金属成型过程数值模拟
上 机 实 验 报 告
(指导教师:李胜祗老师)
姓名:金杰灵
学号:109024445
班级:型102
上机实验时间:6月13日
金属成型过程数值模拟
上 机 实 验 报 告
专业:材料成型与控制工程 班级:型102
姓名:金杰灵 学号:109024445
指导教师:李胜祗、沈晓辉、万锋、邓世峰、汪甜甜、吕丹丹、白丽杨等 实验名称:中厚板二辊粗轧第一道轧制过程数值模拟仿真
上机实验时间: 第一次 20##年6月11日8:00 ~11 :30
第二次 20##年6月13日14 :30 ~18 :00
第三次 20##年6月14日19 :00 ~ 22 :00
报告完成日期: 20## 年 6 月 15 日
上机实验地点:材料科学与工程学院计算机仿真实验室
金属塑性成型数值模拟系统:硬件配置 DELL 3.0G CPU/2.0G RAM
软件系统 MSC. Autoforge 3.1
一、实验原理
1.金属成型过程有限元分析的基本思想
基本原理是将求解未知场变量的连续介质体划分为有限单元,单元由节点连接,每个单元内用差值函数表示场变量,差值函数由节点的对应数值确定,单元之间的作用由节点传递,建立物理方程。将全部单元的差值函数集合成整体场变量的方程组,进行数值计算。
计算步骤
(1)连续介质的离散化
(2)选择差值函数
(3)进行单元分析
(4)集合成系统方程组
(5)求解方程组
(6)进行参数计算
2.MSC.Autoforge 功能简介
MSC.AutoForge是采用90年代最先进有限元网格和求解技术,快速模拟各种冷热锻造、挤压、轧制以及多步锻造等体成型过程的工艺制造专用软件。它综合了MSC.Marc/MENTAT通用分析软件求解器和前后处理器的精髓,以及全自动二维四边形网格和三维六面体网格自适应和重划分技术,实现对具有高度组合的非线性体成型过程的全自动数值模拟。其图形界面采用工艺工程师的常用术语,容易理解,便于运用。MSC.AutoForge提供了大量实用材料数据以供选用,用户也能够自行创建材料数据库备用。
MSC.AutoForge除了可完成全2D或全3D的成型分析外,还可自动将2D分析与3D分析无缝连接,大大提高对先2D后3D的多步加工过程的分析效率。利用MSC.AutoForge提供的结构分析功能,可对加工后的包含残余应力的工件进行进一步的结构分析,模拟加工产品在后续的运行过程中的性能,有助于改进产品加工工艺或其未来的运行环境。此外,作为体成型分析的专用软件,MSC.AutoForge为满足特殊用户的二次开发需求,提供了友好的用户开发环境。
MSC.Autoforge分析步骤
(1)前处理。
(2)分析。
(3)后处理。
二、实验条件和要求
1.上机题目
中厚板二辊粗轧第一道轧制过程数值模拟仿真
已知参数如下:
轧辊直径:840mm,辊身长度:2500mm,转速:80 rpm;
轧件入口厚度:180mm,宽度:1800mm,长度:1000mm;
轧制方式:纵轧,压下量:36mm( 20%),
20%),
轧件材质:C22
开轧温度:1250℃(温度均匀)。
2. 要求
用有限元法对轧制过程进行3-D弹塑性力学分析,并给出以下结果:
(1)最终轧制状态图
(2)分析轧件最大宽展量 (mm)并给出稳定轧制时的相对宽展量
(mm)并给出稳定轧制时的相对宽展量 ;
;
(3)评估稳定轧制时的单位压力p(MPa);
(4)打印轧制力随时间的变化图,并指出最大轧制压力Pmax(kN)。
三、实验过程
1、有限元分析模型的建立
用鼠标双击桌面AutoForge 3.1 SP1图标,进入分析系统的主菜单,然后选择三维力学分析。
用鼠标左键点击3-D ANALYSIS中按钮MECHANICAL即可。进行上述操作后即进入三维力学分析的主菜单。
在弹出的窗口中指定自己的工作目录。
1.1 模型的几何描述
首先要确定成型系统有几个接触体。根据题目的性质,变形具有对称性(上下左右均对称),可取轧件横截面的1/4进行分析。这样,本系统可简化为三个几何体,即轧件(1/4)、上轧辊和推头。
进入分析系统后,当前的整体坐标系为系统默认的坐标系。可在图形区中见到X、Y、Z的方向。选定轧制方向为Z方向,宽度方向为X方向,而铅垂方向为Y向。

(1) 轧辊的描述
轧辊是一个旋转体,即这类几何体要绕自身轴线旋转。在MARC(AutoForget)中规定:旋转轴一定是局部坐标系的 轴。因此要完成对轧辊的定义,首先要进行局部坐标系
轴。因此要完成对轧辊的定义,首先要进行局部坐标系 的定义。局部坐标系由三点确定,即按如下顺序依次输入三个点的整体坐标值:
的定义。局部坐标系由三点确定,即按如下顺序依次输入三个点的整体坐标值:
A. 局部坐标系原点在整体坐标系 中的坐标;
中的坐标;
B. 局部坐标 轴上一点在整体坐标系中的坐标;
轴上一点在整体坐标系中的坐标;
C. 局部坐标轴上一点在整体坐标系中的坐标。
一般情况下,可取 。于是对本问题有如下三点:
。于是对本问题有如下三点:
(0,492,0)、(0,493,0)和(-1,492,0)。
点击MESH GENERATION,进入网格生成菜单组,即可进行几何描述和网格划分。以下是轧辊几何描述的操作步骤:
MESH GENERATION
SET
ALIGN
0,492,0
0,493,0
-1,492,0
RETURN
RVS TYPE
LINE
RETURN
PTS ADD
point(420,-1250,0)
point(420,1250,0)
CURVES ADD
点击刚生成的两点,生成直线
REVOLVE
CURVES (选中刚生成的直线,再按鼠标右键即生成轧辊曲面)
SET
RESET (返回整体坐标系)
(2) 轧件的描述
如前所述,轧件的变形具有对称性,因而可以取轧件横截面的1/4进行分析,如图1(b)所示。
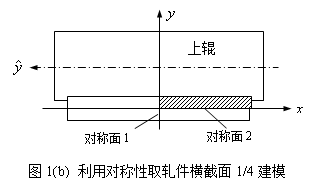
对工件生成有限元网格的方法有多种,本例采用转换(Convert)—扩展(Expand)法来生成。先在上轧辊正下方生成一个四边形(面),代表轧件的横截面(注意是轧件横截面的1/4,这里不妨取处在第一象限的1/4,如图2所示),然后将此Quad面转换为平面单元,再将这些平面单元向轧制的反方向(Z的负方向)扩展,生成三维实体单元,而这些实体单元就构成了轧件(坯料)。操作过程如下:
MESH GENERATIION
SURFS TYPE
QUAD
RETURN
SURFS ADD
point (0, 0, 0)
point (0, 90, 0)
point (900, 90, 0)
point (900, 0, 0)
CONVERT
DIVISIONS
3, 20 (欲划分的网格密度,宽度方向20、厚度方向3个单元)
SURFACS TO ELEMENTS
Surface (选中刚生成的四边形,右键,即生成20´3个Q4单元)
EXPAND
TRANSLATION
0, 0, -20 (向轧制反方向每次移动20mm)
REPETITIONS
50 (扩展50次使轧件长度达到1000mm)
ELEMENTS
ALL-EXIST
完成上述操作后,即生成了轧件(坯料),共3´20´50 = 3000个8节点六面体单元)。
去除生成轧件断面的Quad
SRFS
REM (鼠标选中要去除的面,右键)
点击SWEEP-NODES,以除去多余节点。
点击RENUMBER
ALL (进行节点编码优化。)
刚生成的轧件前端面处在变形区出口截面,必须进行 方向的移动操作,将轧件前端移至变形区入口截面(咬入点位置)。操作步骤如下:
方向的移动操作,将轧件前端移至变形区入口截面(咬入点位置)。操作步骤如下:
MESH GENERATION
MOVE
TRANSLATIONS
0, 0, -130
ELEMENTS
ALL-EXIST
MESH GENERATION
MOVE
TRANSLATIONS
0, 0, -1130
ELEMENTS
ALL-EXIST
(3) 推头的定义
推头的作用是帮助轧件咬入,仅此而已。一般通过在轧件后端面处设置一个按预定速度 向前移动的平面来完成。本例可紧贴轧件尾部定义一个平行于轧件后端面的四边形。要求该四边形的长和宽(由其四个点的
向前移动的平面来完成。本例可紧贴轧件尾部定义一个平行于轧件后端面的四边形。要求该四边形的长和宽(由其四个点的 坐标确定)比轧件的轮廓尺寸大,一般在正负方向各大一个单元尺寸即可,本例可大±10。
坐标确定)比轧件的轮廓尺寸大,一般在正负方向各大一个单元尺寸即可,本例可大±10。
SURFS ADD
point (-10, -10, -1125)
point (-10, 110, -1125)
point (910, 110, -1125)
point (910, -10, -1125)
做出推头后,本成型系统所有几何体的描述就完成了。
1.2 材料性质定义
前面对几何体进行了描述,也完成了轧件的离散化,生成了单元网格,但轧件是什么材质尚未定义。本例材料可从MARC材料库中选取,然后将材料性质施加到所有单元上。操作如下:
(Return 到 MECHANICAL 3-D PREPROCESSIING)
MATERIAL PROPERTIES
READ
C22 (相当于20#钢)
OK
ELEMENTS-ADD
ALL-EXIST
RETURN
1.3 初始条件定义
本例的初始条件仅为初始温度条件,并视轧件为均匀温度场,操作如下:
(Return 到 MECHANICAL 3-D PREPROCESSIING)
INITIAL CONDITIIONS
TEMPERATURE
ON
TEMPERATURE
1250
OK
RETURN
NODES-ADD
ALL-EXIST
RETURN
1.4 边界条件定义
由于我们要完成的是力学分析,而不是热力耦合分析,不必考虑传热问题,故本例的边界条件仅为轧件对称面上的位移边界条件。定义过程如下:
(Return 到 MECHANICAL 3-D PREPROCESSIING) BOUNDARY CONDITIONS
NEW
NAME
dis_x (在命令操作区键入x方向的位移边界条件名)
FIX DISPLACEMENT
X DISPLACE ON
OK
NODES-ADD
(框选对称面1上的所有节点,再按鼠标右键)
NEW
NAME
dis_y (在命令操作区键入y方向位移边界条件名)
FIX DISPLACEMENT
Y DISPLACE ON
OK
NODES-ADD
(框选对称面2上的所有节点,再按鼠标右键)
1.5 接触体的定义
本例有3个接触体。先定义轧件(变形体),后定义工具等其它接触体。
(Return 到 MECHANICAL 3-D PREPROCESSIING)
CONTACT
CONTACT DODIES
NEW
NAME
billet (第1个接触体)
WORKPIECE
OK
ELEMENTS-ADD
ALL-EXIST
NEW
NAME
roll (第2个接触体)
RIGID TOOL
(设定轧辊相关参数)
FRICTION COEFFICIENT
0.7 (摩擦因子)
REFERENCE POINT
0, 492, 0 (旋转参考点坐标)
ADITIONAL PROPERTY
ROTATION(RAD/TIME)
8.3776 (由80rpm换算成rad/s)
ROTATION AXIS
-1, 0, 0 (旋转轴方向余弦)
OK
SURFACES
ADD (选中表示轧辊的圆柱面,右键,即指定轧辊)
NEW
NAME
push (第3个接触体)
RIGID TOOL
(设推板相关参数)
ADITIONAL PROPERTY
Z-velocity
1500 (此速度按轧件速度估计,一般取轧速的50~70%)
OK
SURFACES
ADD (选中表示推板的平面,右键,即指定推板)
RETURN
1.6 接触表定义
接触表定义所有接触体的相互接触关系,步骤如下:
(RETURN 到 CONTACT菜单)
CONTACT TABLE
NEW
CONTACT TABLE PROPERTY
TOUCH ALL
(让轧辊和推头都与轧件接触)
OK
RETURN
至此,有限元分析模型已经建立。
2、求解分析
2.1 定义载荷工况
(Return 到 MECHANICAL 3-D ANALYSI)
LOADCASE
QUASI-STATIC
CONTACT TABLE
ctable1 OK
CONVERGENCE TESTING
relative
displacement OK
TOTAL LOADCASE TIME
0.432
#STEPS
600
FIXED TIME STEPS
OK
2.2 定义作业参数
(Return 到 MECHANICAL 3-D ANALYSI)
JOBS
JOB PROPERTIES
lcase1
INITIAL LOADS OK (边界条件和初始条件都选上)
CONTACT CONTROL
DISTANCE TOLERANCE 0.25
SHEAR
RELATIVE SLIDE VELOCITY 5
SEPERATION FORCE 0.1
CONTACT TABLE ctable 1
OK
JOB RESULTS
FREQUENCY
5
srtess
strain
pl_strain
tepl_strain (Total equivalent plastic strain)
von_mises (Equivalent Von Misis stress)
mean_normal (Mean normal stress)
OK
OK
2.3 求解运行及过程监控
MAIN
JOBS
RUN
SUBMIT 1
MONITOR
当完成Loadcase中规定的Total time或Steps后,则分析求解完毕,系统将退出。正常的退出代码为3004。若分析中途退出,则为其他代码。
3、后处理
打开结果文件(可以直接打开与模型文件同名的结果文件,文件扩展名为.t16,也可用鼠标左键单击open default,打开缺损结果文件),根据所分析问题的要求,确定绘图类型,即选择“路径绘图”还是“历史绘图”。
3.1 参数分析
(1)轧制压力随增量步的变化
显然这是历史绘图,过程如下
RESULTS
HISTORY PLOT
COLLECT GLOBLE DATA
NODES/VARIABLES
ADD GLOBLE CRV
INCREMENT (作为横坐标)
FORCE Y ROLL (作为纵坐标,在图形区中已生成轧制压力
变化图,力单位为N。需要注意的是,图上显示的压力值只是实际轧制压力的1/2)
(2)轧件宽展分析
只要得出轧件边部节点的横向(x方向)位移,便得到轧件的绝对宽展。显然这是路径绘图,过程如下
RESULTS
(SCAN到最后一步)
PLOT (位于静态菜单栏)
选中NODE
REDRAW (在图像窗口中显示节点,再将图形拖至合适的视角,清楚地显示轧件边部节点,以便于PATH PLOT节点的选择。)
PATH PLOT
NODE PATH (在图形界面中选择路径的头尾两个节点)
first node of the path
second node of the path OK(按右键确认)
VARIABLES
ADD CURVE
Arc Length (作为横坐标)
Displacement X (作为纵坐标,在图形区中已生成轧件边部横向位移图,单位为mm)
横向位移量即为绝对宽展量。通过绝对宽展量不难求出相对宽展量(DB/B)。
(3)轧件与轧辊接触应力分析
接触应力即为接触面上的 。稳定轧制,在变形区接触面上选择一条横向(宽度方向)节点路径,分析应力沿该路径的变化,过程如下
。稳定轧制,在变形区接触面上选择一条横向(宽度方向)节点路径,分析应力沿该路径的变化,过程如下
RESULTS
PATH PLOT
NODE PATH
first node of the path (位于横向对称面上)
second node of the path (位于轧件边缘)
OK(按右键确认)
VARIABLES
ADD CURVE
Arc Length
Comp 22 of Stress (在图形区中已生成 sy沿轧件横向分布图,单位为MPa)
(保存图像见2.5.2)
3.2 图像文件的生成
无论是历史绘图还是路径绘图,按上述步骤在图形区中生成的图像并不能直接打印输出,一般要先存为各种不同格式的图形文件,然后通过输出设备打印出来或插入到其它格式的文件中。
生成图形文件的步骤如下:
UTILS (静态菜单区中)
SNAPSHORT
PREDEFIND COLORMAPS 8 (图形背景反白)
JPEG 1 (拟将图形存为JPEG格式的图像文件)
SELECTION区域键入T1(文件名),回车, OK(已在当前目录下将图形存为T1.jpg)
生成的图形可在PHOTOSHOP下编辑。
3.3 数据文件的生成
生成图形的数据可以copy出来,生成file.dat或file.txt,然后到Origin下进行处理,生成所需要的图形。
四、实验结果及分析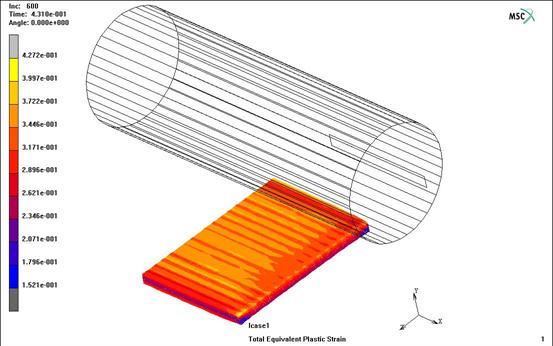
图(2) 轧制变形状态图
1、轧制力随增量步的变化及分析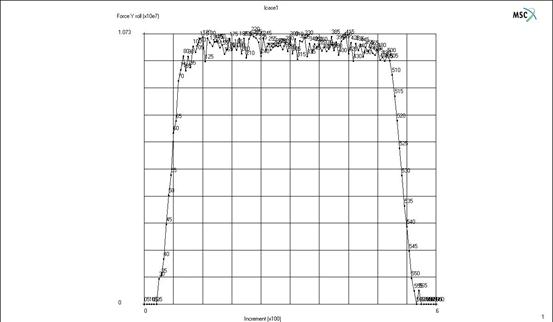
图(3) 轧制力随增量步的变化
(1)开始要入阶段,轧制力随咬入的进行逐渐增大,原因:随轧件的咬入变形区长度不断增加金属流动阻力增加,轧制力增加。
(2)进入稳定轧制阶段,轧制力几乎不变.原因:变形区面积不再变化。变形区长度
L= =
= =122.96mm
=122.96mm
由图可以看出:一半轧辊所承受的力约为10000KN,轧制力约为20000KN
最大轧制力为
Pmax=2*1.073*(10e7)=21460KN
平均单位轧制压力:
p=P/(L*B)=21460KN/(122.96mm*1800mm)=96.96MPa
(3)轧件抛出尖端,轧制力逐渐减小。原因:轧件抛出阶段,摩擦力影响逐渐减小,由于张力的作用,使轧制力逐渐减小。
2、轧件宽展沿纵向的变化及分析(指出绝对宽展和相对宽展)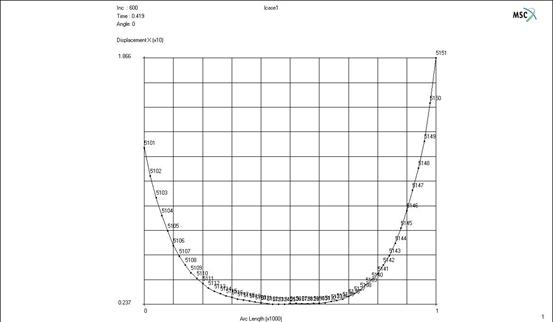
图(4) 轧件宽展沿纵向的变化
分析:如图所示,轧件沿纵向宽展 先减小后增加。刚开始要入阶段,摩擦力大,纵向阻力大,纵横阻力比大,金属横向流动容易,宽展大,随着咬入阶段结束,摩擦力减小。纵横阻力比减小,金属横向流动受阻,宽展逐步减小;随着轧制的继续进行,变形区长度逐渐增加,纵向阻力增加,金属横向流动容易,宽展增加。
先减小后增加。刚开始要入阶段,摩擦力大,纵向阻力大,纵横阻力比大,金属横向流动容易,宽展大,随着咬入阶段结束,摩擦力减小。纵横阻力比减小,金属横向流动受阻,宽展逐步减小;随着轧制的继续进行,变形区长度逐渐增加,纵向阻力增加,金属横向流动容易,宽展增加。
由图,
(1)轧件轧制结束阶段宽展最大
绝对宽展 =2*1.629*10=32.58mm
相对宽展  =32.58/1800*100%=1.81%
=32.58/1800*100%=1.81%
(2)轧件稳定轧制阶段的平均宽展约为2.37*2=4.74mm
绝对宽展 =4.74mm
相对宽展 =4.74mm/1800*100%=0.26%
3、单位压力沿轧件横向分布情况
图(5) 稳定状态下单位压力沿轧件横向分布
分析:轧制过程中由于轧辊的弹性变形,轧辊边部的变形较中部的大,所以轧辊边部的压下大,则轧辊作用在轧件边部的轧制力就较大,中部的轧制压力相对较小。