我从1985年局技工学校毕业分配到局总公司机电队工作,1987年底调至煤气厂后,我一直从事电气自动化工作至今。专业工龄已二十余年,在为期间所参加的设备维修、工程改造、大系统的综合设计及安装调试,林林总总,不计其数,而大型的工程有数十项之多。八十年代参加工作后,正值二型表更新换代之际,数年后既由原来的三型表全部更新为智能数显以有数字控制,电气控制系统也逐步走向控制自动化,而控制方式也由原来的气动模拟量转变为数字式多回路负反馈。在此,把我所20##年—20##年参与主持的技术项目作一简单陈述。
一、煤气锅炉过程自动化改造
我厂先后四次对六台燃煤锅炉改造为燃气锅炉,燃煤锅炉改造为燃气锅炉不仅是锅炉炉体结构的改造、变动,更重要的是过程控制的彻底变更与改造。控制方式由原来的机械传动与滞后人工操作相结合的控制方式,改变为数控PID滞后闭环负反馈自动控制方式。在改造任务下达后,经与相关技术人员一起分析,梳理燃气炉的运行的关键参数后,设计了该综合系统的测量、控制系统,其中包括炉膛负压检测、炉膛温度检测、省煤气前后温度检测以及煤气流量的检测、显示及报警系统。该系统审核通过后,由我负责带领电气控制相关人员一起安装、调试并实行投运。在投运后经一段时间的运行观察,厂上下一致认为综合系统稳定,过程可控,效果良好。
在此基础上,我厂为稳定锅炉的蒸发量,解决昼夜锅炉出力变化较大,蒸发量不一致的问题,责承电气控制人员探讨解决该问题的技术方案。为此,经查阅大量的技术资料并与相关人员讨论,确定了以汽包液位为测控量,以比例积分微分控制器为主运算控制器,以智能数字操作器为精确驱动器,以定位器为受控输出器件,以气动调节阀为定位执行机构的技术方案,在经厂有关领导审核同意后,由我负责方案的施工及准备工作。较为关键的是液位检测系统,而且该系统为整个系统的关键所在,不仅耐高温、高压,它的精度直接影响整体系统的工作精度。为此,我引进了较为先进的德国克罗尼磁翻板液位计(BM26型,量程为±175mm)作为汽包液位的信号检测,不仅可就地把汽包液位变为DC4-20mA的直流信号,远传到控制室的二次仪表上,进行远程PID运算后,运算结果即为操作器的驱动信号,该信号由操作器采样、去抖、放大后作为定位器的工作信号,驱动气动薄膜调节阀执行器工作,从而构成了一个闭环负反馈控制系统,该系统在投入运行以来,工作状态良好,可控性强,稳定度高,并逐步推广到厂内所有的锅炉上水。在改造完成后,3#锅炉房12月8日点火一小时后,水位控制打到自动位置,运行良好。
此供水系统中,供水水泵处于不间断运行状态,而调节阀的开度的大小则受自动上水系统的控制,为此,为了减小水泵的压阻,在供水管路中设计安装了ZMHN-16自力式压力调节阀,稳定上水压力在1MPa左右,既减小水泵阻力,又稳定供水压力,上水系统更趋于稳定。
二、煤气脱压及熄火保护
燃煤炉改造为燃气控制后,存在因供气系统瞬间脱压引起燃气炉熄火,而在熄火后,瞬间供气压力恢复到正常值,即实现正常供气。这对燃气炉是非常危险的,因为熄火瞬间,炉膛内温度为800多度,煤气不经燃烧直接大量聚集在800℃的炉膛内,极可能爆炸,造成事故。
为此,设计了脱压掉电保护系统,该系统由压力采样管(Φ14×2无缝管)、压力变送器、二次无纸记录仪、可控切断阀、UPS、继电器等组成。由采样点采样后,送到压力变送器中,由压力变送器把压力信号变为DC4-20mA的信号,送到二次表记录仪上,而记录仪的上下限为无源触点作为触发开关,经电源串入电磁阀后,下限报警时,相应的下限触点由常开转常闭,接通电磁阀回路,电磁准绳的二位五通阀在电磁阀电源接通后,由二位五通阀换向,接通压缩空气,使压缩空气进入切断阀的气缸内,推动活塞运动,驱动了阀的关闭推杆,实现了煤气在脱压时的关闭保护。
在电网因故掉电后,由中间继电器接入UPS,直接驱动电磁阀,接通压缩空气,关闭切断阀,实现了掉电保护。
该系统虽小,但较为复杂,不仅仅由上面提到的部分构成,同时还有鼓风联锁、引风联锁等部分构成。
该系统在厂3#锅炉房投运后,因完善的控制系统以及各类自动系统,该锅炉房为我局自动化程度最高,卫生最好的锅炉房。
三、炭化车间控制系统的改造
炭化炉为80年代伍德式炭化炉,其控制方式粗放,效能不高。煤气厂决定在炭化炉大修时对控制系统进行改造,在定初步方案时,提出了性能优越,价格相当的EJA变送器取代原来的1151变送器,以及智能数显控制仪取代价格昂贵的温度压力记录仪,其次在废热炉加装了自动给水系统,以及自动压力调节器等控制系统。该改造项目投产后,化二院自控部分设计师郑乔来厂参观时,对该项目给予了很高的评价。
四、第一加压站断油断水保护系统的改造
一加压站七台煤气压送机断油断水保护系统采用电接点压力表,由于压送机运行时振动大,电接点压力表指针抖动,易和压送机频率形成共振,这不仅造成压力表压力指示不准,同时,经常振断复位弹簧。为此,在改造中,采用防爆压力控制器代替电接点压力表,用设定的高低限及其相应的无源触点作为通断开关,控制八路LED闪光报警器的改造方案,经改造后,该保护系统不仅克服了原有系统的故障率高,指示不准确等缺点,克服了原来系统指示灯泡易损坏的缺陷,而且直接显示报警机号,因此,更加直观、准确。
五、单片机煤气浓度监控系统的网络化设计与应用
一、立项原因及背景
在我厂煤气生产各环节中,特别是在变送机、冷鼓、压缩等工段,由于各种原因,煤气渗漏少 量泄漏时有发生,工房车间内渗漏的煤气集聚达一定浓度时会发生爆炸。而长期以来,工房车间内煤气浓度的监测工作仅依靠工人的经验进行判断,这不仅给生产带来了不安全因素,也对车间岗位工人的生命造成了一定的威胁,因此,有必要设计一种多点煤气浓度实时采集监控系统,这种系统能在工控机(IPC)上实时显示测量点的煤气浓度;在该测点浓度超过设定临界值时能自动接通轴流 风机进行排送、吹散并发出相应的报警,还可通过工控机绘制整个生产过程中同一测点的浓度变化曲线图。可追溯查询一月内该测点的浓度变化,从而为安全高效生产提供详实的实时参数,以便于厂生产各环节的工艺调整以及安全预警,尽管该系统设计较为完善,但在实际投运以来发现存在监测点相互独立,仅为本系统有效,系统之间数据不能共享,未接入厂调度系统,不便于全局统一调度,为了更有效地发挥该监测系统的作用,实现监测系统的数据共享,接入厂调度环网,完成与厂调度指挥系统的数据融合,在现有的监测系统中,进行了二次开发,使之具备了与调度环网直接通讯的能力,不仅实现了该系统的环网接入,同时,取消了众多的上位机,降低了系统的运行成本。该监测系统对煤气厂安全生产有着重要意义。

回顾从业二十余年,有艰辛的汗水,也有成功的喜悦,从不谙事故的青年,到如今鬓发斑白行业中的老年者,除自我的历练外,单位的培养、师傅的教诲,桩桩件件,历历在目,象昨日一梦般的清晰,在此,除表达对多年培养我的单位的感激之情,以及师傅的栽培之恩外,我所能做的将是继续做好我的本职工作,为集团公司为厂多作贡献。
第二篇:福建省技师、高级技师职业资格考评技术能总结
福建省技师、高级技师职业资格考评
技 术 能 力 总 结
——ME2015全自动内圆磨床的PC改进
本人于19xx年9月从事维修电工工作,经过函授等二十几年的不断学习和经验积累,逐渐成长为单位的业务骨干,本人熟悉设备电器的工作原理,和厂里的技术人员等一起改造了一些设备,解决了许技术问题如ME2015自动磨床为我厂75年进厂的无锡机床厂70年代产品,由于其控制线路故障频繁,维修困难,设备一直处于半闲置状态。所以今年我们应用可编程序控制器(PLC,简称PC)对机床电器控制部分进行了改造,取得了满意的效果。现把我们改造工作做一总结如下:
一、 原机床情况
机床为全自动液压机床,按照顺序动作运行,整个动作步骤为上料,磨架左移磨头进入工作,头架跳进、进给机构快进给,粗进给、无进给、光磨、砂轮修整、精磨、无进给光磨等,从上料开始至磨削结束,一次完成轴承套圈的内圆磨削工作,通过主动测量仪表的测量发讯,能十分精确地对工件的尺寸进行控制。全自动、半自动、调整和长期修整四种工作状态可通过开关进行转换。
机床由二级管造成矩阵电路,16个继电器、2个时间继电器组成顺序控制系统,对13个电磁阀进行顺序控制,各种动作由5个液压油缸驱动,十几个限位开关对各种动作位置进行检测,
二、改造方案
因为原机床是以顺序控制为主,并且大部分为开关量信号,因此选用PC来改造控制系统是很合适的。
目前国内PC价格仍较贵,大约每一输入输出点约合人民币80~100元,我们选用80个输入输出点的PC,人民币4千多元,如果仍用继电器恢复原线路,虽然价钱约低200元,但故障率高,维修难的状况依然会存在,故决定选用PC
改造方案。
在选用PC时,我们主要考虑了以下几个方面:
1、 输入输出点(简称I/O)
首先根据被控对象的最大需要(检测信号和控制量的多少)来计算I/O点数。用按钮、限位开关、压力开关、拔码开关,测量仪发出的信号作为PC的输入;以继电器的线圈,电磁阀的线圈以及信号指示灯等进行PC的信号输出。算出I/O点数后还适当增加了10~20%的裕量,以适应追加和变更控制性能的需要。
2、存储器
一般的顺序控制电路选择PC的存储容量应是I/O总点数的十倍,另外还在注意一下存储器的类型及掉电时的程序保护等。
我们选用的PC有4K容量的EPROM和8K容量的RAM,用锂电池作为RAM的掉保护,RAM里的程序靠电池可保持2年以上。
3、指令和内部寄存器
还有基本指令和特殊指令是否能满足控制需要,也是我们选择PC的要求。
4、处理时间
梯形图从头执行到尾称为一个扫描周期。一般PC的扫描周期为几毫秒至数十毫秒。I/O点数较多的大中型PC,扫描周期还要根据系统配置情况算一下。如果输入信号的频率高于扫描周期,将不能及时地检测到信号,应选高速计数模块。
我们这台机床的输入信号远慢于扫描速度,可以不考虑处理时间。
5、方便性
这是指PC程序的编写、检查、修改是否方便。YZ-PC-001A程序的编写、检查、修改都较方便,程序的固化可在机上完成,不必增加设备。
6、安全功能
PC本身发生异常时有无报警、保护等功能。
我们选用了苏州东方数控集团公司的YE-PC001A型PC,这除考虑前面说到的几点外,还因为这种PC具有步控指令,适用于循环控制的需要,同时其I/O
点数和型式可随意组合,便于选取。各功能模块可以取出,便于维修。价格也相对便宜。
三、改装内容
1、安排I/O地址
本次改装采用三个八位拨码开关作为两次光磨的时间选择和计数修整的数量选择,YE-PC-001A外部定时只能占用0号卡和1号卡。只能接受两个8位拔码开关直接输入。但因两次光磨延时工作不在同一时刻,所以我们利用两个输出点作为分时控制两个拔码器的接入时间,达到了0号卡的扩展。要对二个拔码器采用二极管隔离处理,防止信号串位。具体接线见附后的程序的输入输出模块安排部分。其他输入信号安排在2、3、4、5号卡,输出安排在6、7、8、9号卡。
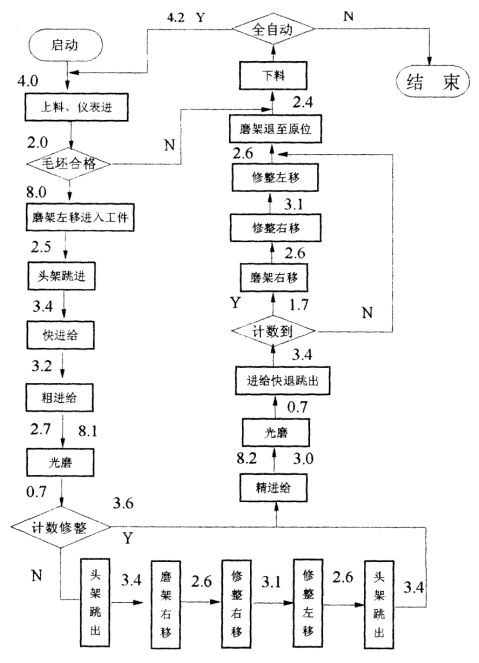
图一、循环流程图
机床的动作顺序如下:
按动启动按钮后,机床进入上料,砂轮移进,头架跳进,快进给,粗进给、光磨、修正砂轮、精磨、二次光磨、头架跳出,进给复位、磨架复位,下料的自动循环工作,根据动作时序、编写出动作顺序流程图、如图一所示。流程图中包含四个判断,以达到自动、半自动、计数修整与中间修正的循环功能。
要完成上述循环控制需用到步进指令(代码SC)。步进指令是一种功能很强的指令,利用它可以实现多种控制功能(如顺序控制、有条件分支、无条件分支、循环、复合等控制功能)。图二为步控指令的基本形式。其特点是每一位的输出是自动保持的,保持到下一位有效或清除为止,内部实行连锁。步进控制
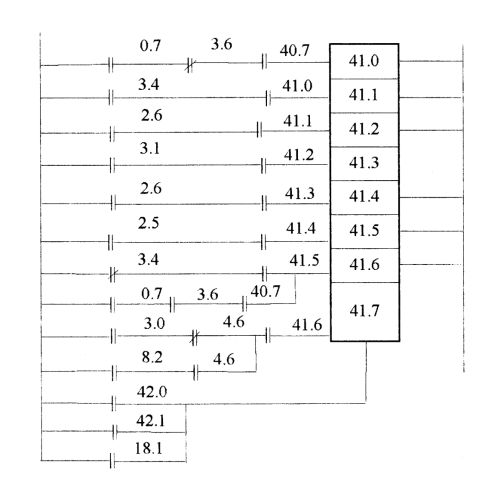
图二、步控指令的基本形式
指令可以直接由流程图变换成梯形图。全部程序附后。
步进控制是以后入优先电路。在编写梯形图时,为了保证按步运行,把前一步的输出作为后一步的输入条件,确保步进。如图二中41.1的输入以41.0作为条件。
在编写梯形图的过程中,还应考虑顺序扫描情况,编写程序有一定的技巧,也要考虑各互锁及清除的时序问题,有些初看合理的程序因不注意这些问题面无法运行。另外还应合理安排内存。在内存容量够的情况下,我们力求程序流畅明洁,看时易懂,避免复杂的叠套。
因ME2015自动磨床循环过程中,动作多,所编写的程序较长,所以就不一一加以解释。这里举一两个程序中需注意的地方作一点说明。
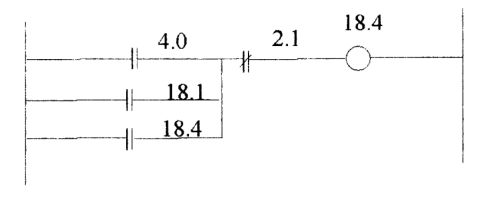
其一是机床中设有复位按钮2AN,遇有异常情况时可作紧急复位,退出工作状态,另遇保护开关动作,也作用于复位。但如在磨削过程中,砂轮还在工作中,复位动作时,机械手与砂轮同时动作,可能造成碰撞事故,因此有互锁电路,只有在磨架退到原位后,机械手才能复位。专设一个线圈18.4,作复位信号的保持,直到机械手回到下料位为止,如图三所示2.1触点为机械手原位输入信号,18.1为清“0”线圈输出
图三、复位记忆
二是配合仪表循环的尺寸控制,设立一个脉冲振荡器,如图四所示。当第
二次光磨延时到而工件尺寸未到,仪表尺寸到信号没有发出,步进器运行到
42.0;由19号和寄存器20号组成的振荡器工作,输出20.7脉冲信号,控制进给油缸作微量脉动进给至尺寸到,进入下一步为止,保证了工件尺寸的磨削精度。
图四、脉冲振荡器
本次改造,因两台磨床已久,机床线路改装后,程序在现场运行调试,程序经过两天的调试、修改,就投入生产运行。
通过PC改造的这两台磨床,运行至今,情况一直良好,PC机使机床增加了原来所没有的新功能如脉动进给,长期修整中每个往复都有的补偿等。另外增加的计数修整功能对提高工效起到了很大贡献,而光磨延时采用微机计时后,稳定可靠,磨削的套圈精度更高,工件废品率接近于零,偶尔出现的故障也只是因为个别电磁阀较紧,动作不正常,以及油泵电机热保护动作停引起,因PC本身引起的故障没有出现。总之,PC改造使这两台接近报废的设备性能从三、四十年代的继电控制水平一步跃到八十年代的微机控制水平,是一在飞跃。生产效率大大提高,已成为一磨车间内圆磨削工序的主力设备,成为操作者比较喜爱的设备。本次改造成功,成绩相当可观。
在过去的二十多年中,虽然做了一些工作,取得了一些成绩,但学习是无止境的,只有不断更新知识,掌握新技能,才能跟上时代发展的步伐和满足企业的需要,做一个高素质的员工,为国家和企业多尽一份力。
根据自己的技术能力和业绩,对照国家职业标准,本人已达到了维修电工高级技师的水平。
