1 金属材料外观检验
1.1 金属材料尺寸检验
板材尺寸检验:钢板距顶角的最小距离100mm;距边缘的最小距离20mm。
管材尺寸检验:外径在距管端500mm处测量,如管端有丝扣、加厚、卷口等,则在距离加厚、丝扣、卷口末端300mm处测量。内径在管端或用卡钳适当深入管端内部测量。壁厚可直接测量。直径在同一断面互相垂直的方向各测一次。
圆钢尺寸检验:直径在距端部500mm处,互相垂直的方向上各测一次。
方钢、扁钢尺寸检验:在距端部500mm处的同一断面上,测其相邻两边的宽度。
六角钢、八角钢尺寸检验:在距端部500mm处各测两组对边距离。
工字钢、槽钢、角钢尺寸检验:在距端部不小于300mm处,测工字钢翼宽、槽钢腿长以及它们的腰高和角钢的腿宽,还要测量工字钢、槽钢的腰厚和角钢的边厚。
1.2 金属材料检尺工具的选择
一般金属材料的直径、对边距离等可用游标卡尺测量;尺寸小、精度高的材料,应用千分尺测量;量具的精度视测量对象而定,有色金属箔材厚度可用0.0lmm千分尺测量,而尺寸较大,允许测量误差在0.5mm以上者,可用钢卷尺测量;金属材料的长度、宽度可用钢卷尺或钢盘尺测量。
1.3 金属材料外观缺陷的检验与处理
1.3.1 金属材料外观缺陷的检验
钢材表面缺陷:结疤、裂缝、气泡、夹杂(非金属夹杂)、折叠、麻面、分层、拉裂、辊印、粘结等不得超出相应标准规定。
有色金属材料表面缺陷:裂缝、起皮、起泡、针孔、夹杂、起刺、压折、划伤、擦伤、斑点、凹坑、压灰、辊印等不得超出相应标准规定。
金属材料形状缺陷:弯曲、波浪弯、镰刀弯、瓢曲、扭转、外缘斜度(工字钢)、弯腰挠度(工字钢、槽钢)、椭圆、凹面(钢管)、剪切偏斜,锯齿形边(钢板)、剪切宽窄、塌肩(槽钢)、厚薄不均、厚边(钢板)、缺角(钢板)等不得超出相应标准规定。
1.3.2 金属材料外观缺陷的处理
金属材料的外观缺陷,在验收中除根据相应标准判别外,还应根据实际情况做好文字记录,必要时照像摄影留存,作为综合判断处理的依据。
1.4 金属材料的锈蚀
1.4.1 金属材料锈蚀的分类
分轻锈(浮锈)、中锈(迹锈)、重锈(层锈)、水渍、粉末锈、破锡(锌)锈
.1.4.2 金属材料锈蚀的计算
板材锈蚀的计算:两面锈蚀在相对的同一部位,按较重的一面锈蚀面积计算 ,不在同一部位的,按两面锈蚀面积之和计算。
管材锈蚀的计算:内外壁锈蚀在相对的或同一长度的同一部位,按较重的一面锈蚀长度计算,不在同一部位的或不在同一长度内的,按两面锈蚀之和计算。
型材锈蚀的计算:按锈蚀长度计算,在已计算的长度内,各点、段处不重复加以计算。
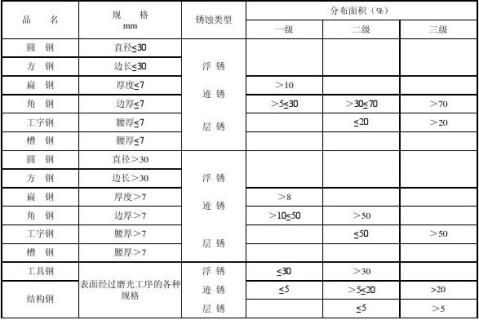
A.1.4.3 金属材料锈蚀等级的划分
部分钢材锈蚀等级的划分

1.4.4 金属材料锈蚀的处理
一般一、二级锈蚀要根据情况做贬值处理,三级锈蚀的材料拒收。贬值处理后入库的材料要及时做好除锈、防锈处理,以免锈蚀程度增加。
1.5 部分常用金属材料的外观质量检验
1.5.1 圆钢、方钢、条钢、槽钢、工字钢、角钢、扁钢的外观质量检验
圆钢、方钢、工字钢、角钢不应有扭转、弯折。条钢表面用肉眼检查,不应有裂缝、折迭、结疤和夹杂,两端不应有分层和6mm以上的毛刺。扁钢不应有显著的扭转,侧边不应有显著弧形凸起或凹入。
1.5.2 线材的外观质量检验
盘条表面不能有裂缝、折迭、结疤、分层及杂夹。钢筋表面不应有裂缝、结疤和折迭;钢筋表面可有凸块,但不应超过螺纹筋的高度,钢筋的螺纹筋与纵筋应相连接。
.1.5.3 钢板、钢带的外观质量检验
钢板、钢带的表面不应有裂纹、结疤、折叠、气泡和夹渣;不应有分层;表面可有深度和高度小于或等于厚度公差之半的折印、麻点、划伤、小拉痕,以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;表面的局部缺陷,可用修磨方法清除,但清除深度小于或等于钢板、钢带厚度公差之半。
1.5.4 无缝钢管的外观质量检验
钢管的外表面不应有裂缝、折迭、轧折、离层、发纹和结疤等缺陷,缺陷清除深度不能超过公称壁厚的负偏差,清除处的实际壁厚大于或等于壁厚的最小值。
1.5.5 焊接钢管的外观质量检验
钢管内外表面应光滑,不应有折迭、裂缝、分层、搭焊等缺陷,表面可有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等缺陷存在,允许焊缝处壁厚增厚和内缝焊筋存在。
1.5.6 镀锌钢管的外观质量检验
镀锌钢管的内外表面应有完整的镀锌层,不应有未镀上锌的黑斑和气泡存在,局部可有微小的粗糙和不明显的锌瘤存在。
1.5.7 套管、油管的外观质量检验
套管、油管的管体内外表面及接箍外表面不应有折迭、发纹、离层、裂缝、轧折和结疤等缺陷;套管、油管及其接箍外表面应有一层透明光滑、致密、防锈的涂层;管体、接箍不能有碰伤变形、管体弯曲;从靠近接箍的管体表面查漆印、钢印,识别钢级、查壁厚;成捆油管拆捆后不应有明显弯曲。
1.5.8 钻杆的外观质量检验
杆体表面外观检验与套管、油管要求相同;所有加厚钻杆的管体表面加厚过渡段结构应平整,不应有直台肩、折皱、表面凹凸尖角。
1.5.9 钻铤的外观质量检验
钻铤管体内外表面不应有裂纹、分层和结疤等缺陷,若有缺陷应修磨消除。修磨处与钻铤表面呈圆弧过渡。钻铤表面的任何部位不能焊补。
1.5.10 方钻杆的外观质量检验
方钻杆的方部和圆角应光洁平整;内外表面不应有裂缝、折迭、轧折、离层和结疤存在,任何部位不能焊补;上下端接头螺纹不能有损伤、撕破、断螺纹以及影响螺纹连续性的其他缺陷存在;管端的螺纹应有防护层并应配带内外螺纹保护帽;为防止弯曲变形,采购时,应要求供应商将方钻杆装入两端封闭、尺寸合适的钢质套管内。
1.5.11 钢丝绳的外观质量检验
钢丝绳表面应清洁,涂有润滑油脂;股和钢丝应当捻制均匀,不应有塌入和凸起;绳内不应有断裂、交错和折弯的钢丝,钢丝表面不应有凹陷、锈蚀、压扁、碰伤或切伤等缺陷。
1.5.12 钢绞线的外观质量检验
钢绞线内各钢丝应相互紧密绞合,不应有交叉、断裂和折弯的钢丝;钢丝表面不应有压扁或切割处,可有轻微碰伤和拉痕。
第二篇:金属材料外观缺陷的检验与处理
金属材料外观缺陷的检验与处理 金属材料外观缺陷的检验
钢材表面缺陷:结疤、裂缝、气泡、夹杂(非金属夹杂)、折叠、麻面、分层、拉裂、辊印、粘结等不得超出相应标准规定。
有色金属材料表面缺陷:裂缝、起皮、起泡、针孔、夹杂、起刺、压折、划伤、擦伤、斑点、凹坑、压灰、辊印等不得超出相应标准规定。
金属材料形状缺陷:弯曲、波浪弯、镰刀弯、瓢曲、扭转、外缘斜度(工字钢)、弯腰挠度(工字钢、槽钢)、椭圆、凹面(钢管)、剪切偏斜,锯齿形边(钢板)、剪切宽窄、塌肩(槽钢)、厚薄不均、厚边(钢板)、缺角(钢板)等不得超出相应标准规定。 金属材料外观缺陷的处理
金属材料的外观缺陷,在验收中除根据相应标准判别外,还应根据实际情况做好文字记录,必要时照像摄影留存,作为综合判断处理的依据。 金属材料的锈蚀 金属材料锈蚀的分类
分轻锈(浮锈)、中锈(迹锈)、重锈(层锈)、水渍、粉末锈、破锡(锌)锈 金属材料锈蚀的计算
板材锈蚀的计算:两面锈蚀在相对的同一部位,按较重的一面锈蚀面积计算 ,不在同一部位的,按两面锈蚀面积之和计算。
管材锈蚀的计算:内外壁锈蚀在相对的或同一长度的同一部位,按较重的一面锈蚀长度计算,不在同一部位的或不在同一长度内的,按两面锈蚀之和计算。
型材锈蚀的计算:按锈蚀长度计算,在已计算的长度内,各点、段处不重复加以计算。 金属材料锈蚀等级的划分
金属材料锈蚀的处理
一般一、二级锈蚀要根据情况做贬值处理,三级锈蚀的材料拒收。贬值处理后入库的材料要及时做好除锈、防锈处理,以免锈蚀程度增加。
部分常用金属材料的外观质量检验
圆钢、方钢、条钢、槽钢、工字钢、角钢、扁钢的外观质量检验
圆钢、方钢、工字钢、角钢不应有扭转、弯折。条钢表面用肉眼检查,不应有裂缝、折迭、结疤和夹杂,两端不应有分层和6mm以上的毛刺。扁钢不应有显著的扭转,侧边不应有显著弧形凸起或凹入。
线材的外观质量检验
盘条表面不能有裂缝、折迭、结疤、分层及杂夹。钢筋表面不应有裂缝、结疤和折迭;钢筋表面可有凸块,但不应超过螺纹筋的高度,钢筋的螺纹筋与纵筋应相连接。 钢板、钢带的外观质量检验
钢板、钢带的表面不应有裂纹、结疤、折叠、气泡和夹渣;不应有分层;表面可有深度和高度小于或等于厚度公差之半的折印、麻点、划伤、小拉痕,以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;表面的局部缺陷,可用修磨方法清除,但清除深度小于或等于钢板、钢带厚度公差之半。
无缝钢管的外观质量检验
钢管的外表面不应有裂缝、折迭、轧折、离层、发纹和结疤等缺陷,缺陷清除深度不能超过公称壁厚的负偏差,清除处的实际壁厚大于或等于壁厚的最小值。
焊接钢管的外观质量检验
钢管内外表面应光滑,不应有折迭、裂缝、分层、搭焊等缺陷,表面可有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等缺陷存在,允许焊缝处壁厚增厚和内缝焊筋存在。
镀锌钢管的外观质量检验
镀锌钢管的内外表面应有完整的镀锌层,不应有未镀上锌的黑斑和气泡存在,局部可有微小的粗糙和不明显的锌瘤存在。
套管、油管的外观质量检验
套管、油管的管体内外表面及接箍外表面不应有折迭、发纹、离层、裂缝、轧折和结疤等缺陷;套管、油管及其接箍外表面应有一层透明光滑、致密、防锈的涂层;管体、接箍不能有碰伤变形、管体弯曲;从靠近接箍的管体表面查漆印、钢印,识别钢级、查壁厚;成捆油管拆捆后不应有明显弯曲。
钻杆的外观质量检验
杆体表面外观检验与套管、油管要求相同;所有加厚钻杆的管体表面加厚过渡段结构应平整,不应有直台肩、折皱、表面凹凸尖角。
钻铤的外观质量检验
钻铤管体内外表面不应有裂纹、分层和结疤等缺陷,若有缺陷应修磨消除。修磨处与钻铤表面呈圆弧过渡。钻铤表面的任何部位不能焊补。
方钻杆的外观质量检验
方钻杆的方部和圆角应光洁平整;内外表面不应有裂缝、折迭、轧折、离层和结疤存在,任何部位不能焊补;上下端接头螺纹不能有损伤、撕破、断螺纹以及影响螺纹连续性的其他缺陷存在;管端的螺纹应有防护层并应配带内外螺纹保护帽;为防止弯曲变形,采购时,应要求供应商将方钻杆装入两端封闭、尺寸合适的钢质套管内。
钢丝绳的外观质量检验
钢丝绳表面应清洁,涂有润滑油脂;股和钢丝应当捻制均匀,不应有塌入和凸起;绳内不应有断裂、交错和折弯的钢丝,钢丝表面不应有凹陷、锈蚀、压扁、碰伤或切伤等缺陷。 钢绞线的外观质量检验
钢绞线内各钢丝应相互紧密绞合,不应有交叉、断裂和折弯的钢丝;钢丝表面不应有压扁或切割处,可有轻微碰伤和拉痕。