第二篇:《机械制造工艺学》课程教学大纲
《机械制造工艺学》课程教学大纲
第一部分 大纲说明
一、本课程的性质和任务
本课程是机械设计制造及其自动化专业的一门专业课程。通过对本课程学习,使学生掌握机械制造工艺、装配工艺的基本原理和提高工业产品性能价格比的基本方法,掌握机械加工中解决质量问题的途径。
课程主要内容:介绍加工精度、加工误差、误差来源等基本概念;工艺系统的制造误差,受力变形,热变形分析及对策;表面质量含义、表面质量的影响因素及控制;装配工艺及装配尺寸链的基本概念;夹具设计的基本原理等。
二、本课程与其它课程的关系
本课程的先修课程为:机械制图、金属工艺学、金工实习、工程材料与金属热处理,互换性原理与技术测量、机械设计、金属切削原理与机床设计。
三、本课程所用教材
本课程所用教材为(普通高等教育机电类规划教材)《机械制造工艺学》,由清华大学王先逵主编,机械工业出版社出版。
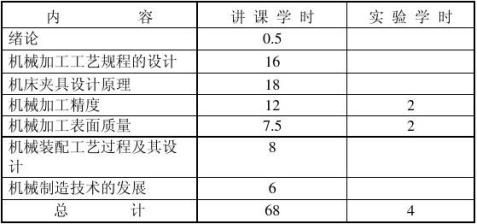
四、学分和学时分配
第二部分 基本教学内容和教学要求
基本教学内容
绪 论
机械制造工程学科的发展;课程的研究对象与任务;课程的主要内容、特点、学习方法及应达到的基本要求。
第一章 机械加工工艺规程的设计
基本概念;工件加工时的定位基准;工艺路线的制定;加工余量、工序间尺寸及公差的确定;工艺尺寸链;时间定额和提高生产率的途径;工艺方案的比较与经济技术分析;成组技术;计算机辅助工艺工程的设计。
第二章 机床夹具设计原理
机床夹具概述;共建在家具上的定位;共建在夹具中的夹紧;各类机床夹具;成组夹具、组合夹具和随行夹具;机床夹具设计步骤和方法;计算机辅助夹具设计。
第三章 机械加工精度
概述;工艺系统的几何精度对加工精度的影响;工艺系统的受力变形对加工精度的影响;工艺系统的热变形对加工精度的影响;加工误差的精度分析;保证和提高加工精度的途径;加工误差综合分析实例;
第四章 机械加工表面质量
机械加工表面质量及对使用性能的影响;影响加工表面粗糙度的工艺因素及其改善措施;影响表层金属力学物理性能的工艺因素及其改善措施;机械加工工艺过程中的振动。
第五章 机械装配工艺过程及其设计
概述;装配工艺规程的制定;机器结构的装配工艺性;装配尺寸链;保证装配精度的装配方法;机器装配的自动化。
第六章 机械制造技术的发展
现代制造技术的发展;机械制造系统自动化与计算机辅助制造;精密加工和超精密加工技术;特种加工技术。
基本教学要求
一、课程的基本要求
1、掌握下列基本原理和理论:
① 零件机械加工工艺规程设计原理;
② 一般机床专用夹具设计原理;
③ 工艺尺寸链和装配尺寸链正、反问题计算理论;
④ 应用机械加工精度理论和表面加工质量理论,会初步分析机械加工中出现的质量问题。
2、掌握下列基本知识
毛坯选择;工序设计;生产类型及其对工艺过程的影响;典型表面加工方法及其经济精度和粗糙度;零件结构工艺性分析;查表确定加工余量和工序时间定额;提高加工精度降低表面粗糙度、提高生产率的一般措施。
3、一般掌握其它章节的内容。
二、本课程的重点和深广度
1、本课程的重点为:
① 零件机械加工工艺规程设计部分;
② 机床专用夹具设计原理;
③ 保证和提高机械加工精度、表面质量的工艺措施;
④ 工艺和装配尺寸链原理。
2、深广度要求:
①工艺规程设计部分,要求深入分析基准选择的原则,加工方法选择的原则,正确划分工序和确定工序尺寸。要求能借助手册会确定工序余量,选择机床、刀具和量具。
②要求学生熟练掌握六点定位原理,根据工序要求能正确限制工件的自由度。正确掌握定位误差的的计算方法。定位元件、夹紧机构设计和典型夹具可制作一般性介绍,并通过生产实习进一步了解。
③较深入地讲解原始误差(机床制造误差、工艺系统刚度、工艺系统热变形)对加工精度的影响。加工精度的统计分析法,要求会借助正态分布理论计算工艺能力、废品率,并能分析产生废品的原因。还要能够定性地分析各主要工艺参数对加工表面质量的影响。再生自激振动和主振模态耦合自振原理。
④要求学生熟练掌握极值法解工艺尺寸链的原理和方法。概率法解尺寸链的方法可只作一般要求。在装配工艺部分,着重介绍用完全互换法,分组选配法和修配法保证装配精度的原理及其尺寸链的解法。
第三部分 《机械制造工艺学》课程设计要求
(时间:3周)
一、制定机械加工工艺规程
1、制定一个成批生产的(或中批或者大批生产),中等复杂程度零件(不少于10道工序)的机械加工工艺规程。
2、填写工艺文件
(1)综合工艺过程卡
(2)若干个工序卡
二、专用夹具设计
1、设计某道工序的一个专用夹具,画出符合要求的夹具装配图(由15~20个零件组成)。
2、绘制夹具中一个零件的零件图。
三、撰写课程设计说明书。
该设计说明书要求在15页左右。
第四部分 课程实验
本课程安排两次课程实验。
一、加工精度统计分析实验(2学时)
要求同学了解无心磨床工作原理,机床调整方法及调整参数的确定。
分析计算用无心磨床磨削外圆柱面所能达到的精度、误差情况及工艺系统的稳定性。
二、机械加工中的振动及影响因素(2学时)
通过在普通机床上镗孔,验证自激振动产生的几种原理,各种切削参数的变化对振动的影响,冲击消振原理及效果。了解涡流测振仪,跟踪光线示波器的使用方法。