制造部机械设备验收摘要
机械设备进厂安装验收步骤:

一、 拆箱
1、开箱要取得生产厂商的同意,如果厂商在现场更好,一旦发现运输过程的问题即可及时解决。
2、查看包装箱上的铭牌是否符合采购合同要求的产品。装箱是否完好,是否受潮。如果包装箱已经损坏、受潮等,应该保留相应证据,并更换设备
3、设备开箱后由负责人进行资料归档,这样可以避免资料流失到单位或个人手中。归档的开箱检验资料包括:(1)装箱单、出厂合格证。
(2)出厂精度检验报告。
(3)随机操作手册、维修手册、说明书,图纸资料、计算机资料及管理系统(软件)等技术文件(安装图、框图(系统图)和功能图、电路图等
(4)设备开箱验收单。
4、按随机装箱单和合同中特定附件清单对箱内物品逐一核对检查。并做检查记录。是否齐全;
附件品种、规格、数量;
备件品种、规格、数量;
工具品种、规格、数量;
安装附件、电气元器件品种、规格、数量;
二、就位
通常是由厂商的服务人员进行,用户配合来完成这项工作。将机床放置在减振垫铁或固定垫铁上,如果需要固定,则将地脚螺钉穿入机床底座上的各支承指定位置,然后在螺钉地孔中灌入水泥,等待水泥完全干透。 机床与减振垫铁或固定垫铁安装好以后,可以对机床进行清洗,清除油封。如果是小型机床或没有分解包装的机床,可对机床主机在没通电的情况下粗找水平,这样做是为防止机床变形。
三、清洁与连接
A、机床部分的连接主要做如下几项工作。
① 拆卸为防止在吊装和运输过程当中的位移、碰撞等安装的固定板、隔板、压板等。
② 去除安装连接面、导轨、主轴内锥面和端面、机械手、刀库、工作台表面及各运动面和金属外露表面的防锈油,并做好机床控制柜、电器柜、操作面板、CRT显示器及各部件、附件的外表清洁工作。
③ 对于大型机床,按照装配图将各部件如立柱、长床身、工作台、机械手及刀库等组装成整机,其中包括数控柜、电器柜的安装。在安装时注意,一定要让机床使用原用的各类销子、螺钉、定位块及连接板等,以免出现差错。
④ 连接液压系统、气动系统、冷却液系统和排屑装置上的各外部管路,并注意各输入和输出管路不要接错,同时要注意在连接过程中的清洁工作和管接头的紧固
⑤ 安装各防护罩和防护板。
⑥ 固定好操作台,如果是能移动的操作台,在连接时要保证移动自如、可靠。
B、数控柜、强电柜的外部和内部电缆连接
(1)外部电缆连接
外部电缆连接是指数控装置与操作台上的MDI/CRT的连接,与强电柜,机床操作面板,各坐标的伺服电机、主轴驱动电机及坐标测速电机,主轴测速电机,坐标位置检测如光栅尺和编码器的连接。还有可移动操作装置、液压系统、气动系统、冷却液系统、排屑器、制冷装置及中心润滑系统等的电缆连接。
★在连接这些电缆时,一定要注意电缆端部的接线标号,不要接错。在接信号地、强电地及机床地时要严格按照如前所述的方法进行接地。
(2)内部电缆连接
内部电缆连接主要是指数控柜内部的电源模块、坐标伺服模块及主轴驱动模块等的各电缆插头要与对应的插座安装好。在许多机床上,这部分工作在出厂前都已连接好,并在厂内调完数控机床后不需将这些插头拔下。而有些机床在厂家调完后为了防止吊装、运输过程中的损坏,将插头拔掉。
(3)控制系统电源线的连接
控制系统电源线的连接是指数控柜电源变压器输入电缆的连接和伺服变压器绕组插头的连接。要求必须按照我国供电的具体情况进行正确连接,否则将会出现故障和不必要的损失。
C、机床调试前的检查工作
1、输入电源电压、频率和相序的确认及检查
2、机械部分、液压系统、气动系统、中心润滑系统、制冷系统、冷却液系统和排屑装置的检查
3、接通电源后的检查 a)强电柜电源的检查
d)控制柜内电源的检查
c)各熔断器的检查
d)液压系统、气动系统的检查
四、通电试车、调试机试运行
1、首先空载试车,着重测验合同规定的关键指标(如行程、速度、温度、运行周期等)合格;必要时,做相应的机构调整。各种手动试验,主动动机构运转试验,在最高转速段不得少于1小时,主轴轴承的温度值不超过70℃ ,温升值不超过40℃; 连续空运转试验,其运动时间不少于8小时,每个循环时间不大于15分钟。每个循环终了停车,并模拟松卡工件动作,停车不超过一分钟,再继续运转。
2、负载试机:空载试机完成后,就可以开始负载试机。负责人组织准备合同规定试机考核方案中需要的原料、工装及辅材以及负载试机考核计划。根据合同规定的试机方案分不同产品、不同规格进行逐项试产,留取足量的待检产品;用合同约定的检测方法或行业检测标准对产成品的关键质量特性和设备的关键性能(如加工精度、合格率、产能等)进行测量、记录、分析和评判。确认机床各项几何精度/切削精度检验的检验
3、准备好典型零件的图纸和毛坯,在调试人员指导下,选择切削刀具和切削用量。负荷试验可按如下三步进行,粗车、重切削、精车。每一步又分单一切削和循环程序切削。每一次切削完成后检验零件已加工部位实际尺寸并与指令值进行比较,检验机床在负荷条件下的运行精度、即机床的综合加工精度,转塔刀架的转位精度。
五、验收
机床开箱验收,功能试验,空运转试验、负荷试验完成后,加工出合格产品,负载试机合格后,设备暂时移交给使用部门进行至少1个月的批量试生产。在批量试生产期间设备正常运行,即可办理设备验收手续。
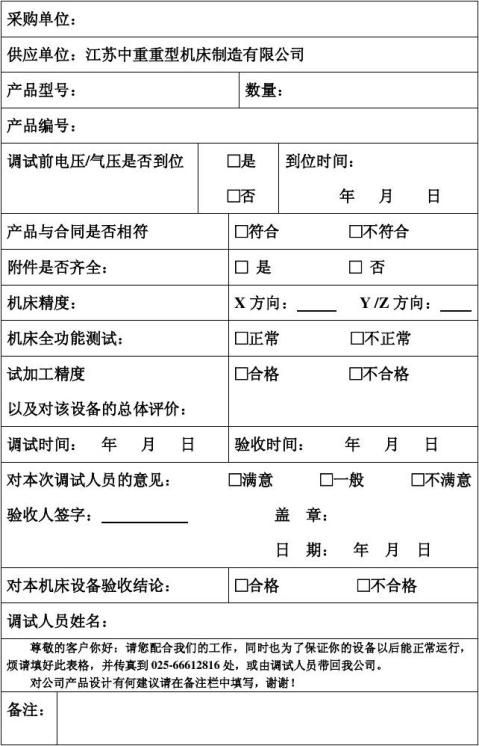
第二篇:机床质量验收单
质 量 验 收 单