一、首先是开场白:
各位老师,上午好!我叫金函绪,是08级机制3班的学生,我的毕业论文题目是对讲机注塑模具毕业设计。论文是在李章东导师的悉心指点下完成的,在这里我向我的导师表示深深的谢意,向各位老师不辞辛苦参加我的论文答辩表示衷心的感谢,并对四年来我有机会聆听教诲的各位老师表示由衷的敬意。下面我将本论文设计的目的和主要内容向各位老师作一汇报,恳请各位老师批评指导。
二、 内容
首先,我想陈述这个毕业论文设计的目的及意义。
设计对讲机注塑模具,是基于一下几个目的:(1)熟悉拟定塑料成型工艺和模具设计原则、步骤和方法。增加对注塑模具的认识,对塑料模具制作过程有一个大概的了解。锻炼自己对未曾接触过的事物的分析问题和解决问题的能力。
其次,我想谈谈这篇论文的结构和主要内容。
本文分成10个部分.
第一部分是前言。这部分主要阐明了我国注塑模具的现状以及未来的发展方向
第二部分是塑件工艺分析。这部分主要进行了塑料结构和材料成型工艺分析,并确定脱模斜度和模具的结构形式,同时完成浇注系统的设计。
第三部分是注射机型号的确定。这部分需要进行注射量、塑件和流道凝料在分型面上的投影面积及锁模力的计算,并校核注射剂的工艺参数,确定注射机的型号。
第四部分是模架的确定。主要确定模架的型号以及各板的尺寸。
第五部分是合模导向及定位机构的设计。包括了导柱、导套以及斜导柱侧抽芯机构的设计。 第六部分是脱模机构的设计和计算。主要囊括了脱模机构的设计原则及分类,脱模阻力的计算和脱模机构的选用。
第七部分内侧抽芯机构的设计。主要完成内抽芯距的计算。
第八部分是模具温度调节系统的设计和计算。包括了冷却系统的设计及冷却装置的设计要点,计算冷却参数和冷却时间。
第九部分模具零件的选材和制造工艺。主要包括了模具各零件的选材及制造工艺。
第十部分是模具的装配和工作过程。主要包括模具装配的步骤和模具工作过程校验和修改。 不足之处:
本次设计的不足之处是我对模具设计过程中思考问题有些简单,没有实践经验,不能根据实际情况来修改,以及对塑料模具知识的缺乏,使该设计中有不足之处,请各位老师批评指正。 老师提问:
(10)本论文的优缺点:对塑料模具在成型过程中有了更深一层的理解,掌握了塑料模具成型的机构特点及设计计算办法,对独立设计模具具有一次新的锻炼,学会了分析问题、解决问题的方法。本设计的不足之处在于:大量生产后,由于顶针板变形,模具中斜顶杆不能准确复位,并对型腔造成损害,使塑件上有磨伤,且侧凹位置发生变化,无法满足装配要求。
(9)写作毕业论文的体会
通过本次毕业设计,对我在大学阶段所学习的模具设计方面的知识做了一个很好的总结和巩固,也对平时所学习的比较零散的知识做到了系统化的运用。也发现了自己在学科内的某些方面知识的欠缺,做到了很好的复习和理解。通过本次设计,对模具的设计和加工有了一个比较系统.全面的认识和了解,同时也遇到了很多问题,但在李章东老师的热心指导下,终于圆满完成了设计任务,在此对给予我帮助的老师们及同学们表示真挚的感谢。
(8)还有那些问题自己还没有搞清楚,在论文中论述的不够透彻?
对于斜导柱的侧抽芯机构不甚了解,对斜导柱和滑块、导槽的配合过程中的整个动作过程
不太明白。对斜导柱的在模架上的安装位置还不太明白。
(7)论文虽未论及,但与其较密切相关的问题还有那些?
我对塑料的基本情况进行了了解。首先是塑料的组成和特性,塑料由合成树脂和添加剂组成,添加剂包括填充剂、稳定剂、增塑剂、润滑剂、固化剂、着色剂。其次是塑料的特性,包括质量轻、电气绝缘性好,强度刚度高、化学稳定性好。热导率低,耐磨性能优良。最后是塑料的分类,按合成树脂受热的状态可以分为热塑性塑料和热固性塑料,按应用范围分为通用塑料、工程塑料、特种塑料。
(6)在研究本课题的过程中发现了那些不同的见解?对这些不同的见解,自己是怎么逐步认识的?又是如何处理的?
对分流道设计过程中,由于分流道的截面有圆形、梯形、U型、矩形等,为了减少分流道内的压力损失,希望分流道的截面面积要大,同时,为了减小散热,又希望分流到表面积要小,对选用U型还是梯形分流道选择不太确定,经过查找模具设计与制造手册,查的为评价分流道截面形状的优劣,可用水力半径R=A/X来确定,A代表分流道的截面面积,X代表分流道的周长,R反映了分流道的流道效率,R越大,流道效率越高,意味着流体和流道壁的接触少,阻力小,通流能力强。
(5)全文各个部分之间的逻辑关系如何?
注射模具主要有七个机构组成,分别是成型零部件、浇注系统、导向装置、脱模机构、侧向分型与抽芯装置、温度调节系统、排气系统。首先对塑件进行的工艺分析,确定注射机型号,在确定成型的零部件和模架等一系列的设计,都是按照注射模具设计的一般步骤逐一进行的。了解各个部分的设计后,分别进行计算和设计,最后组成这个论文。
(4)全文的基本框架、基本结构是如何安排的?
注射模的成型 工艺过程包括成型前准备,注射成型过程和塑件的后处理。1.对塑料ABS进行烘干,并装入料斗;2.清理模具型芯、型腔,并涂上脱模剂,进行适当的预热;
3.合模、锁紧模具;4.对塑料进行预塑化,注射装置准备注射;5.注射,其过程包括充模、保压、倒流、浇口冻结后的冷却和脱模;6.脱模过程:开模时确保模具先沿推料板与定模接触面分型,浇口被拉断,浇注系统凝料滞留与推料板上;继续开模,推料板将流道凝料由拉料杆及浇口套中脱出并自动坠落;随后拉杆起限位作用,在动定模分开的同时,斜顶实现侧向抽型,由推管、推杆顶出塑件,塑件推出后,由复位杆实现复位,并锁紧动定模板,以便进行下一次注射。(7)塑件的后处理:由于塑化不均匀或者冷却不均匀,造成塑件各部分收缩不一致,或者塑件内的内应力而导致在使用过程中变形或者开裂。因此应该消除,消除的方法是退火处理和调湿处理。
以上为答辩部分
下面是老师提问部分
(1)调质处理:调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。(2)淬火:淬火是将钢加热到相变点以上某一温度,保温一段时间,然后再水、盐水、油中冷却下来,使其得到高硬度。作用用来提高钢的硬度和强度,但猝火时会引起内应力,使钢变脆,所以淬火后必须进行回火处理。(3)表面淬火是将钢件的表面层淬透到一定i
的深度,而心部分仍保持未淬火状态的一种局部淬火的方法。(4)螺栓:由头部和螺杆两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。 这种连接形式称螺栓连接。(5)
第二篇:注塑模具毕业答辩ppt
箱盖注塑模设计指导老师:
学院:机电工程学院?班级:机制08?学生:
?


学号:?
第一章产品分析?1.1 塑件工艺性分析
?1.2 初步拟定总体设计方案
1.1 塑件工艺性分析塑料件如下图所示
塑料件为一盒盖塑件,材料采用ABS。ABS密度为1.06g/cm?,收缩率在
0.4%~0.7%之间,常用收缩率为0.5%。耐热可达90℃。ABS材料具有优越的综合性能,制品强度硬度高、刚性好、抗冲击、制品表面光泽性好,耐磨性好。并且ABS材料有优良的成型加工性,尺寸稳定性好,着色性能、电镀性能都好
1.2 初步拟定总体设计方案?方案一:制件表面粗糙度要求较高,外侧可发现有点浇口痕迹,因此需采用点浇口三板模生产。由于制品尺寸较大,排样时采用一模一腔。
?方案二:制件表面粗糙度要求较高,外侧可发现有点浇口痕迹,因此需采用点浇口三板模生产。制件排样采用一模两腔,沿宽度方向排列。
方案二型腔排列不合理,型腔布置不够紧凑;方案一模具生产效率高,型腔布置合理,塑件精度也能满足要求。为了使模具与注射机的生产能力相匹配,提高生产效率和经济性,并保证塑件精度,经综合考虑,采用方案一为佳。
第二章模仁的选择?2.1 材料选择
?2.2 计算型腔的壁厚
2.1 材料选择
适合于ABS材料成型的钢材有40Cr,供货硬度为40HRC,易于切削加工。而后在真空环境下经500C550C,以510h时效处理,钢材弥散析出复合合金化合物,使刚才硬度具有HRC4045的硬度,耐磨性好且变形小。由于材质纯净,可做镜面抛光,并能光腐蚀精细图案,有较好的电加工及抗锈蚀性能。
故这里选取40Cr作为成型零件材料。
2.2 计算型腔的壁厚根据经验,型腔至内膜镶件边之间的钢厚可取15~50mm,数值可参考下表所列经验数值选定。
型腔深度/mm
≤20
20~30
30~40
>40型腔至内模镶件边数值/mm15~2525~3030~3535~50
2.2 计算型腔的壁厚
由于本制品投影面积大于200,所以凹模厚度在型腔深度基础上加30mm.
2.2 计算型腔的壁厚根据经验,凸模无型腔,数值可参考下表所列经验数值选定。内模镶件的长×宽
≤50×50
50×50~100×100
100×100~150×150凸模厚度15~2020~2525~30150×150~200×200
≥200×20030~4040×60
2.2 计算型腔的壁厚
由于内模镶件的长×宽为230×278mm,所以凸模厚度选取为40mm。
第三章注塑模结构件的设计
3.1 模架的设计
3.2 三板模定距分型机构的设计
3.3 定位圈和浇口套的设计
3.4 模架中其他结构件的设计
3.4.1 支撑柱的设计
3.4.2 顶棍孔
3.4.3 限位钉
3.4.4 紧固螺钉
3.1 模架的设计
三板模模架又称细水口模架,需要采用点浇口进料的投影面积较大制品,桶形、盒形、壳形制品都采用三板模模架。本制品为面积较大的盒盖类制品,且产品质量要求较高,故采用三板模模架
3.1
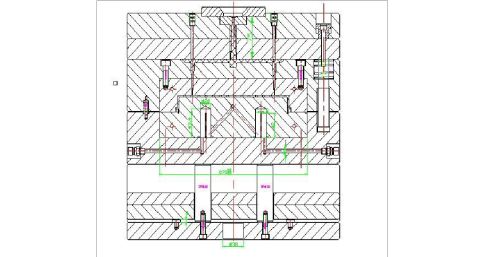
模架的设计
3.2 三板模定距分型机构的设计
保证模具的开模顺序和开模距离的结构,叫定距分型机构。定距分型机构有很多种,主要可分成内置式定距分型机构和外置式定距分型机构两种,本设计采用内置式定距分型机构
,
3.3 定位圈和浇口套的设计定位圈又称法兰,将模具安装在注射机上时,它起初定位作用,保证注射机料筒喷嘴与模具浇口套同轴。同时定位圈还有压住浇口套的作用。
本模架定位圈直径选为100mm,常用规格为φ35xφ100x15,连接螺钉选为:M6x20.0mm,直径对称位置安装两个由于采用三板模模架,所以直接采用三板模浇口套
3.3
定位圈和浇口套的设计
3.4 模架中其他结构件的设计
3.4.1 支撑柱的设计
撑头必须螺丝和管针与底板固定,撑头直径一般在25~50mm之间,撑头孔需大于撑头2mm左右。撑头用高碳钢制成。
3.4 模架中其他结构件的设计
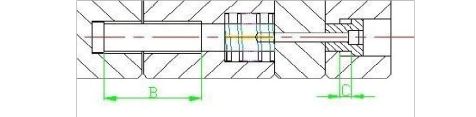
3.4.2 顶棍孔
顶棍孔的作用是:模具注射完毕,经冷却,固化后开模,注射机顶棍通过顶棍孔,推动推杆固定板,将制品推离模具。顶棍孔加工在模具底板上,当注射机有推杆固定板拉回功能时,在拉杆底板上还要加工连接螺孔。
本模架选用一个直径为38mm的顶棍孔。
3.4 模架中其他结构件的设计
3.4.3 限位钉
在推杆固定板和模具底板之间按模架大小或高度加设小圆形支承柱,作用是减少推杆底板和模具底板的接触面积,防止因掉入垃圾或模具变形,导致推杆复位不良。这些小圆形支承柱称限位钉。限位钉通过过盈配合固定于模具底板上。
本模架限位钉大端直径取φ16mm,个数取4个
3.4 模架中其他结构件的设计
3.4.3 限位钉
3.4 模架中其他结构件的设计
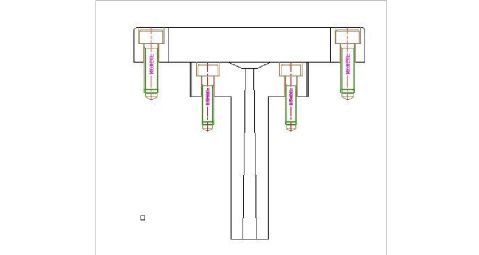
3.4.4 紧固螺钉
本模架中凹凸模仁与AB板之间,定位圈、唧嘴与面板之间采用了内六角螺钉,且分别采用了M10和M6
的螺钉进行紧固
第四章浇注系统设计本次毕设所涉及的塑料材料为ABS,流动性中等,要求模具温度50摄氏度至60摄氏度,料筒温度为180摄氏度至230摄氏度。本设计通过设计合理的冷却回路来提高
模具的冷却效果
第五章总结
通过这次毕业设计我学到了许多知识,我的毕业设计题目是收音机后壳精密模具的设计与制造,刚开始拿到课题我感觉到很茫然,因为我不知道从哪里入手所以很被动很消极,但是在指导老师孜孜不倦的指导下,我开始去图书馆查阅相关资料并且借了相关的技术手册,慢慢的开始介入了课题,通过老师的指导,周围同学的帮助,终于走到了今天的这一步。
欢迎各位老师的批评、指正!
谢谢!