QE跟线工程师日常工作流程
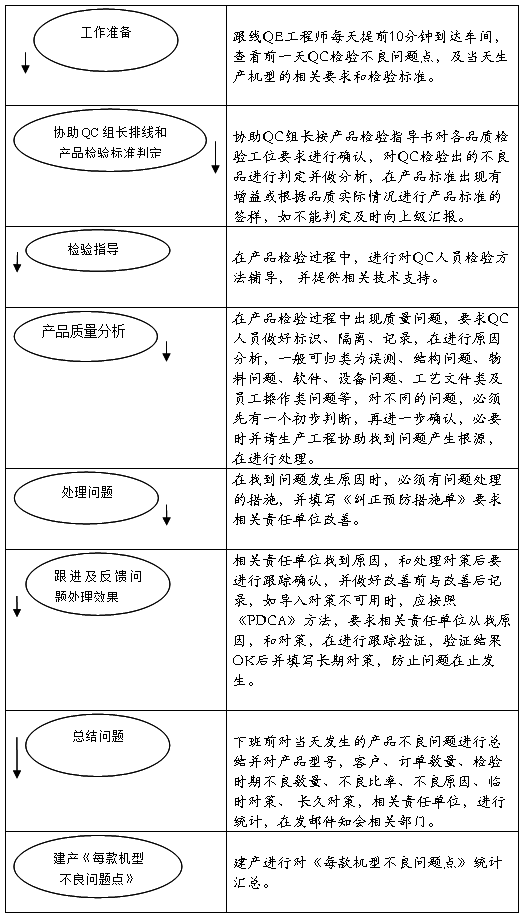
工作准备
1. 提前10分钟上班,查看上个班次交接纪录,了解上个班次生产状况,及生产中的一些异常,采取了哪些措施?有哪些未完成项目,需要去解决的?
2. 确认今天负责的线别生产的机型,查看对应的《机型问题清单》,了解此机型的几个控制点,之前发生异常时采用了哪些措施。
3. 自己制定今天直通率目标,产能目标。(期望突破的目标)
4. 参与线长与员工的班前会议,介绍一下将要生产机型的控制点在哪里,并提出我们期望的产能及直通率目标,这件事意义重大,坚持做下去,一定会事半功倍。
5. 确认治具是否齐备,是否有所损坏。
一. 生产过程中
1. 确认生产机型几个控制点的员工作业方式是否正确,如果有错误操作,应及时辅导培训。
2. 不良品处理,首先把不良品进行分类,如作业不良,物料异常,设计缺陷,重点解决作业不良,重点分析影响直通率的前三项。
2.1作业不良:
根据不良现象及分析的原因,找出制造不良的工位甚至制造不良的员工,对制造不良员工进行在线培训,并让线长和IPQC监督,并在接下来的时间里确认改善作业方法后效果,即作业不良的数量是否降低,以数据来判断措施的有效性。
2.2物料异常:
物料异常大致分为两种,一种是纯粹外观异常,如色差,划伤,脏污,另一种是结构方面异常如尺寸,变形,漏加工等。
2.2.1关于外观不良,工程指导产线根据品质所签的限度样品进行随线挑选、线外挑选,又或是由供应商来我司挑选,并让PQC重点检查此外观不良。
2.2.2关于结构异常,工程分析原因,并制定二次加工方案,培训员工如何操作,重点培训加工到什么程度才是我们需要的,让员工明确:加工的目的以及加工的控制点,
关于来料物料异常按以下流程处理:

2.3设计缺陷
2.3.1临时解决措施,物料上线,交货在即,有效可行的临时措施非常重要,跟线工程师在没有制定有效措施之前,可申请停线或转令,工程可以利用这个时间培训员工之前的作业方面的错误操作,并培训所归纳的控制点,让员工充分了解这个产品;与此同时跟线工程师把异常向上反馈,异常分析工程师继续分析并制定临时对策,待有方案时,及时培训员工,充分讲解二次加工的原理,操作方法,及控制点,最好借助于治具,这样可使得加工的产品保持一致性,并且不会有过失。
2.3.2长期对策,产线恢复生产后,要与研发检讨后续改善的措施,如何去避免,如改板、换元件、改模等等,在有方案后,要明确库存物料处理方式。
2.3.3记录异常和解决措施,更新《机型问题清单》
3. 针对所有临时措施,都要50-100PCS试投,而不是大批量的导入,防止不可预知的不良产生。
4. 关心每个小时的产能及直通率,对数字要很敏感,对影响产能和直通率的工位和员工,要及时培训和杜绝不良操作,跟线工程师要准确了解产线真实而且变动的数据。
三.生产结束

 1.汇总当日生产产能及直通率,制定每个小时直通率及产能报表,以邮件的形势发出来,让大家了解每条线的生产状况。
1.汇总当日生产产能及直通率,制定每个小时直通率及产能报表,以邮件的形势发出来,让大家了解每条线的生产状况。
2.填写交接纪录,重点交接:未完成项目、待跟进效果项目、有异常项目等需要下个班次特别留意的事项,避免发生重复而且已经有措施控制的异常。
3.更新《机型问题清单》,并知会所有PE人员,达到资源共享目的
4.查看下一班的身产排配计划,检查作业文件与工装治具的完备状况,如有缺失,即做或
安排他人做相关准备,不影响下一班的正常生产。
第二篇:QE工程师职务
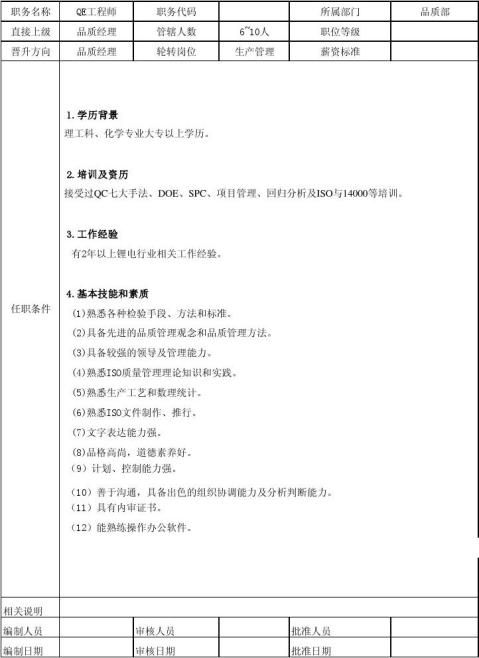
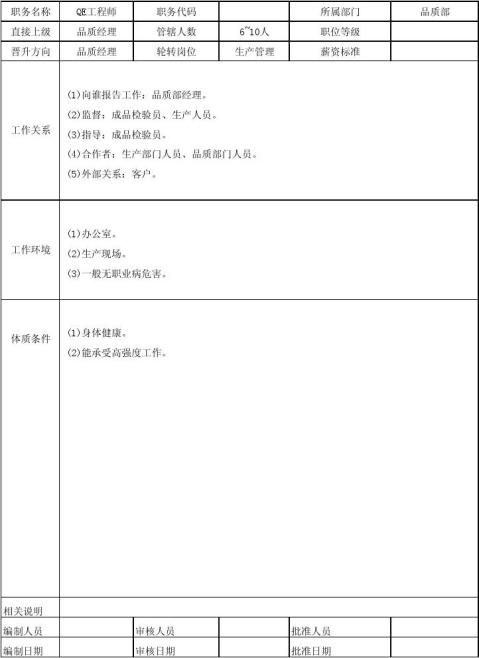
品质部QE工程师职务说明书
品质部QE工程师职务说明书
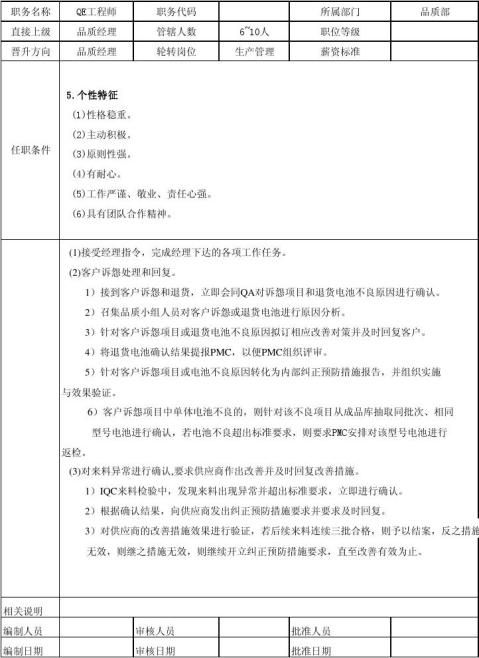
品质部QE工程师职务说明书
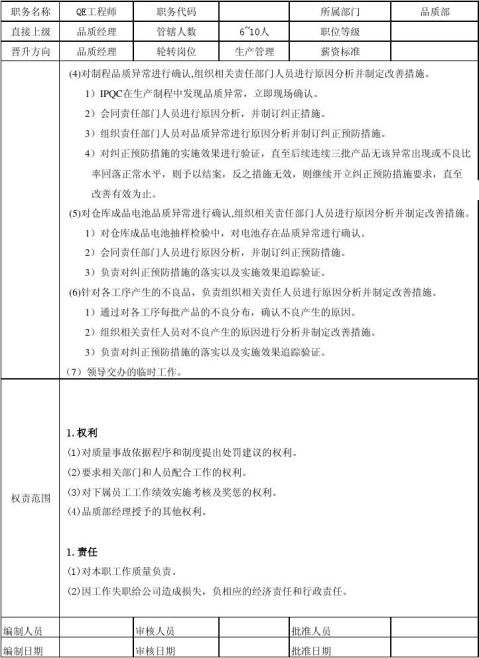
品质部QE工程师职务说明书
案,反之措施