机械制造课程设计
设计说明书
学院: 工程学院
专业: 机械设计制造及其自动化
姓名:
学号:
课题零件:连杆,活塞,销
指导教师:
时间: 20##年9月12日
目录
目录................................................................................................................................ 1
前言................................................................................................................................ 2
一、设计任务................................................................................................................ 3
1、总体任务.......................................................................................................... 3
2、具体要求.......................................................................................................... 3
二、零件简要分析........................................................................................................ 4
1、活塞产品开发制造介绍.................................................................................. 4
2.连杆开发制造现状介绍..................................................................................... 5
三、 毛坯选择.............................................................................................................. 5
1、 连杆毛坯制造方法....................................................................................... 5
2、活塞毛坯制造方法.......................................................................................... 6
3、 活塞销毛坯选择........................................................................................... 7
四、零件技术分析........................................................................................................ 7
1、 连杆技术分析............................................................................................... 7
2、 活塞技术分析............................................................................................... 8
3、 活塞销技术分析........................................................................................... 9
五、 工艺路线设计...................................................................................................... 9
1、 基准选择的标准........................................................................................... 9
2、工艺路线设计........................................................................................................ 10
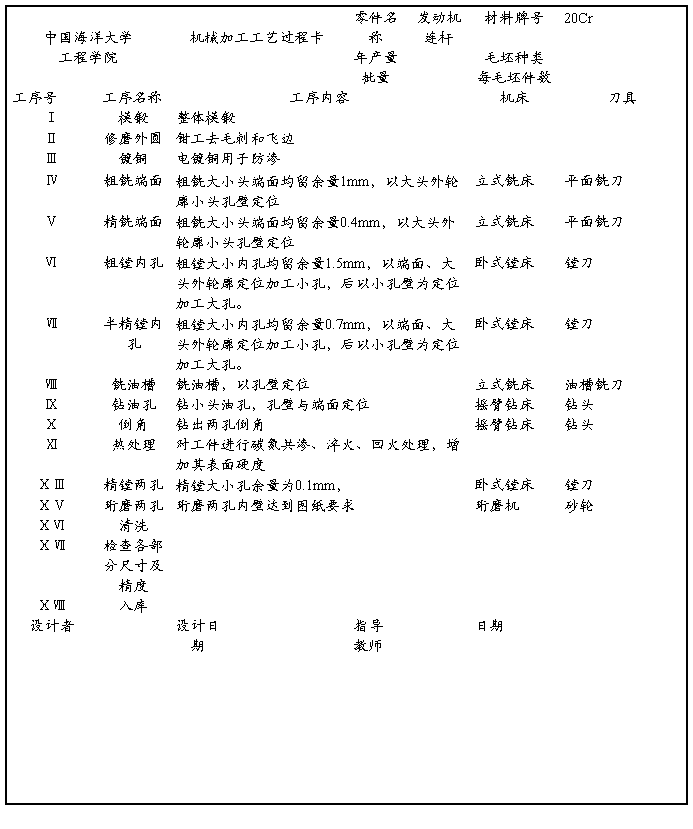
2.1、连杆工艺路线..................................................................................... 10
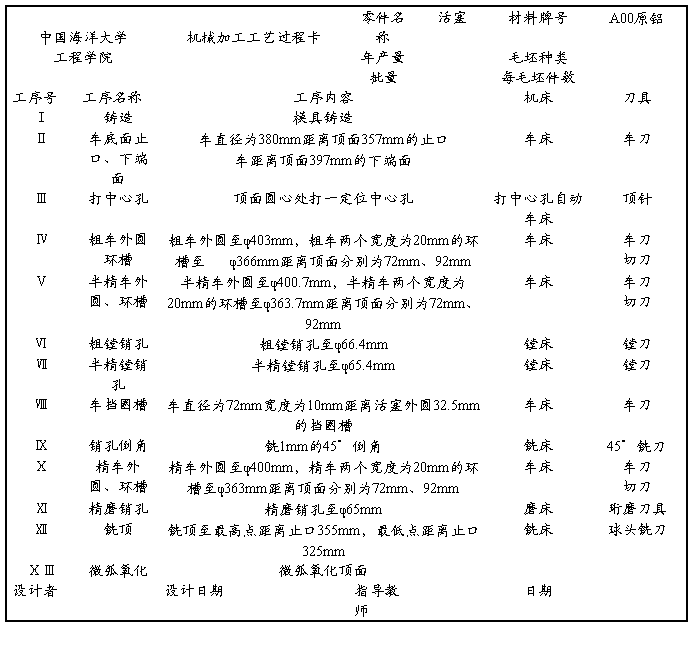
2.2、活塞工艺路线..................................................................................... 11
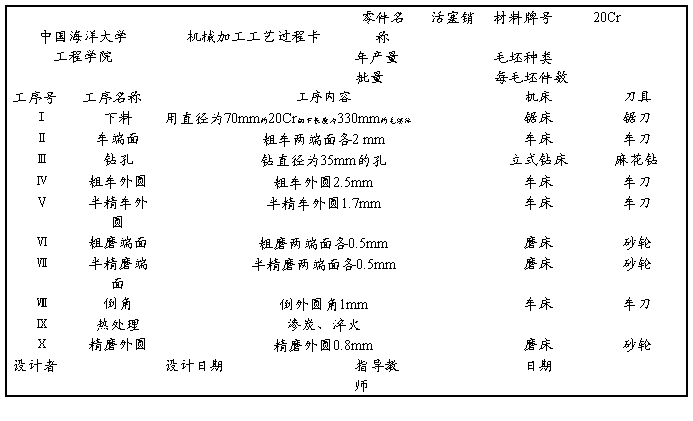
2.3、活塞销工艺路线................................................................................. 12
六、 夹具设计............................................................................................................ 13
1、夹具方案的设计............................................................................................ 13
七、设计总结.............................................................................................................. 14
八、参考文献.............................................................................................................. 15
前言
机械制造课程设计是修完机械制造技术基础及其他大部分专业课,并进行了生产实习的基础上进行的一个教学环节。这一次设计使我们能综合运用机械制造工艺中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备设计一个中等复杂程度的零件的工艺规程的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践,可为今后的毕业设计及未来从事的工作打下良好的基础。
一、设计任务
1、总体任务
根据设计任务分组进行设计,按照所给机构进行分析,确定各零部件设计方案、设计出其中的重要工序的专用夹具或模具,并绘制相应机械设计图。具体内容如下:
1)对机构进行结构分析,确定由哪些零件组成,并对各零件进行测绘;
2)明确零件在整个机构上的作用、零件的材质、要求,分析零件结构的工艺性,完成总装配图及各零件的设计图。
3)拟定工艺方案,确定毛坯种类及制造方法。
4)拟定零件的模具加工或机械加工工艺过程,设计重要工序中的一种专用夹具或模具,绘制装配图或大件零件图。
5)撰写设计说明书。一份完整的说明书一般包括以下一些项目:
(1)目录。
(2)绪论或前言。
(3)对机构的整体分析,各零部件分析说明
(4)对零件的工艺分析,如关键表面的技术要求分析等。
(5)工艺设计,如毛坯选择与说明,工艺路线的确定,工序顺序的安排,加工设备与工艺装备的选择等;
(6)模具或夹具设计,如设计思想,夹具操作动作说明等。
(7)设计总结或心得体会。
(8)参考文献书目(书目前排列序号,以便于正文引用)。
2、具体要求
(1)、中小批量生产连杆、活塞、活塞销
(2)、零件放大十倍设计
(3)、活塞材料铝A00、其他为20Cr
(4)、连杆毛坯图一份、三个零件二维三维图各一份
(5)、夹具及总装图一份
(6)、各零件加工工艺过程卡一份
(7)、各零件加工工序卡片一份
(8)、设计任务说明书一份
二、零件简要分析
1、活塞产品开发制造介绍
内燃机活塞制造技术在我国已有四十多年的发展,已经具有一定的基础,近年来通过不断的技术改造和技术合作,活塞制造技术发展很快,活塞产品质量不断提高,并且,新产品的比重逐渐加大。但是,内燃机活塞机械加工工艺过程还是存在一定的差别,并且活塞类型和加工要求也有较大差别。
现在国内大多数活塞生产企业多采用专用机床和改装的普通车床、专用工装和夹具组成的单机流水线的加工方式生产。流水线设备排列为一机一序或一机多序,流程较长。典型的汽油机活塞加工工艺过程如:粗车外圆→平顶面→车止口、打中心孔→粗镗销孔→半精车外圆、顶面→粗、精切环槽→……→精车外圆、顶面→……→精镗销孔→车卡环槽→检验……。上述加工工艺过程以止口、中心孔作为精基准,以活塞头部外圆、活塞裙部、销孔表面以及活塞顶面等为主要加工面。这种传统工艺过程的主要优势有以下几点:第一,一次装夹可车削外圆、活塞顶面和环槽等工作面,加工方便;第二,沿活塞轴向夹紧可进行多刀切削。同时,这种传统加工工艺过程也存在一下几方面主要问题:第一,以活塞止口为工艺基准,加工流程较长;第二,环槽的位置精度低;第三,采用轴向夹紧,该夹紧方式对活塞的加工精度,特别是对薄壁活塞裙部外圆的加工精度会产生较大的影响。
活塞连杆组主要有活塞、活塞环、活塞销和连杆等零件组成。活塞的主要作用是与汽缸盖、气缸共同构成燃烧室,将做功行程所承受的燃气压力通过活塞销传给连杆以推动曲轴旋转。
要求活塞具有:
(1) 足够的强度、刚度和韧性;
(2) 良好的导热性和极小的热膨胀性;
(3) 很小的重量,以保持很小的惯性力;
(4) 良好的润滑性和耐磨性,以提高寿命。
现代汽车发动机不论是汽油机还是柴油机都广泛采用铝合金活塞,只在极少数发动机上采用铸铁或耐热钢活塞。目前铝合金活塞多用含硅12%左右的共晶铝硅合金和含硅18%~23%的过共晶铝硅合金制造,外加镍、铜和镁,以提高热稳定性和高温机械性能。含硅量越高,材料的膨胀系数越小,耐磨性愈好,但制造工艺较差。
2.连杆开发制造现状介绍
连杆是汽车发动机中的主要传动部件之一,把作用于活塞顶面的膨胀的压力传递给曲轴,又受曲轴的驱动而带动活塞压缩气缸中的气体。连杆在工作中承受着急剧变化的动载荷。连杆一般由连杆体及连杆盖两部分组成。连杆体及连杆盖上的大头孔用螺栓和螺母与曲轴装在一起。为了减少磨损和便于维修,连杆的大头孔内装有薄壁金属轴瓦。轴瓦有钢质的底,底的内表面浇有一层耐磨巴氏合金轴瓦金属。在连杆体大头和连杆盖之间有一组垫片,可以用来补偿轴瓦的磨损。连杆小头用活塞销与活塞连接。小头孔内压入青铜衬套,以减少小头孔与活塞销的磨损,同时便于在磨损后进行修理和更换。
在发动机工作过程中,连杆受膨胀气体交变压力的作用和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽量减小连杆自身的质量,以减小惯性力的作用。连杆杆身一般都采用从大头到小头逐步变小的工字型截面形状。为了保证发动机运转均衡,同一发动机中各连杆的质量不能相差太大,因此,在连杆部件的大、小头两端设置了去不平衡质量的凸块,以便在称量后切除不平衡质量。连杆大、小头两端对称分布在连杆中截面的两侧。考虑到装夹、安放、搬运等要求,连杆大、小头的厚度相等(基本尺寸相同)。在连杆小头的顶端设有油孔(或油槽),发动机工作时,依靠曲轴的高速转动,把气缸体下部的润滑油飞溅到小头顶端的油孔内,以润滑连杆小头衬套与活塞销之间的摆动运动副。
三、毛坯选择
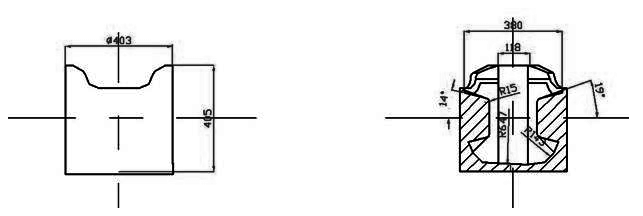
1、连杆毛坯制造方法
连杆在工作中承受多向交变载荷的作用,要求具有很高的强度。因此,连杆材料一般采用高强度碳钢和合金钢;如45钢、55钢、40Cr、40CrMnB等。近年来也有采用球墨铸铁的,粉末冶金零件的尺寸精度高,材料损耗少,成本低。随着粉末冶金锻造工艺的出现和应用,使粉末冶金件的密度和强度大为提高。因此,采用粉末冶金的办法制造连杆是一个很有发展前途的制造方法。
本次设计中,采用的是20Cr的材料。根据生产纲领为中小批量生产,采用模锻制造毛坯。采用整体模锻,利用中频感应加热钢棒,经过初锻、成型、终锻等过程,将连杆的毛坯制造出来。经过去毛边以及修整外圆及内圆,将得到一个合格的毛坯件送到机加工车间加工。
2、活塞毛坯制造方法
活塞的材料除少数采用铸铁外,大部分采用导热系数高、热膨胀系数较底的硅铝合金。铝活塞除了导热性能好外,还具有重量轻、易加工等特点。所以目前中小型发动机的活塞大部分采用铝合金材料。
由于铝合金和铸铁材料的不同,造成线膨胀系数不一样,亦可能出现广泛选用铸铁活塞的趋势,用以取代铝活塞。一般的铝活塞大多采用金属模浇铸,这样不仅可以获得较高精度的毛坯,减少机械加工余量,同时还可以保证活塞间较小的重量差。
我们采用铸造的方法利用模具对原铝熔融后加工获得。铸造出来的毛坯还要进行去毛刺去飞边处理才能得到合格的毛坯。
3、活塞销毛坯选择
活塞销的工作条件为周期性强烈冲击和弯曲、剪切作用;销表面承受较大的摩擦磨损。因此对活塞销材料的要求具有足够的强度、刚度,表面具有较高的硬度和较高的耐磨性;具有足够的冲击韧性;具有较高的疲劳强度。常用材料为15、20或l5Cr、2OCr、 2OCrMnTi等。强载柴油机多选用合金渗碳钢。
根据本设计的要求,采用20Cr的材料进行加工,使用的是外直径70mm的钢棒进行下料取得毛坯。
四、零件技术分析
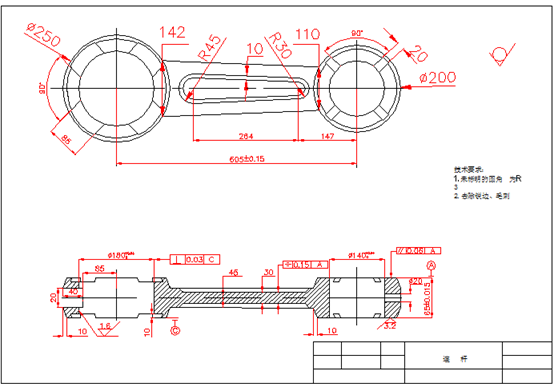
1、连杆技术分析
1. 连杆表面镀铜,用来防锈、防渗、美观。
2. Φ1800+0.04mm和Φ1400+0.04mm以及65±0.015、605±0.15中的上下偏差、公差根据加工到七级精度来确定。
3. 表面粗糙度由表面的加工精度来取合理的推荐值,比如Ra3.2和Ra1.6分别是粗铣和精铣得到连杆端面的粗糙度。
4. 两个内孔渗碳后淬火、低温回火,渗碳的厚度为2mm-3mm(与渗碳时间有关、一般7-8小时),回火温度在150-200℃,硬度可达58~64HRC,增加孔的表面质量和耐磨性。
5. 连杆尽量的对称和平行,这样能减少震动,延长机器寿命,根据加工的精度查表得,两个端面的平行度公差值为0.06mm,两端面相对于中心平面对称度公差值0.15mm.
6. 为了保证连杆能正常运转,连杆与销轴的垂直度有一定的要求:公差值为0.03mm。
2、活塞技术分析
1、φ4000-0.057(根据加工等级和公差确定上下偏差)外圆由于对耐磨性有很高的要求,故表面Ra1.6,圆度公差值根据推荐值选0.04mm。
2、环槽与活塞环配合,所以对环槽的要求为垂直度0.08和圆跳动度0.04。
3、销孔与活塞销有配合,所以销孔的尺寸要求按照七级加工精度为650+0.03,垂直度公差值为0.08mm,圆度公差值为0.025mm。
4、活塞顶面由于直接和燃烧室接触,故表面的质量要求高,用微弧氧化技术氧化顶面,微弧氧化膜层与基体结合牢固,结构致密,韧性高,具有良好的耐磨、耐腐蚀、耐高温冲击和电绝缘等特性。

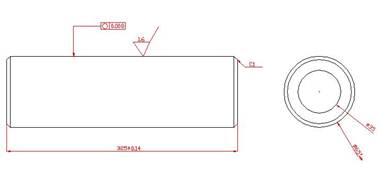
3、活塞销技术分析
1、根据活塞销两个端面的加工精度等级为十二级,故公差为0.57mm,为3270-0.57(根据最小入体原则)。
2、为了减轻活塞销的重量,在保证强度的情况下打孔,孔直径为35mm,经计算强度足够。
3、精磨外圆的目的是为了保证销与轴承和活塞能配合,取Ra1.6,取圆度公差值为0.09mm.
五、工艺路线设计
1、基准选择的标准
正确选择定位基准是制定机械加工工艺规程和进行夹具设计的关键。基准的选择是工艺规程设计中的重要问题,基准的选择是否合理影响到加工质星、生产率和加工成本。定位基准的选择合理与否,会直接影响所制定的零件加工工艺规程的质量基准选择不当,会增加工序,或使工艺路线不合理,或使夹具设计团难,甚至达不到工件的加工精度要求。在设计工艺规程的过程中,当根据零件工件图先选择精基准,后选料精基准。结合整个工艺过程要进行统一考虑,先行工序序要为后续工序创造条件。
(1)粗基准的选择
粗准的选择应能保证加工面与非加工面之间的位置精度,合理分配各加工面的余量,为后续工序提供精基准。所以为了便于定位、装夹和加工 ,可选轴的外圆表而面为定为基准,或用外圆表面和顶尖孔共同作为定位基准。用外圆表面定位时,因基准面加工和工作装夹都比较方便,一般用卡盘装夹。为了保证重要表面的粗加工余量小而均匀,应选该表面为粗基准,并且要保证工件加工面与其他不加工表面之间的位置精度。
(2)精基准的选择
根据活塞杆的技术要求和装配要求,应选择活塞杆的左右端面和两端面的中心孔作为精基准。零件上的很多表面都可以以两端面作为基准进行加工。可避免基准转化误差,也遵循基准统一原则。两端的中心轴线是设计基准。选用中心轴线为定为基准,可保证表面最后的加工位置精度,实现了设计基准和工艺基准的重合。
2、工艺路线设计
2.1、连杆工艺路线
2.2、活塞工艺路线
2.3、活塞销工艺路线
六、夹具设计
1、夹具方案的设计
为了提高劳动生产率,保证加工质量,降低劳动强度,需要用专用夹具。
由于连杆的Φ1800+0.04mm和Φ1400+0.04mm两孔的精度要求高,现设计V型块式的专用夹具来保证精度。
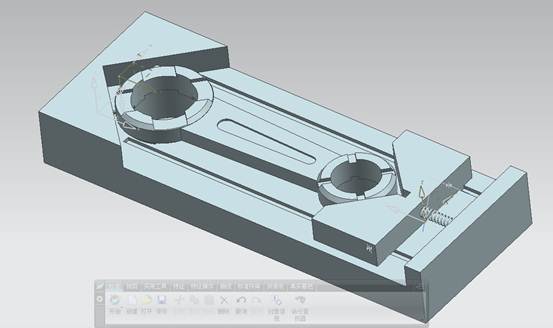
说明:夹具底座,厚度100+70mm,宽度400mm,长度1200mm。
用一对V型块固定连杆,其中一端用弹簧支撑。夹具底座用螺栓与机床固定。
七、设计总结
这次设计和以往的设计不一样,以往的设计都是给我们一些抽象的,或者实验室的零件,而这一次,很贴近实际,这些零件来自工厂,并且我们生产实习所接触的零件就是这些零件,切身体会的了解了汽油机的这些零件详细的生产过程。我们小组设计的是汽油机的活塞,连杆和销轴的工艺生产过程。我们在车间里详细的了解了它的生产工艺过程,然后我们以此为参考,又参考了一些资料,最后制定了我们自己的生产工艺。生产工艺的流程制定好之后,最麻烦的就是查表,查公差,刀具进给量,切削速度,被吃刀量。在努力了大半个月之后,还是完成了三个零件的生产工艺设计任务。通过这次设计,我对生产工艺有了比较深的了解,也发现了一些自己的不足,会继续努力。
八、参考文献
《机械制造技术基础》 卢秉恒 主编 机械工业出版社
《机械制造基础课程设计》 柯建宏 主编 华中科技大学出版社
《互换性与技术测量》 韩进宏 主编 机械工业出版社
《机械设计课程设计》 吴宗泽 主编 高等教育出版社
《工程材料及成形技术基础》 吕广庶 主编 高等教育出版社