.8~7.5之间
安排组织生产。经生产和试验表明,所确定的工艺流程和工艺参数完全满足索道要求,且产品实物质量达到了国内先进水平。用户使用后证实,托(压)索轮橡胶衬的磨损不仅明显减轻,而且更加均匀,完全可以取代进口绳,取得了良好的经济效益。
(收稿日期:2001-04-27)
直径D轮=LaN/π=(5.5~11.5)个股中心距,即:D轮=(0.92~1.92)kd绳。
由此可见,只要L、D绳、d绳确定之后,k可以在生产中在一定范围内随时调整。
鞍钢钢绳厂生产的索道用绳,无论是点接触
作者简介
赵博鸿 19xx年生,鞍钢集团钢绳厂厂长。孙晓军 19xx年10月生,鞍钢集团钢绳厂工程师。
? 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
第3期李广龄:镀锌钢丝的锌层均匀性表1 4个工厂拆股钢丝锌层检测结果
?37?
生产厂
ABCD
钢丝绳规格结构
6×19-12156×19-14 6×19-14 6×19-913
钢丝直径/
mm
锌层质量/
(g?m-2)
金相测厚/μm总厚度
1113(51012151715)23(824281715)1215(512151520)5(115)
合金层厚度
56观察情况
η/
%
018 019 019 016
70 164 89 83
不均匀不均匀不均匀45484060
。 注:A、C、D 从表1,AC钢丝横截面圆周上相当一部分已无纯锌层,锌层很不均匀。本文就这些情况作些分析和探讨以引起大家对镀锌层均匀性的关注和重视。2 硫酸铜试验
操作来消除。不考虑这些随机无规则的锌层堆积,
在确定工装、稳定工艺和同一操作规范的情况下,钢丝全长上各截面的锌层不会有太大的差异,因此可以选取一个与钢丝垂直且无锌层堆积的横截面进行镀层均匀性的测评。311 镀层均匀度
硫酸铜试验不再用来作为镀锌层均匀性检测方
法的原因主要有:硫酸铜试验只能测量出试样上镀锌层最薄的地方,但并不能给出最薄处镀层的厚度。
硫酸铜试验溶液对不同镀层成分和结构的浸蚀速率差异悬殊,对锌铁合金层的溶解速率比纯锌层慢很多。ASTMA239—73“用硫酸铜浸蚀液确定镀锌钢铁制品上锌层最小疵点的方法”指出“:常规的热浸镀锌层的溶解速率仅为纯锌的2/3,镀锌后加热的热浸镀层则为纯锌层的1/2。”而锌-铝合金镀层的浸蚀速率也比热浸镀锌快。因而硫酸铜试验仅适用于同一种镀层同一种工艺的比较,否则会得出错误的结论。
硫酸铜试验中试验溶液的浓度、温度和操作方法对最终结果有很大影响,这方面的情况在一些杂志上已有不少文章报导,本文不再重述。
综上所述,笔者认为就镀锌层均匀性而言,硫酸铜试验不可能得出具有客观价值的结果,但作为镀层缺陷如针孔、麻点等的判别来说仍是一个有效的方法。ASTMA239—73标准对此作了明确的说明。3 钢丝镀层的均匀性
笔者提出用两种方法来测评镀层的均匀度。
31111 方法1
把镀前和镀后钢丝的横截面都看作是一个圆,这样就可把镀层的均匀性与两个圆的同心度(或偏心度)联系起来。若用O圆代表镀前钢丝,其半径为R,O′圆代表镀后钢丝,其半径为R′,则有R′-RνR,不难看出存在如下几种情况(图1):
(1)O与O′同心,OO′=0,镀层均匀性最佳,如图1A所示。
(2)0<OO′<R′-R,若用Hmax和Hmin分别表示截面上最厚处和最薄处的镀层厚度,可证明2OO′=P′Q′-PQ=Hmax-Hmin,如图1B所示。
P′Q′=R′-Q′O′PQ=R′-R-O′OO′
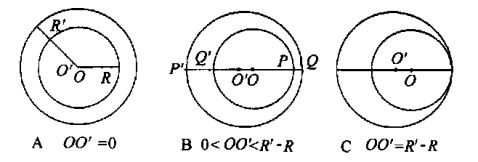
O=R-Q′O′由此可得:P′Q′-PQ=

R-Q′O′+O′O=2O′O。此时两圆心偏移,镀层不均匀。
(3)O与O′内切,OO′=R′-R,到了漏镀的临界情况。如图1C所示。
对镀锌钢丝而言,镀层均匀性的要求一是在横向(径向)截面上镀层均匀,二是在纵向(轴向)上钢丝各横截面的镀层相差无几。由于钢丝抖动、锌液面波动、镀锅中表面浮渣等原因造成的钢丝表面局部锌层堆积(俗称锌瘤),应努力通过改正工装、规范
图1 钢丝镀层均匀度的几种情况
? 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
?38?金 属 制 品第27

卷
(4)OO′>R′-R,两圆严重偏移,出现漏镀。
确认或调整。
4 提高钢丝镀锌层均匀性的措施
要建立起一个描述钢丝镀层均匀性的物理量,
这个量应与钢丝的直径d无关,而与其镀层厚度H有关,且应符合日常的理念。为此定义均匀度η:
η=1-OO′/H=1-(Hmax-Hmin)/2H式中H=M/ρ=R′-R,M为用重量法测得的钢丝上锌量ρ,为锌的密度,H可视为平均镀层厚度。测得H、Hmax、Hmin就可求得均匀度η。
当Hmax=Hmin时η=1,镀层均匀性最佳;当OO′>R′-R时,η为负值,出现漏镀。31112 方法2
造成钢丝热浸镀过程镀层不均匀的原因有:
(1)钢丝引出与锌液面不垂直,这样钢丝引出时带出的镀液未凝固时在其重力作用下就不能沿钢丝圆周均匀往下淌,造成凝固后镀层偏离钢丝几何中心;
2)、木炭与钢丝接;
(3)锌液面波动和钢丝抖动,锌液面浮渣沾在钢丝表面等;
(4)先镀后拉钢丝在镀后拉拔时由各种原因造成的刮锌和锌层不均匀变形。严重时甚至使局部纯锌层全部丧失(如表1的A和C)。
应采取的措施:改进设计、调整工装,保证由压轴和引出架的导线辊定位的钢丝与锌液面垂直,到压轴磨损时必须及时调整导线辊位置或转动压轴以保证钢丝与液面垂直。抹拭的木炭颗粒要均匀、拍实。加锌要远离引出处并慢慢推入,压轴到锌锅操作面的位置不能太近,生产线上最好有张力控制装置以防止锌液面波动。5 结语
点(最好能大于10),测量其镀层厚度,求出其平均值和标准偏差,以获得均匀度数据。在相同平均值的情况下,标准偏差越小镀层就越均匀。
方法1是对实际情况的理想化抽象,其测量简单易行,但没能很好地考虑热镀过程的一些随机因素;方法2是从统计学的角度对样本进行测量,虽在测量时要花较多时间,并要进行计算,但其结果能更精确地反映实际情况。312 镀层厚度的测量
可用金相法对镀层厚度进行定量测定。为了避免制样带来的误差应将钢丝镶嵌,如果能在镶嵌前附加镀层(如电镀镉)更好,具体可按GB6462—86“金属和氧化物覆盖层横断面厚度显微测量”方法进行。
金相法虽是一种可行的方法,但是一种破坏性试验,必须从卷取下来的钢丝取样,测量时间长。虽然在工艺试验和工装调整时作为调整依据是可以的,但作为常规检验是不理想的。当今对于板材、管材有涡流法、磁性法、射线法可精确快速测得镀层厚度,但对于圆钢丝却仍有一定困难。国外已可对直径大于118mm钢丝用Fischerscope?测量仪进行快速在线测量,测出钢丝在一个横截面上不同点的镀层厚度,以便及时进行工艺和工装调整。在没有这种在线检测手段时,应对每批钢丝随机取样进行镀层均匀性测量,并且在工装有所改变、工艺参数有所变更时再进行测量,以便
镀锌层的均匀性与镀锌层重量、镀层与基体结
合力一样是镀锌钢丝镀层质量的一个重要指标,影响其抗蚀性能和使用寿命,应列入各有关标准并进行检测。
可用金相法测镀层厚度求得均匀度η或镀层厚度平均值H和标准偏差S来评测镀层的均匀性。希望检测和研究单位尽快开发研制便携式钢丝测厚装置,解决在线检测问题,为及时进行工装和工艺调整提供科学依据。
(收稿日期:2000-12-07)
作者简介
李广龄 19xx年5月生,教授级高级工程师,宁波渔业钢丝绳厂总工程师。
? 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.