三坐标测量机技术协议
4.设备型号、规格
4.1 型号: global advantage 12.15.10 三坐标测量机
4.2外形尺寸: 1838mm×2880mm×3431mm
4.3测量有效行程范围: X轴= 1200mm
Y轴=1500mm
Z轴=1000mm
4.4工作台最大承载:1800 Kg
4.5主机重量:3792 Kg
5.设备主要技术指标
5.1光栅尺分辨率:0.039μm
5.2 测头系统
5.2.1测座:Renishaw PH10MQ
分度角A(俯仰):0°—105° 步距7.5°
分度角B(旋转 ):±180° 步距7.5°
定位重复性:0.5μm
重量 580g
5.2.2测头: Renishaw SP25M扫描/触发套装组中
1×(A-2237-1002)SM25-2 扫描模块组
1×(A-2237-1003)SM25-3 扫描模块组
1×(A-2237-1200)TM25-20 TTP吸盘适配器
1×(A-1371-0270)TP20 标准力吸盘
PI200测头控制器
5.3 测头更换架
英国Renishaw 配合MRS单元FCR25六工位柔性更换架。配置PC-DIMS Tip Changer测头更换单元软件(美国Wilcox)保证换针的准确可靠。
该系统包括: MRS单元(400mm):1×400mm横杆,2×支座,4×125mm长立柱,
2×背板适配器,2×支坐适配器。
(2套)FCR25柔性更换架:1×FCR25,3×PA25-SH,3×PA25-20
5.4精度 【单位:MPE(μm)、L(mm)、τ(s)】
5.4.1 长度测量最大允许示值误差MPEE:≤2.1+3L/1000;
5.4.2 最大允许探测误差MPEP:≤1.8;
5.4.3 最大允许扫描探测误差MPETHP/τ:≤3.0/68;
5.4.4动态性能: 3D运动精度(mm/s):866
3D运动加速度(mm/s2):1300
5.5标准校验球:直径 φ25mm
圆度 ≤0.1μm
材料 陶瓷
5.6计算机系统
5.6.1 品牌:惠普 Compaq6080pro计算机
5.6.2 计算机
CPU:双核3.0Ghz / 内存4GB / 显卡512MB;
硬盘:250GB以上,DVD-CDRW光驱;
鼠标、键盘、24寸彩色液晶显示器;
界面操作支持WINDOWS XP及WINDOWS 7;
电脑桌椅一套。
5.6.3 打印机:HP A4彩色喷墨打印机
6. 设备结构
6.1移动桥式结构,固定花岗岩平台。
要求设备结构设计合理,测量机的工件平台开敞性要好,操作者在平台左右两边都可方便的实现对工件底面的测量。
6.2 X向横梁采用超高刚性精密三角梁技术保证稳定性和刚性的最佳结构设计。
6.3 Y轴采用整体燕尾型导轨,提高测量机的精度和重复性。
6.4 Z轴采用可调气动平衡,并可紧急自动制动。
6.5 三轴均采用HEIDENHAIN抗磨损高分辨率镀金光栅尺,膨胀系数通过德国PTB认证,并提供证书。
6.6 光栅尺的安装方式采用卡槽式安装。
6.7 标配美国布朗夏普的光栅与工件线性温度补偿系统,保证测量结果的准确性。
6.8 标配美国布朗夏普空气轴承、美国CMC直流伺服电机驱动。
6.9 具有21项参数几何误差补偿。
6.10具有高效的防震系统。
6.11驱动方式:操纵杆和CNC形式。
7. 控制系统
采用意大利DEA公司双位控制柜B3C控制系统。
7.1支持触发测头、模拟扫描测头和非接触扫描测头。
7.2实时精准地读取空间坐标值。高速运行时路径应连续平滑且稳定。严禁出现停顿拐角、爬行等现象,同时保持高精度。
7.3具有对坐标转移动到行程极限、运动速度超速、气压过低等故障自诊断及报警功能。
7.4具有防碰撞保护功能。
7.5实现工件几何特征量的直接测量,并完成几何关系的计算、构造和形位公差的评价与分析。
7.6应具有自学习式编程测量功能测量。
7.7整体结构线路设计满足功能扩展、软件升级的需要。
7.8应具有良好的散热、防尘功能。
7.9控制系统在遇到突然停电或其他意外故障时,具备自我保护措施及数据不丢失的能力。
7.10操纵盒操作灵活方便,手动测量和自动测量过程中可以任意、随时改变测量速度,可以矢量方向控制坐标的运行。
7.11在CNC模式下可实现调速控制,支持低速蠕动。
7.12具有三个轴的锁定和紧急制动功能。
7.13控制系统主要参数
安全等级:IP54 (依据EN60204标准)
温度范围:5-40°C
电源要求:230 V ± 10%; 50 Hz
功率:2000 VA
相对湿度:20% ~ 75 %
8 软件系统
采用美国Milcox公司的PC-DMIS CAD++测量软件。
8.1应有中文和英文操作界面和在线的中文帮助。
8.2应有完善的图形化测头系统管理和应用操作、零件坐标系管理和应用操作、所需几何特征的测量、构造和公差评价。
基本几何元素测量包括:点、线、面、圆、圆柱、圆锥、球、圆环、曲线、曲面等;
形状公差评价包括:直线度、平行度、圆度、圆柱度、圆锥度、球度以及各种形面轮廓度等;
位置公差评价包括:平行度、垂直度、倾斜度、对称度、位置度、同轴度、同心度、轴向跳动、径向跳动、轴向全跳动、径向全跳动等;
几何运算关系包括:距离、相交、角度、构造等;
8.3实现IGES格式的CAD数模的导入、导出、编程和测量,并完成几何关系的计算、构造和形位公差的评价与分析。
8.4利用CAD模型零件,在测量前图形化显示测量路径的模拟运行、校验、路径优化和防碰撞检查和自动编程功能。
8.5除具备标准的3-2-1坐标系找正功能外,还应有迭代法和最佳匹配等方法,用于复杂零部件的坐标找正。
8.6具有薄壁件测量的功能。薄壁件测量这些功能包括自动寻找实际测量位置,实时三维测头补偿,自动补偿变形工件的表面位置和方向。
8.7拥有全类型的扫描功能,包括开线、闭线、片区、周边、截面、自由曲面、网格扫描等扫描模式,完成复杂曲线/曲面的测量任务并图形化输出;
8.8 对测量点进行样条的曲线、曲面拟合,并上传至Pro-E、UG设计造型软件完成零件逆向设计。
8.9支持触发式测量和连续扫描测量,探测力稳定可靠。
8.10叶轮轮廓连续扫描测量,完成与叶轮理论数据的比较分析(见附图)。
8.11测量软件包应具有德国PTB算法认证,并提供有效证书。
8.12符合ISO标准的公差评判能力。
9测头系统功能
9.1 Renishaw PH10MQ旋转式自动分度测座;
9.2配备SP25M M3测针、TP20 M2测针、加长杆:
9.4精度指标验收时的探针长度不小于50mm;
9.5标准球应由具有检定资质的第三方进行检定/校准后才能使用,提供检测报告。
10设备运行环境条件
10.1 环境条件
温度范围: 18-22℃;
相对湿度: 25%-70%;
温度梯度: 1℃/m; 1℃/h; 2℃/24h。
10.2 供气系统
10.2.1 最小供气压力:0.5 MPa
耗气量:≤150升/分钟
10.2.2配置DD9/PD9阿特拉斯品牌两级空气过滤器一套。
10.2.3配置IDFA4E-23 SMC品牌冷冻干燥机一套。
10.3 电源系统
电压:220 V ± 10%
频率:50hz/60hz
电流:15A
接地电阻:小于4欧姆
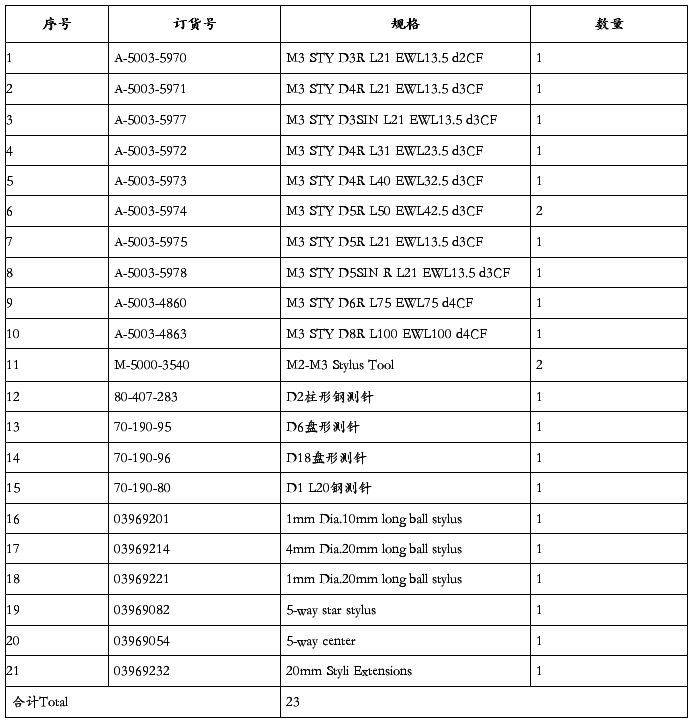
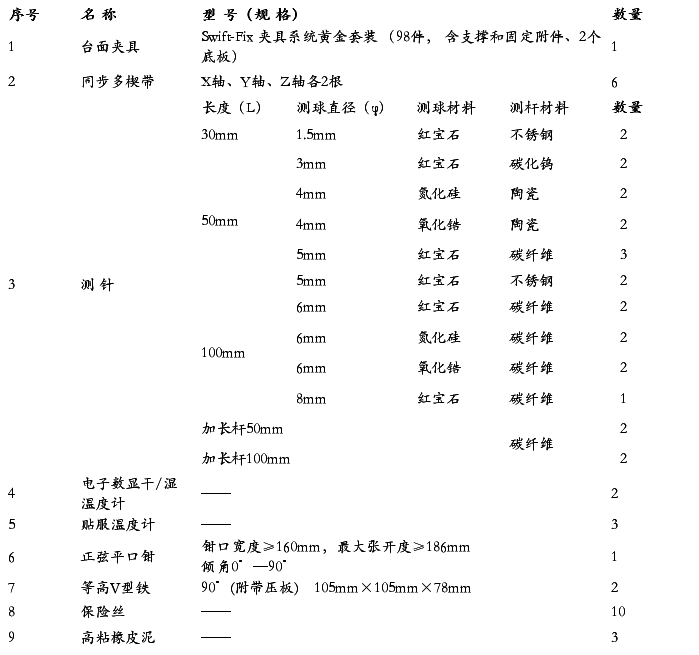
11备附件
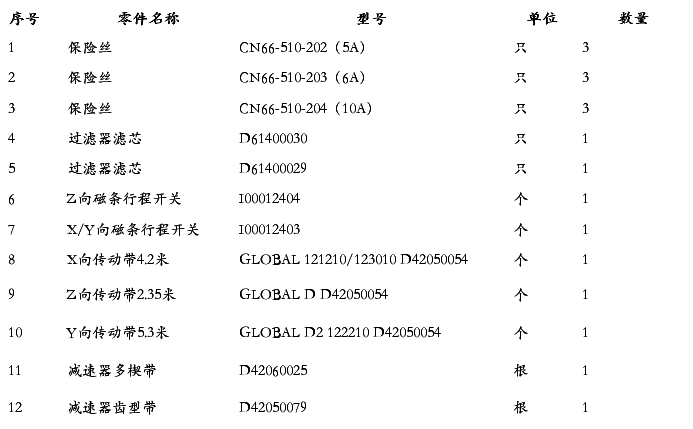
11.1易损件清单
11.2备品备件清单
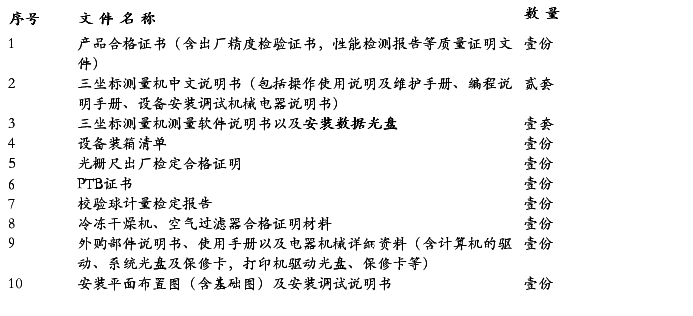
12 随机技术文件
13设备安装、调试
乙方负责测量机安装、调试及最终验收。同时负责对甲方现有的一台ZC12108H型三坐标测量机免费维修达到出厂精度:
长度测量最大允许示值误差MPEE:≤2.0+3.3L/1000 μm
最大允许探测误差MPEP:≤2.5 μm
13.1 设备安装调试之前,乙方必须依该设备地基施工要求,在合同签订后2周内向甲方提供设备安装基础平面布置图,便于甲方组织施工。若乙方提供地基施工要求的图纸或提供时间不能满足甲方施工的要求,造成设备不能按时安装调试,乙方必须承担其一切责任和甲方因此造成的损失。
13.2所有包装箱需在甲方和乙方人员到场认可的情况下才能开启。验收内容包括货物数量(按设备装箱清单)、外观质量、规格参数、设备精度、备附件和技术文件等内容。甲方负责大型起重设备的吊装,乙方调试人员自备安装、调试专用工具。
13.3货物开箱后,即开始安装调试。乙方应先确认安装环境和其它外部设施能否满足调试设备精度的要求,确认许可应20天内完成所有的安装调试工作。凡验收次数超出一次或第一次验收时间超出3天的,甲方有权将该设备按不能按时交货处理。
13.4测量机安装、调试发生的费用由乙方负责。若需要甲方提供的,其费用均由乙方承担。
13.5安装、调试完后,进行3~7天的试用。试用期间,乙方给予全力协助,但不解除乙方在本协议项下承担的所有义务和责任。
14设备验收
三坐标测量机的精度验收按GB/T16857.4-2003《产品几何量技术规范》、JJF1064-2004《测量机校准规范》执行。
14.1 测量机预验收
预验收在乙方工厂进行。乙方应在设备制造、组装完毕后,自行确认已经符合预验收条件,并结合合同要求的时间以书面形式通知甲方,甲方派3—4人按预定日期到达乙方工厂参加预验收。
14.1.1设备在进入预验收前,所有零、部件均应按装配要求组装完毕,不得有缺件、漏装。
14.1.2预验收时按技术协议规定的要求,对设备制造的几何精度及性能参数进行逐项验收。乙方应向甲方提供设备在制造、调试过程中导轨精度(如:直线度、垂直度等)检测报告;出厂前的拷机情况记录;并提供其他各部件、组件的产品质量证明文件。
14.1.3乙方按照技术协议规定的内容对三坐标控制系统、软件系统的所有功能、性能向甲方验收人员进行演示,以检查设备的综合性能是否与技术协议中所描述的内容相符。
14.1.4由乙方提供实物零件进行曲线、曲面扫描, 上传至Pro-E、UG等造型系统完成逆向设计。
14.1.5预验收测试数据及整改要求,均应有双方人员在场参加并在预验收报告上签字,由乙方负责改进工作,甲方存档。
14.1.6如果因为乙方的原因造成预验收不合格时,乙方可以在1个月之内完成整改,邀请甲方进行第二次预验收。第二次预验收的所有费用均由乙方承担。第二次预验收仍不合格,甲方有权要求退货并索赔。
14.1.7 甲方人员检查装箱前的装箱内容(包括设备随机附件和随机技术资料等)与设备出厂要求是否相符。无异议后,双方代表签字,设备方可装箱发运。预验收所需试件、仪器、材料、辅料等均由乙方提供。预验收结论不作为设备的最终验收结论。
14.1.6 设备预验收程序
14.1.6.1外观检查:设备外观整洁、工作台面和各机械部分无刮伤,表面油漆。制造商出厂标准配色(三轴覆盖件采用银灰色)应色彩均匀、无气泡、麻面等缺陷,密封处无漏气点。
14.1.6.2三坐标的功能验收
(1)X、Y、Z轴实际行程检查,必须达到本协议中4.3项的要求。
(2)三坐标的自诊断功能、防碰撞保护等功能;
(3)检查测头更换架系统、测座旋转等功能;
(4)控制盒的控制、紧急制动等功能;
(5)CAD数模的导入、编程和测量,几何关系的计算、构造、形位公差的评价等功能。
(6)全类型的扫描及图形化的输出等功能。
(7)复杂曲面的坐标建系、自学习编程以及检测报告的输出等功能。
(18)检查设备正常运行时,所有元件应动作平稳,无任何泄漏、无异常发热、振动和异响声。
(9)本协议中规定的其它功能等。
14.1.6.3三坐标的技术精度
14.1.6.3.1长度测量示值误差(E)的验收:
(1)按乙方出厂《出厂检测报告》及《JJF1064-2004 测量机校准规范》的要求逐项进行验收。当实物标准器的最大长度不能满足测量的要求(不小于工作空间对角线最大长度的66%)时,应适当增加测量位置数。计算的每一个尺寸示值误差E均应不大于本协议中5.4.1(MPEE)的要求。
(2)当环境条件满足乙方建议的范围之内,除测量机数据系统原有误差自动修正外,不允许对计算机输出的结果进行温度或其他因素的人工修正。仅当被测的坐标测量机中带有温度修正功能时,该值方可进行修正。如需人工输入温度值,则只能在测量前输入。
14.1.6.3.2探测误差(P)的验收
按乙方出厂《出厂检测报告》及JJF1064-2004《测量机校准规范》的要求逐项进行验收。探测误差P应不大于本协议中5.4.2(MPEP)的要求。
14.1.6.3.3扫描探测误差Tij的验收
采用与坐标测量机上工件正常测量所采用是同一算法和参数,不应采用附加的滤波或其他优化措施。
(1)按乙方出厂《出厂检测报告》和GB/T16857.4-2003《产品几何量技术规范》、JJF1064-2004《测量机校准规范》的要求参数逐项进行验收。扫描探测误差Tij应不超过本协议中5.4.3(MPETHP)的要求;
(2)扫描检测时间应不大于最大允许扫描时间τij=68s的要求。
(3)任一单个计算得到的半径与扫描检测球直径检定值的一半之差的最大绝对值不大于扫描探测误差MPETHP。
14.1.3.4 实际零件测量精度检验
(1)对φ50mm标准环规测量,检查圆度误差。测量精度计算方法按ISO10360-2标准执行,其误差不超过5.4.3(MPEP)要求。
(2)叶轮实物测量:轮廓度检测。
(3)实物零件曲线、曲面扫描。
14.2测量机终验收
设备的终验收在甲方现场进行。经乙方安装调试合格后,由乙方委托具有鉴定资质的第三方依据《测量机校准规范》(JJF1064-2000,等同于ISO 10360-2 )、《产品几何量技术规范》(GB/T16857.4-2003,等同于ISO 10360-4)、《JJF1064-2004测量机校准规范》对测量机的精度及性能参数进行验收。设备终验收的验收程序、验收标准、验收内容等与预验收时的对应条款相同。验收所需的测量设备由乙方根据需要提供。
14.2.1若设备经第三方首次校准不合格,则甲方要求乙方对仪器进行调试或更换全新的仪器进行重新校准,所需费用由乙方承担;若第二次校准仍不合格,则甲方有权要求退货并索赔。
14.2.2技术资料验收和接收:查验所有按技术协议和合同要求提供的技术资料、设备备件、易损件、附件、辅件等,必须齐全,不得有任何缺项。
14.2.3当各项指标均验收合格后,双方签署设备入厂验收报告,验收完毕。
15人员培训
人员培训分两次进行(免费)。
15.1首次培训在乙方工厂进行。培训时间由乙方根据交货时间进行合理安排,并以书面形式通知甲方。甲方安排4~5人参加。培训内容结合软件的专用功能,完成基础、专项、高级课程的培训。
15.2末次培训是在测量机安装调试及签署最终验收合格证明后,由乙方负责对甲方操作人员进行培训。
15.2.1末次技术培训在甲方现场进行,由乙方委派专业技术人员(一般1-2人),为甲方免费培训4~5名设备操作人员,培训时间5~7个工作日。培训内容包括设备操作、编程、零件测量方法技巧、分析应用技术(包括:曲线曲面的测量分析、扫描与逆向工程应用、叶轮测量等)、日常维护保养等在内的基础、专项、高级课程的培训。保证受训人员能够掌握日常维护保养知识、能独立编程操作。培训完成后双方签署培训报告。
15.2.2乙方对培训的质量和效果负责。乙方应委派具有实际测量经验、合格的专业技术人员对甲方人员进行技术培训。乙方在实施培训前,必须将培训人员资质情况和培训大纲报请需方认可。如果乙方提供的培训大纲不能被甲方认可,甲方可以将此视为不能提供培训处理;如果乙方委派的技术人员不符合本条规定,或者玩忽职守,或者违反国家法律,甲方有权要求乙方自费撤换该技术人员,并委派合格的技术人员接替其工作,乙方应在收到需方书面通知后十天内完成上述撤换工作。甲方已培训人员离开工作岗位时,乙方应免费重新培训甲方不少于2名操作人员,以保证设备的正常使用。
16质量保证
16.1设备制造应符合《JJF1064-2000测量机校准规范》(等同于ISO 10360-2 )、《GB/T16857.4-2003 产品几何量技术规范》(等同于ISO 10360-4)要求。
16.2 乙方保证
16.2.1 乙方向需方提供的设备必须是全新的、新的合格材料、以成熟的工艺制造的、非二手的设备(包括所有零部件、元器件和附件)。设备应具有可靠的安全保护,以防止误操作或意外事故造成设备损坏或人身伤害。
16.2.2乙方提供的设备具有的技术特点、结构、测量原理等应是成熟可靠的,必须无任何结构、设计、工艺和材料等方面的缺陷,且符合标书规定的品质、规范等性能要求。
16.2.3若甲方发现乙方提供的技术资料不完整,在任何时候都有权向乙方索取技术资料。乙方在接到甲方通知后的五日内,免费为甲方提供所需要的资料。
16.2.4保修期内乙方负责机器的软件免费升级。升级测量软件时如需硬件更换,甲方应支付硬件更换成本费用。
16.2.5质保期到期前,由乙方到甲方现场免费对设备的各项性能、精度进行检测与调整一次。
17服务保证
17.1 质量保证期限:自双方签署设备入厂验收合格报告之日起,整机免费保修一年,控制系统免费保修两年。
17.1.1在质保期内,由于非人为因素造成的故障,所产生的零部件费用及维修人工差旅费用由乙方承担。如确属机器本身原因造成设备不能正常使用而停产待机的时间,则质量保证期相应延长。更换的零部件的质量保证期应为系统修复之日起12个月,双方签署备忘录。
17.1.2在质保期内,如发现设备不符合标书规定的要求或发生非人为质量问题,乙方接到信息后4小时内给予以答复,如需现场排故,乙方应在24小时内保证派出技术人员到达甲方现场排除故障。维修所发生的费用由乙方承担(含计算机、打印机等所有供货外购部件)。如果乙方收到通知后十天内未采取措施,或者乙方在采取措施后十五天内未能将设备修理完好或更换,甲方有权选择:
17.1.2.1 向乙方索赔
17.1.2.2自行请第三方修理或更换,因此发生的费用(包括修理所需人工费、零件费、材料费、以及更换设备所需的一切费用)由乙方承担,且不解除供方在本协议中承担的义务和责任;
17.1.3质量保证期内,如果设备在保证项下存在严重的质量缺陷,因而不符合本协议要求,不能达到甲方的预期目的,且乙方在十五天内未能将设备修理完好,经甲方要求,乙方应立即采取措施,在甲方要求的时间内,自费用新的设备替代有缺陷的设备,并承担甲方因此发生的增加支出。新设备应遵守本协议规定的程序。除双方另有约定外,如果乙方不能在三十天内保证新设备通过验收,视为乙方不能交货,并按合同的有关规定处理。
17.1.4对设备及备附件中存在的结构、设计、工艺和材料等方面的潜在固有缺陷,甲方有权在任何时候向乙方提出免费修复或更换。乙方需在七日之内给予处理,并承担因此而发生的一切费用,且不解除乙方在本协议中承担的义务和责任。
17.1.5在质量保证期内,故障造成设备停机时间总计不超过20个工作日。
17.2 质量保证期外,乙方为甲方提供终身的技术服务和维修服务。应以优惠价维修设备、提供损坏的零件和配套件,服务终生。其服务响应时间和到达时间等同质量保证期内的服务响应和到达时间。人员服务费用按甲方费用标准计算,费用承担由双方协商处理。
17.4 乙方应为甲方常年提供标准配置的附件和易损件(超过质量保证期以成本价供应)。
17.5 若乙方不能按合同条款履行其保修服务义务,甲方有权要求索赔。