湖南工业大学
课 程 设 计
资 料 袋
机械工程 学院(系、部) 2012 ~ 2013 学年第 1 学期
课程名称 机械制造工艺学 指导教师 明兴祖 职称
学生姓名 吕超 专业班级 机工1005班 学号 10405701011
题 目 惰轮轴的设计
成 绩 起止日期 20##年 1 月 5 日~ 2013 年 1 月 12 日
目 录 清 单

机械制造工艺学
课程设计说明书
惰轮轴的设计
起止日期: 2013年 1 月 5日 至 20## 年 1月12日
学 生 姓 名 吕超
班 级 机工1005班
学 号 10405701011
成 绩
指 导 教 师(签 字)
机械工程学院
20##年 1月 12日
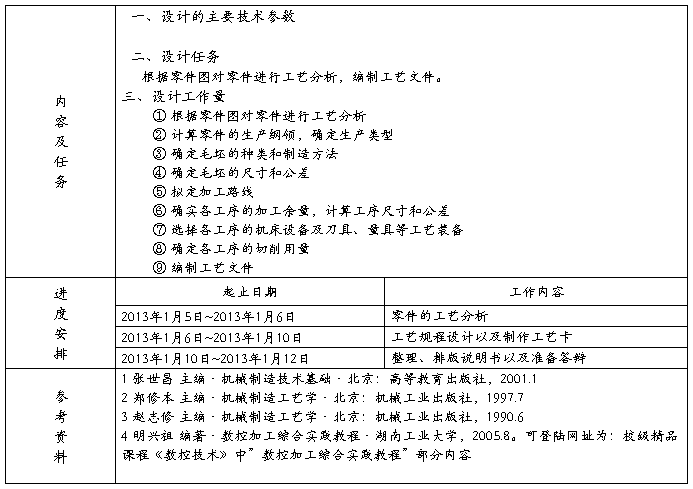
湖南工业大学课程设计任务书
20##—2013 学年第一学期
机械工程 学院(系、部)机械工程及自动化专业 机工1005 班级
课程名称: 机械制造工艺学
设计题目: 惰轮轴的设计
完成期限:自 20##年 1 月 5 日 至 2013 年 1 月12 日共 1 周
指导教师(签字): 年 月 日
系(教研室)主任(签字): 年 月 日
目录
设计计算说明书…………………………………………………………2
课程设计任务书…………………………………………………………3
零件分析……………………………………………………………………5
机械加工工艺规程制定
一、确定生产类型……………………………………………5
二、确定毛坯制造形式………………………………………5-6
三、选择定位基准……………………………………………6
四、选择加工方法……………………………………………6-7
五、制定工艺路线……………………………………………7-8
六、确定加工余量及毛坯尺寸………………………………8-11
七、工序设计…………………………………………………11-14
八、确定切削用量及基本时间………………………………14-16
思考与总结………………………………………………………17
参考资料……………………………………………………………17
零件分析
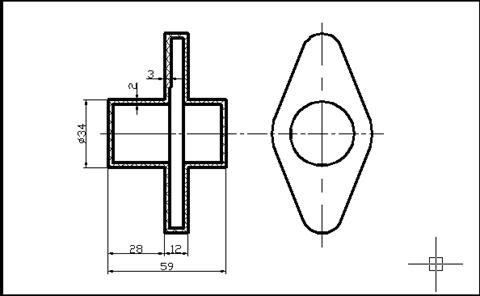
零件的工艺性分析:
从零件图可以看出,标有粗糙度符号的表面有平面、内孔、外圆面等。其中精度要求最高的是左边 外圆表面,公差等级达到IT6-IT7级,表面粗糙度为Ra2.5μm。该外圆面是惰轮轴的主要设计基准。从表面位置精度要求来看,
外圆表面,公差等级达到IT6-IT7级,表面粗糙度为Ra2.5μm。该外圆面是惰轮轴的主要设计基准。从表面位置精度要求来看,
中间环的右端面相对于轴线的垂直度公差为0.06mm, 与两轴线的同轴度公差为0.05mm,中间环左端面相对于
与两轴线的同轴度公差为0.05mm,中间环左端面相对于 的轴线的垂直度公差为0.03mm,左端面相对于其轴线的垂直度公差为0.03mm。从加工精度和形位公差行来看,其中大部分的公差是涉及的。因此进一步证明将其取为设计的主要基准的合理性。
的轴线的垂直度公差为0.03mm,左端面相对于其轴线的垂直度公差为0.03mm。从加工精度和形位公差行来看,其中大部分的公差是涉及的。因此进一步证明将其取为设计的主要基准的合理性。
从工艺上看,与两外圆表面的粗糙度值为2.5um,很容易就可以得到保证。因为两外圆表面都进行磨削。而形位公差当中,垂直度公差当中最高等级,为0.03/28相当于公差等级为IT7-IT8,很容易就能保证,通过半精车选择合适的定位基准就可以保证其公差等级的要求。其它的形位公差等级比较低只要定位基准选择适合就能够得到保证。
机械加工工艺规程制定
一、 确定生产类型
按设计任务书,该零件为大批量生产,取年产量5000台(按书本的例题进行取值的),备品率是8%,机械加工废品率是1%,则该零件的生产纲领为:
N=Qn(x+a%+β%)=5000×1×(1+8%+%1)=5450件/年
可见惰性轮的年产量为5450件,属于轻型机械。因此,根据表5-8,由生产纲领与生产类型的关系确定其生产为中批生产,其毛胚制造、加工设备及工艺装备的选择应呈现大批生产的特点。
二、 确定毛胚制造形式
设计单位给出材料QT60-2,按照图纸的要求确定毛胚的制造形式为铸造。由于该零件是大批生产,由表5-2可知,选择金属铸造成型,取改毛坯的铸造等级的公差等级是CT8。
该零件的形状不是很复杂,因此毛胚的形状与零件的形状应尽量接近,且该毛坯采用的是金属铸造成型因此其精度是比较高的,搞零件的孔都比较小,铸造
时不铸造出毛坯孔。
三、 选择定位基准
1. 粗基准的选择
粗基准选择对零件来说应选用不加工表面为粗基准,但是如果所有表面都需要加工则选择一个对于位置精度要求比较高的表面为粗基准,由设计零件图纸查互换性测量可知的外圆表面的公差等级最高IT6~IT7,因此选用公差等级最高的外圆表面作为粗基准。
2.精基准的选择
精基准的选择来说主要是要考虑:基准重合和基准统一的问题。而这些问题会再工序设计的时候进行考虑,此处考虑过于抽象画。详情见工序设计。
四、 选择加工方法
1、平面的加工
从零件图中可以看出需要加工的平面如下:
平面加工的方法有很多,有车、刨、铣、磨、拉等。对于本零件来说,需要加工的平面有零件的左右端面,中间环的左右端面,未注公差等级的尺寸按照GB/T1804-2000标准,相当于公差等级IT13级只需要通过粗车就可以保证,但是表面粗糙度要求比较高因此需要进一步的加工。由于该零件是一个回转体零件,因此采用车削加工是比较方面的,虽然车削的时候切屑不连续会造成一定的冲击,但是控制好进给量还是可以保证精度的和刀具的使用寿命的。因此平面的主要加工方法选用车削,但是由于两个 的外圆面公差等级要求较高因此还需要用到磨削加工。
的外圆面公差等级要求较高因此还需要用到磨削加工。
2、孔及槽的加工
孔的加工方式有钻、扩、镗、拉、磨等。但是对于该零件来说,由于孔不是要求很严格(表面粗糙度值20),因此采用最方便快捷的钻孔来实现孔的加工。
3、螺纹加工
该零件中间环上有四个需要加工的螺纹M6,因为该零件为大批量生产所以采用丝锥攻丝。
五、 制定工艺路线
首先根据所学知识可知,工艺路线的拟定的是在保证工件尺寸、位置、以及形状精度的前提下制定的,在满足生产纲领的前提下,考虑到先有工艺条件,才用通用夹具及专用夹具相结合。为提高生产效率,尽量采用工序分散。
工序05:粗车的外圆面和右端面。
定位基准:以的外圆面为基准。
工序10:粗车的外圆面及左端面。
定位基准:以外圆为基准
工序15:粗车中间环的右端面。
定位基准:以外圆及左端面为基准。
工序20:粗车中间环的左端面。
定位基准:以的外圆面为基准。
工序25:半精车的外圆面及倒角C1。
定位基准:以的外圆面为基准。
工序30:半精车的外圆面、左端面,已及 的左端面及两个倒角C1。
的左端面及两个倒角C1。
定位基准:以外圆为基准。
工序35:粗车的槽及倒角C0.5。
定位基准:以外圆及左端面为基准
工序40:粗车的环形槽并以及两个C0.5的倒角。
定位基准:以的外圆面为基准。
工序45:磨削的外圆面。
定位基准:以的外圆面为基准。
工序50:磨削的外圆面
定位基准:以外圆为基准。
工序55:钻2- 的两个孔和4个M6的孔(先钻出孔,后续工作继续攻丝)。
的两个孔和4个M6的孔(先钻出孔,后续工作继续攻丝)。
定位基准:以的外圆面为基准。
工序60:分别4-M6的螺纹孔进行攻丝。
定位基准:以的外圆面为基准。
工序65:钻外圆面上的两个2- 的孔。
的孔。
定位基准:以的外圆面为基准。
工序70:钻外圆面上的两个2-的孔。
定位基准:以外圆及左端面为基准。
工序75:去毛刺、清洗、检验
六、 确定加工余量及毛坯尺寸
1.确定加工余量
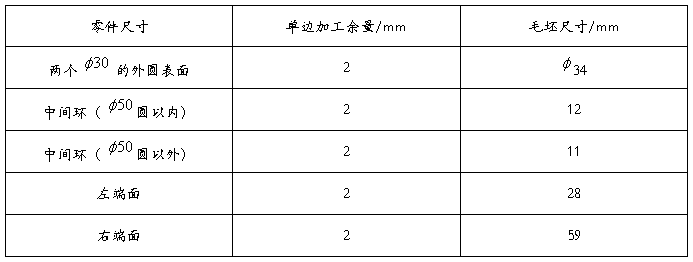
法兰盘的材料是QT60-2,抗拉强度为200Mpa,采用金属型铸造成型,且为大批生产。由表5-2知,铸件的尺寸公差为CT8~CT10,取CT8。由表5-3选择加工余量F级,根据机械加工后铸造件的最大轮廓尺寸由表5-4可查得各加工表面加工余量,如下表所示:
表1-1

2.确定毛坯基本尺寸
加工表面的毛坯尺寸只需要将零件尺寸加上查得的相应加工余量即可,所得毛坯尺寸如下表1-2所示
表1-2
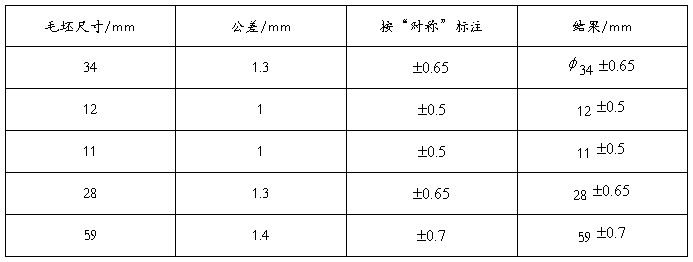
3.确定毛坯尺寸公差
由表5-1查得各铸件加工尺寸公差如下表1-3所示
表1-3
4.绘制毛坯简图
七、 工序设计
(一).选择加工设备与工艺设备
(1)所有车削工序选用的机床为CA6140。
(2)所有的孔,都是在钻床上完成的,选择Z3025,主要技术参数见表5-14。
(3)两个的外圆,选用万能磨床MG1432A型号的万能磨床,主要技术参数(参见机械制造基础课本)
2.夹具选择
对于大批量生产的产品,一般都是使用专用夹具,但本产品使用通用夹具,保证加工效率、操作方便、满足高效率的前提下,本设计当中基本上采用的是通用用夹具。
3.选择刀具
(1)钻头 从零件要求和加工经济精度方面来考虑,采用锥柄麻花钻头来完成加工工序。工序45中,两个的孔直接采用钻头直径为的钻头进行钻孔,而两个M6的孔,因为后续工作中其需要攻丝,因此查表5-20,QT60-2属于脆性材料因此选用钻头的直径为 4.9锥柄麻花钻进行钻孔。工序50中和工序55中两者除了孔的角度不一样,其它基本一样,因此选用相同的钻头,查表5-19,选用3锥柄麻花钻进行钻孔。
4.9锥柄麻花钻进行钻孔。工序50中和工序55中两者除了孔的角度不一样,其它基本一样,因此选用相同的钻头,查表5-19,选用3锥柄麻花钻进行钻孔。
(2)车刀 从零件要求和加工经济精度方面来考虑,查机械制造课本,因为是基本上都是粗加工,且加工材料是QT60-2属于脆性材料,刀具需要有一定的耐冲击的性能,选用性能比较好的YG8材料的车刀,工序15和工序20中的半径加工的刀具可选用YG6材料的车刀,在工序30和工序35当中由于切削材料不连续因此刀具会有很大的冲击,由此也证明了选用YG8材料的车刀优越性(耐冲击)。
4.选择量具
本零件属于大批量的生产,一般采用专用量具,但是本零件比较简单相对的精度也不高,所以本加工过程当中采用的是游标卡尺和千分尺进行测量。
(一).确定工序尺寸
确定工序尺寸的时候,对于加工精度要求较低的表面,只需要粗加工就能保证设计要求的,将设计尺寸作为工序尺寸即可,上下偏差的标注也按设计的偏差标注,本零件的制造过程当中设计基准与工序基准基本上是重合的,大部分不会涉及基准不重合而需要工艺尺寸链的计算,只有几个标有公差等级的加工面涉及到了半精加工和磨削。
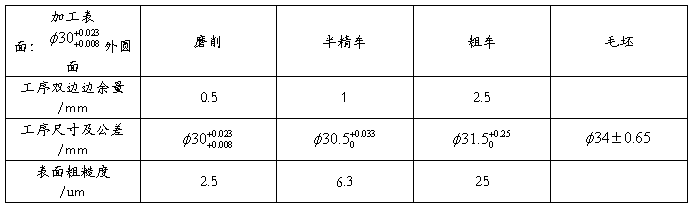
的外圆面加工需要经过三道工序,并且定位基准与设计基准是重合的,由前叙工作可知加工余量为4mm,公差等级分布在IT6-IT7,采用CA6140的车床进行车削和MG1432A万能磨床磨削,取粗车的切削深度为 =2mm,能达到的精度取IT10-13,表面粗糙度为Ra=10-80um,取半精车的切削深度为=1.5mm,能达到的精度取IT8-IT11,表面粗糙度为Ra=2.5-12.5um,精磨的磨削深度=0.5mm,加工精度可达到IT6-IT7,表面粗糙度Ra=0.16-1.25um,上述方法确定外圆面的加工余量、工序尺寸公差、以及表面粗糙度如下表
=2mm,能达到的精度取IT10-13,表面粗糙度为Ra=10-80um,取半精车的切削深度为=1.5mm,能达到的精度取IT8-IT11,表面粗糙度为Ra=2.5-12.5um,精磨的磨削深度=0.5mm,加工精度可达到IT6-IT7,表面粗糙度Ra=0.16-1.25um,上述方法确定外圆面的加工余量、工序尺寸公差、以及表面粗糙度如下表
表1-4 外圆面加工各工序的要求

中间环(左右端面)的加工需要经过三道工序,并且定位基准与设计基准是重合的,由前叙工作可知加工余量为4mm,公差等级分布在IT12-IT13,采用CA6140的车床进行车削,取粗车的切削深度为=2mm或=1.5mm,能达到的精度取IT10-13,表面粗糙度为Ra=10-80um,取半精车的切削深度为=0.5mm,能达到的精度取IT8-IT11,表面粗糙度为Ra=2.5-12.5um,上述方法确定中间环(左右端面)的加工余量、工序尺寸公差、以及表面粗糙度如下表
表1-5 中间环(左右端面)加工各工序的要求

 的外圆面加工需要经过三道工序,并且定位基准与设计基准是重合的,由前叙工作可知加工余量为4mm,公差等级分布在IT8-IT9,采用CA6140的车床进行车削和MG1432A万能磨床磨削,取粗车的切削深度为=2mm,能达到的精度取IT10-13,表面粗糙度为Ra=10-80um,取半精车的切削深度为=1.5mm,能达到的精度取IT8-IT11,表面粗糙度为Ra=2.5-12.5um,精磨的磨削深度=0.5mm,加工精度可达到IT6-IT7,表面粗糙度Ra=0.16-1.25um,上述方法确定外圆面的加工余量、工序尺寸公差、以及表面粗糙度如下表
的外圆面加工需要经过三道工序,并且定位基准与设计基准是重合的,由前叙工作可知加工余量为4mm,公差等级分布在IT8-IT9,采用CA6140的车床进行车削和MG1432A万能磨床磨削,取粗车的切削深度为=2mm,能达到的精度取IT10-13,表面粗糙度为Ra=10-80um,取半精车的切削深度为=1.5mm,能达到的精度取IT8-IT11,表面粗糙度为Ra=2.5-12.5um,精磨的磨削深度=0.5mm,加工精度可达到IT6-IT7,表面粗糙度Ra=0.16-1.25um,上述方法确定外圆面的加工余量、工序尺寸公差、以及表面粗糙度如下表
表1-6 外圆面加工各工序的要求
八、 确定切削用量及基本时间
工序05(粗车外圆面)切削用量及基本时间的确定。
本工序为粗车外圆面的外圆,机床采用CA6140车床,由前述可知选用的刀具为YG8硬质合金刀具,根据加工条件和工件材料,由表5-35、表5-36、表5-37、表5-38得刀具参数为主偏角 ,前角
,前角 ,刃倾角
,刃倾角 、刀尖的圆弧半径为
、刀尖的圆弧半径为 ,由表5-40可知,车刀的合理耐用度为T=60min。
,由表5-40可知,车刀的合理耐用度为T=60min。
1. 确定切削用量
(1)确定背吃刀量 由前述可知粗车的双边余量为3mm,故可知单边余量为1.5mm,即=1.5mm。
(2)确定进给量f 根据表5-41可知,当粗加工铸铁的时候,根据表5-42,按照CA6140机床的横向进给量,选取f=0.2mm/r.
(3)确定切削速度v 根据表5-43的计算公式确定切削速度

根据表5-43可知,查得 =189.8,
=189.8, =0.15,
=0.15, =0.2,m=0.2。因为本例题的加工条件与该公式的应用条件不完全相同,故需要根据制造手册来对车削速度进行修正:根据刀具的耐用度T=60min,得修正系数
=0.2,m=0.2。因为本例题的加工条件与该公式的应用条件不完全相同,故需要根据制造手册来对车削速度进行修正:根据刀具的耐用度T=60min,得修正系数 =1.0,根据工件材料
=1.0,根据工件材料 =200Mpa,得出修正系数
=200Mpa,得出修正系数 =1,根据毛坯表面状态查得修正系数
=1,根据毛坯表面状态查得修正系数 =0.765,根据主偏角,查得修正系数
=0.765,根据主偏角,查得修正系数 =1.0,刀具材料YG8,得修正系数
=1.0,刀具材料YG8,得修正系数 =1.15。所以有:
=1.15。所以有:
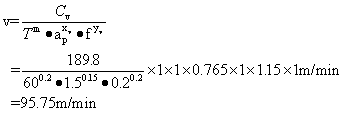
查表5-44,根据CA6140机床上主轴的转速的选择n=710r/min,则实际切削速度为:

检验机床功率 由表5-45查得切削力 和切削功率
和切削功率 的计算公式如下:
的计算公式如下:

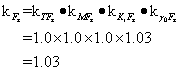
式中的数值由表5-45查得:分别为 ,
, 。由表5-32得:与刀具耐用度相关的修正系数
。由表5-32得:与刀具耐用度相关的修正系数 ;与工件材料相关的修正系数
;与工件材料相关的修正系数 =1.0;与主偏角相关的修正系数
=1.0;与主偏角相关的修正系数 ;与前角有关的修正系数
;与前角有关的修正系数 。因此总的修正的系数为:
。因此总的修正的系数为:
所以,切削力为:
切削功率为:
根据表5-46得知:CA6140机床电机的主功率 =7.5KW,因为
=7.5KW,因为 ,故上述切削用量可用。最后确定的切削用量为:
,故上述切削用量可用。最后确定的切削用量为:
2.基本时间
由表5-47的镗孔的基本时间为:
式中,l___切削加工长度,单位为mm
 ——刀具切入深度,单位为mm,
——刀具切入深度,单位为mm, ;
;
 ——刀具切出长度,单位为mm,
——刀具切出长度,单位为mm, ;
;
 ——单件小批量生产时的试切附加长度,单位为mm;
——单件小批量生产时的试切附加长度,单位为mm;
i——进给次数
由前述的条件可知:l=19mm, ,=4mm,=0,f=0.2mm/r,n=710r/min,i=1。所以基本时间为
,=4mm,=0,f=0.2mm/r,n=710r/min,i=1。所以基本时间为
思考与总结
通过此次课程设计,让我受益非浅,不仅培养了我们发现问题、分析问题、解决问题的逻辑思维能力,更重要的是学会了熟悉运用机械制造工艺学中的基本理论实际知识解决零件在加工中的定位,夹紧,以及工艺路线安排,工艺尺寸确定等问题保证加工质量。通过这次惰轮轴轴的设计,让我们从机械基础到公差配合、从机械制图、计算机绘图到机床设备应用,把机械制造过程中的各种知识综合整理,又有了更高层次的理解和发现。
在设计中,老师的细心指导,让我们了解了自己在学习过程中的缺陷,使我们进一步熟悉及应用机械制造中的理论研究,培养了我们一丝不苟、严谨认真的工作作风和良好习惯!课程设计是我们所学知识的总结及运用,同时也让我们进一步熟悉了计算机的操作(特别是CAD、word、excel),让我们为毕业后工作有了信心。在此,感谢老师的认真指导!同时,在设计的过程中,我们也遇到了很多问题,其中就有不少就是因为自己的知识储备是很有限的,因此,我也更加感受到了自己的不足并决心努力克服改正。
参考资料
1 张世昌 主编·机械制造技术基础·北京:高等教育出版社,2001.1
2 郑修本 主编·机械制造工艺学·北京:机械工业出版社,1997.7
3 赵志修 主编·机械制造工艺学·北京:机械工业出版社,1990.6
4 明兴祖 编著·数控加工综合实践教程·湖南工业大学,2005.8。可登陆网址为:校级精品课程《数控技术》中”数控加工综合实践教程”部分内容