浙 江 X X 重 型 锻 造 有 限 公 司
热处理中心
文件名称:热处理中心质量检验规程
文件编号:HT/GC-04-A
制定: 日期:2010.9.10
审核: 日期:2010.9.12
批准: 日期:2010.9.15
版次:A/0 共6页
受控号: 生效日期:2010.9.15
热处理中心质量检验规程
1.适用范围:
本规程适用于宏鑫热处理中心的常规质量检验(有特殊工艺或规程的除外)。对外承接的工件,一般均根据本规程进行质量检验。如果客户另有要求的,或另有标准的,则按客户的要求或指定行业的标准进行检验。
2.质量检验规定
2.1热处理工件的质量检验工作由质控组负责执行,热处理车间应进行日常检验工作。
2.2热处理工件的质量检验工作应以专职检验员的检验为主,并与生产工人的自检、互检相结合。
2.3检验人员应遵照图样规定的技术要求及有关的标准和工艺文件进行检验。
2.4检验人员根据规定的检验方法进行工序间检验和最后成品检验,并监督工艺执行情况,以防止废品或不良品产生。
2.5对于成批生产的工件,必须在首批工件检验合格后,方可继续成批生产。
2.6属于某一行业的产品,可按相应的行业标准进行检验。
3.相关检验标准:
GB/T 222 《钢的化学成份分析用试样取样法及成品化学成份允许偏差》
GB/T 231 《布氏硬度试验方法》
GB/T 230 《金属洛氏硬度试验方法》
GB/T 17394 《金属里氏硬度试验方法》
GB/T 3299 《钢的显微组织评定方法》
GB/T 6394 《金属平均晶粒度测定方法》
GB/T 10561 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》
GB/T 228 《金属材料室温拉伸试验方法》
GB/T 229 《金属材料_夏比摆锤冲击试验方法》
GB/T 6402 《超声波探伤标准》
4.人员资质:
专职的检验人员,必须有正式的资格证书或者经过正规培训,能满足检验实验相应各岗位的能力。
5.检验设备或仪器:
定期对检验设备或仪器进行校定,如发现异常,及时校定。并做好检验设备或仪器校定记录。根据具体的检验项目,使用相应的检验设备或仪器。
6.质量检验:
6.1质量检验的内容和方法
6.1.1硬度检验
6.1.1.1所有热处理工件均应根据图样要求、客户要求或工艺规定进行硬度检验,大的工件全检;成批生产的工件按工艺规定的百分率进行抽检,按同炉不同位置和同筐不同位置进行抽检;如图样只注明单一硬度值时,布氏硬度(HB)则为标准硬度范围的平均值,其偏差为±15HB ;洛氏硬度(HRC)与维氏硬度(HV)则为标准硬度范围的低限值,例如(48 + 5 )HRC。洛氏硬度分档HRC: ( 35 + 5)、(42 + 5)、(45 + 5)、(48 + 5)、( 50 + 5)、(52 + 5)、(56 + 5)、(59 + 5)、(61 + 5)、(63 + 5)。
6.1.1.2一般正火、退火和调质件用布氏硬度计检验,也允许用洛氏硬度计(HRB)或里氏硬度计(HL)检验,淬火件用洛氏硬度计检验。
6.1.1.3淬火件如用洛氏硬度计无法检验时,允许用里氏硬度计或其他便携式硬度计检验,但工件表面应磨平并光滑,必须注意打磨位置,应不影响工件的最后精度。
6.1.1.4硬度检验的位置应根据工艺文件确定;工艺文件没有规定时,大件至少检验3个部位(端部-中部-尾部),中小件至少检验2个部位(中部-端部);小件只检验1个部位。各处不少于三点并取其平均值。
6.1.1.5检验硬度前,应将工件表面清理干净,去除氧化皮、脱碳层及毛刺等。
6.1.2外观检验
工件热处理后均用肉眼或低倍放大镜观察其表面有无裂纹、烧伤、碰伤、麻点及锈迹等缺陷。
重要工件、容易产生裂纹的工件,应进行裂纹检验,将工件表面氧化皮打磨光后,进行超声波探伤。
6.1.3显微组织检验
6.1.3.1重要工件根据图样技术要求和工艺规定进行显微组织检验。
6.1.3.2检验人员对质量有怀疑时,可进行显微组织检验。
6.1.3.3成批或大量生产在变更工艺后,第一次生产或试生产纳入正规工艺时,应进行显微组织检验。
6.1.3.4显微组织检验,按工艺规定可采用试样检验和定期切剖工件检验两种方式。
6.1.4材料化学成分检验
重要工件或对工件材料有怀疑时,可进行化学成分检验,或在热处理前用光谱法检验,但检验部位不应影响工件表面的粗糙度及最后加工尺寸公差。
6.1.5力学性能检验
根据图样技术要求进行性能检验。
6.2原材料检验
6.2.1外观检验:对委托加工工件,要进行外观检验。有无裂纹、折叠、变形等。并核对工件数量、规格及材质等。按《进货检验指导书》进行。
6.2.2硬度检验:对委托加工工件,进行硬度检验。按《里氏硬度计操作规程》、《布氏硬度计操作规程》和《洛氏硬度计操作规程》进行。
6.2.3化学成分检验:对委托加工工件,有要求时,按《化学分析试验指导书》进行。
6.2.4显微组织检验 一般不作显微组织检查,如需要时,按《金相检测指导书》进行。
6.2.5填写QSR0804-03-00《进货检验单》
6.3退火、正火及调质件质量检验
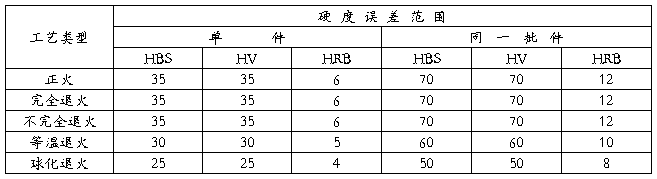
6.3.1硬度检验 按图样或工艺文件规定进行,硬度的误差范围不能超过表1的规定。
表1 不同类型退火、正火件的布氏、洛氏、维氏硬度误差范围
6.3.2变形检验 目测不应有明显变形。
6.3.3显微组织检验 除精密、重要工件或客户要求外,一般不作显微组织检查,如需要时,应在工艺文件中注明,成批生产的工件可根据情况定期抽查。按《金相检测指导书》进行。
6.3.3.1碳素结构钢、合金结构钢正火的显微组织应为均匀分布的铁素体和片状珠光体,晶粒度应为5-8 级, 允许出现轻微带状铁素体,对大型结构钢锻件正火后的晶粒度可为4-8 级。
6.3.3.2碳素结构钢、合金结构钢调质后的显微组织,应为均匀细致的回火索氏体组织,不应有粗大网状和块状铁素体存在,检查时可参照的相关标准。
6.3.4力学性能检验 重要毛坯或工件,如需作力学性能检验,需在工艺文件中注明取样部位与具体要求,具体检验按国家或行业有关标准执行。操作时,按《机械性能试验指导书》。
6.4淬火件质量检验
6.4.1淬火前的检验
6.4.1.1工件是否符合工艺路线和工艺要求。
6.4.1.2工件材料是否与图样、加工委托单相符。
6.4.1.3工件有无碰伤、变形、裂纹等缺陷,如果见到工件有己经作过热处理的迹象时,应予查明。
6.4.2硬度检验
6.4.2.1工件淬火后,回火前的硬度值应大于或等于技术要求中的限值(回火有二次硬化现象的钢除外),根据不同类型的淬回火件,表面硬度的误差范围,不能超过表2、表3 及表4。
表2 不同类型淬回火件表面洛氏硬度(HRC)误差范围

表3 不同类型淬回火件表面布氏硬度(HBS)误差范围

表4 不同类型淬回火件表面维氏硬度(HV)误差范围

6.4.2.2在同一部位,硬度值低的点数超过60%时定为软点,重要工件和小件不允许有软点,大件(截面尺寸≥80mm)允许有少量软点,但每个软点的面积应在16mm2以下,并且其硬度值不低于技术要求下限5HRC。
6.4.2.3操作时,按《里氏硬度计操作规程》、《布氏硬度计操作规程》和《洛氏硬度计操作规程》进行
6.4.3 变形检验 目测不得有明显变形,有明显变形时,进行校直。
6.4.4显微组织检验 一般工件可不作显微组织检验,需要检验时应在工艺文件中注明。按《金相检测指导书》进行。
6.4.4.1碳素结构钢或合金结构钢工件,淬火马氏体1-6级为正常组织,7-8 级为过热组织,9-10级为严重过热组织。
6.4.4.2晶粒度检验按GB/T 6394《金属平均晶粒度测定方法》进行。
6.4.5外观检验 不应有碰伤、麻点、烧伤及裂纹等缺陷。
7.工件标识:
在搬运、贮存、检验处理中,检验人员应对检验工件,做好相应的标识和防护,避免损坏,丢失和混淆标识。
8.出具报告:
检验人员记录检验数据,编制《检验报告》,并在相应的质量记录上注明判定结果。
9.数据分析:
检验人员应每月对检验记录进行汇总和分析,为质量改进提出建议。
第二篇:热处理检验规程
铸钢件热处理操作检验规程
一. 准备工作
1. 所有交付热处理的铸钢件必须将型砂、泥芯、芯骨、等清理干净,浮砂倒去。
2. 台车上面的型砂、氧化皮、碎砖等杂物清理干净。
3. 热处理前应检查炉子,测温系统是否正常(如砂封、热电偶、仪表等)如发现
有问题,应报告有关人员解决后,方可装炉热处理.
二. 配炉和装炉
1.有硬度和机械性能要求的铸钢件均需正回火处理。
2.无硬度和机械性能要求的铸钢件均做退火处理。
3.配炉原则:
(1)、同装一炉的铸件其加热温度必须相同或接近。
(2)、在通常情况下,同装一炉铸件的含碳量之差不大,壁厚之差不大,一般按最大壁厚和合金含量来确定工艺参数。
(3)、不同炉次的正火铸件,如回火温度相同,允许同装一炉回火,其保温时间取最大值,升温、降温速度、出炉温度取最小值。
4.装炉原则
(1)、装炉时,铸件应放在适当高度的垫铁上(矫形件除外)垫铁和砖放的位置应保证炉气的良好循环和防止铸件变形。
(2)、铸件间应留有一定的距离,使炉气在铸件间有良好循环,多层装料中间隔开有困难时允许重叠,但应力求使炉气畅通。
(3)、形状简单的大件放在下面,易变形件、薄壁件、小件放在上面。
第1页
(4)、试样应与同炉热处理。也允许放入相同热处理工艺的其它炉次处理,试样应放在炉膛中间的铸件上,试样较多时,可分散放置。
三. 加热和冷却
1. 加热和炉冷过程以炉温为准,但均温和保温还应经常以目测来验证温度,如发现炉表温度有偏差时,应立即解决。
2. 均温的完成是指炉内每个工件的表面各处都达到相同加热温度,温度数值以炉表为准。保温时应考虑炉侧表,炉顶表读数相差不得大于30℃。
3. 正火温度指部件表面温度(最大壁厚处),可根据经验来判断,回火出炉温度以炉表为准。
4. 在保温过程中,如因某些原因使炉温降低时,两段或几段保温时间的总和必须等于或大于工艺中规定的保温时间。
5. 停火炉冷时,允许停火后第一小时之冷速度比工艺中规定数值略快,在保证规定的冷速情况下,可调整冷却速度。
6. 防止铸件变形,开裂和产生大内应力,铸件出炉后应放在空气流通小的地方冷却,由其在冬季更要注意。
7. 热处理操作应详细,除自动记录外,每小时记录一次温度。
四. 检查
1. 检查人员检查铸件是否按本规程进行热处理,在检查时主要检查装炉情况,装出炉温度,终冷温度,均温和保温温度和时间。
2. 检查试样的热处理情况及熔炼炉号,热处理炉次是否正确。
五. 附表
碳钢及部分低合金钢热处理规范,特殊钢种或用户有特殊要求时,另行通知。
第2页