超声波探伤规程
Q/ZJ46-003-89
超声波探伤规程
1 主题内容与适用范围
本规程规定了超声波探伤时应遵守的一般规则。
本规程适用于单晶片探头接触式超声纵波、横波、表面波和板波探伤方法,以及液浸式超声纵波直射探伤方法。
2 术语
2.1 AVG曲线
把垂直于超声波声束的圆形平面缺陷当作反射源,对应反射源各种大小,在正交坐标的横轴上表示晶片到反射源的距离,并在纵轴上显示出相对反射高度,通常以缺陷波高与无缺陷部位底波高度之比的分贝数表示,称为AVG曲线。
2.2 距离—波幅曲线
在使用一定的频率和晶片直径及规定的探伤灵敏度下,测得某个反射体在不同距离时,产生的回波高度变化所构成的曲线称为距离—波幅曲线。
2.3 6dB法
将最大回波高度降低一半(6dB)的测量方法,称为6dB法。
2.4 K值
斜探头折射角的正切值,称为K值。
2.5 水层距离
液浸探伤时,探头离探伤面之间的水层厚度,称为水层距离。
3 探伤人员
3.1 探伤人员须经过超声波探伤培训,并取得超声波探伤Ⅰ级以上资格证书。
3.2 探伤人员必须掌握本规程所规定的要求及内容
3.3 探伤时应由二名或二名以上工作人员进行工作。
4 探伤设备
4.1 探伤仪的主要性能指标,即灵敏度、动态、范围、水平线性、垂直线性、信躁比、分辨率、盲区均应符合国家标准ZBY230-84《A型脉冲反射超声波探伤通用技术条件》。
4.2 探头性能应符合国家标准ZBY231-84《超声波探伤用探头性能测试方法》。
4.3 试块
4.3.1 标准试块(校准试块)
用于探伤系统的性能测试或灵敏度调整,其材质和尺寸应符合有关标准的规定。
4.3.2 对比试块(参考试块)
用于调整探伤系统的灵敏度或比较缺陷大小,一般采用与被检材料声学性能和表面状态相同或类似的材料制成,其材质与形状须与被检工件情况相同。
5 被检工件
5.1 探伤面的选择
应根据被检工件的加工工艺,选择最可能发现缺陷的探伤面,其表面不应有松散的锈皮、飞溅物及附着的异物;对于铸、锻件的不平表面、粗加工面、热处理后的粗糙表面等,应采用机械加工或其它方法修整。
5.2 粗糙度
对于接触法,工件表面粗糙度应不大于6.3μm,对于液浸法,应不大于12.5μm。
6 耦合的选择
检测时可采用接触法或液浸法
6.1 接触法
6.1.1 耦合剂可采用机油、变压器油、水、浆糊等,调整仪器、校核仪器和探伤工件,必须使用同样的耦合剂。
6.1.2 为获得稳定的耦合状态,接触压力应均匀;在曲面探伤时,直探头可加弧形接触块;斜探头的有机玻璃斜楔与工件曲率应相同,以此来保证与探伤面的最佳接触。
6.2 液浸法
6.2.1 耦合液的液体通常选用水、油或其它的液体,在液槽内的水一般应放置24小时以上,使其吸收气体逸出,并可在液体中加入表面活性剂、防锈剂等,以改进使用性能。
6.2.2 耦合液距离一般至少为被检件厚度的1/3这样就能保证超声脉冲进入被检物表面时第二次水层反射波处于被检件第一次底波之后,因而不会干扰探伤波形的判断。在使用对比试块判定缺陷大小时,也应采用同样的液层距离,但在采用薄水层耦合时,作板材或其它平面材料探伤时,应调整水层厚度,使其底波幅度或次数达最大。
7 探头的选择
7.1 频率的选择
由于高频超声波不易穿透粗晶材料,且在较粗的平面上,高频超声也不易射入,为此,一般来说,选用频率上限由衰减及草状回波(信躁比)决定,下线由探伤灵敏度及脉冲宽度和指向性决定。
对于焊接、锻件,通常采用1~5MHz的频率。
对于铸件、粗晶材料,通常采用1~2.5MHz的频率。
7.2 选择探头尺寸应考虑的因素
对于近距离和小直径工件,可采用较小晶片尺寸;反之,对于远距离和大直径工件,则采用较大晶片尺寸。
7.3 探头种类的选择
根据工件的具体情况和技术条件来选择不同种类的探头,如直探头、斜探头等。在能保证产品质量的前提下,优先选用直探头。
8 探伤灵敏度
对于不同的零部件探伤,应严格根据其标准或技术条件执行。为便于发现缺陷,允许在寻找缺陷的扫查中使用高于规定的灵敏度,提高的灵敏度须恰当,在发现缺陷之后所进行的各项测量工作,必须在规定的灵敏度下进行。
9 扫查
由工件的几何形状和可能存在缺陷的方向、应用要求及探伤经济效果等因素,决定全面扫查或间歇扫查方式。扫查又可分为自动扫查和手工扫查,在全面扫查中,探头的轨迹应保证在一定的灵敏度下进行达100%的覆盖率。自动扫查时应注意探头和工件的耦合情况,以确保均匀的扫查灵敏度;手工扫查时,扫查速度不大于150mm/s。间隙扫查,应根据要求发现缺陷的面积和形状来决定扫查距离。
10 缺陷的评定
10.1 缺陷位置的确定
a. 对于接触法,选择水平距离定位。深度定位或声程定位中的一种方式。在声学性能与受检工件相同而几何形状已知的材料上对时间扫描线进行校准后,缺陷的位置即可从荧光屏的水平分度刻板直接读出。
b. 对于液浸法,在探头垂直受检工件表面,并获得缺陷最大反射波高时,上表面反射波与缺陷反射波间的距离可与上、下表面反射波间的距离比较,以确定缺陷埋藏深度与总厚度之比。所以,在测量总厚度后,即可算出缺陷的实际埋藏深度。
10.2 缺陷大小的确定
10.2.1 缺陷回波用当量直径来表示时,一般可用下列方法:
a. 根据回波高度与工件无缺陷部分底波高度之比,从AVG曲线图中查出缺陷的当量大小。
b. 根据缺陷回波高度与用试块法取得的距离—波幅曲线上相应高度之比的dB值,按波高与缺陷面积成比例的关系可得出缺陷当量,但需进行试块与工件表面粗糙度与材质不同引起的衰减修正。
10.2.2 对于大于声束直径的缺陷和长条形缺陷可用6dB法测定其范围和长度。
10.3 缺陷性质的确定
10.3.1 分析缺陷性质应考虑的几个问题
a. 了解被检工件的材料及加工工艺。
b. 根据缺陷的大小来估计缺陷性质。
c. 根据缺陷的位置来估计缺陷性质。
d. 根据反射脉冲特点及形状来估计缺陷性质。
10.3.2 几种常见的缺陷
a. 裂纹:内含气体,有一定方向性,并呈长条线形分布;因此,反射脉冲明显、尖锐、猛烈。
b. 气孔:内含气体,反射脉冲与裂纹相似;但探头稍移动,反射波立即消失。
c. 缩孔:内含气体,反射面较大,当其有效反射面大于声束扩散角时,无底波反射;其反射波明显、尖锐、猛烈。
d. 夹渣:内含少量气体的非金属夹杂物,其反射波介于明显、尖锐、猛烈与迟钝、缓慢、矮小之间。
e. 疏松:其为铸件中较小缩孔的聚集,多出现在浇铸口,大多数情况下无底波反射,也无缺陷波反射。
f. 白点:其为钢件中一种微细内部裂纹,内含氢气,故反射波明显、尖锐,探头稍移动,反射波立即消失。
g. 未焊透:其为焊缝中的一种缺陷,此缺陷较为规则,反射面光滑、单钝,因而,反射波明显、尖锐、陡峭。
11 检查报告
检查报告应包括下列内容:
a. 工件名称、图号、材料、热处理状态。
b. 工件编号、炉号、探伤部位、表面状态。
c. 采用的标准式技术条件。
d. 探伤条件包括:探伤仪型号、探头类别、晶片尺寸、频率、使用的标准试块、灵敏度调整方法、扫描方法及耦合剂等。
e. 表面探伤面尺寸的工件草图、缺陷位置、大小及其它有必要说明的情况及底波衰减状态等探伤结果。
f. 探伤者姓名、资格等级、证号、探伤日期等。
附原件:
[ 此帖被luther021在20##-11-16 12:35重新编辑 ]
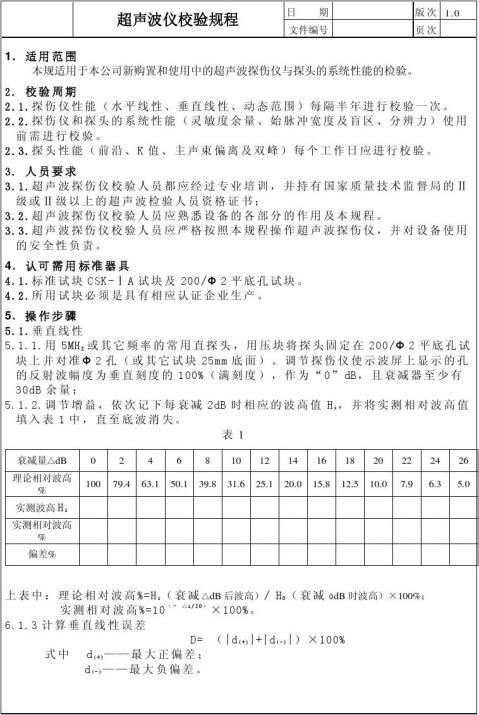
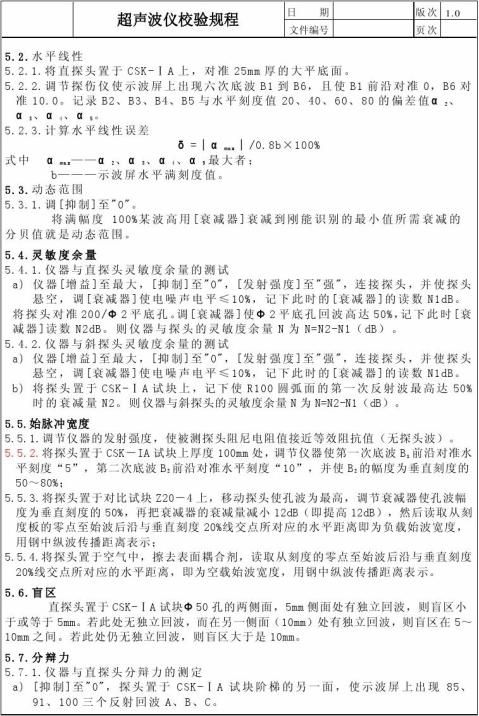
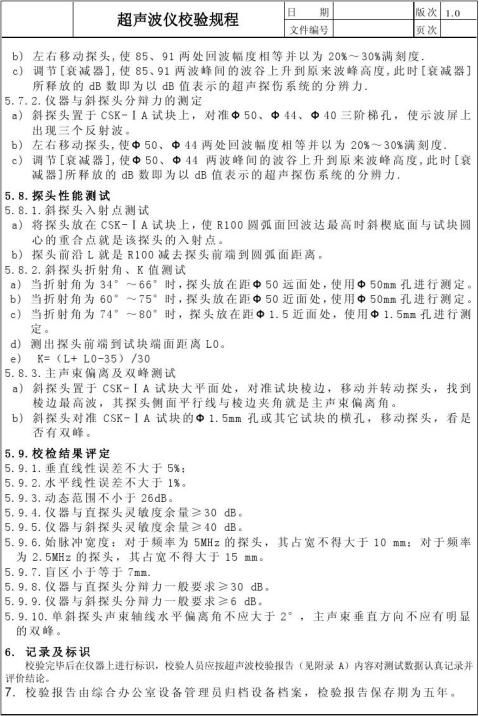
第二篇:超声波探伤仪校验规程