8D报告范例
8-Disciplines (8-D)
Corrective or Preventive Action Report & d6 ~6 S1 k4 S0 6 [+ C' h q' E2 a#
To: David Beavers ( Benchmark ) Reference: s% H9 I% v5 M. D
From: Chen Pengjun Date: 31 Aug 06 cc:
Check Appropriate Box: First
Article Pre-Production Run Production Run X ; H! b1 o2 V5 g: { Q3 X
Part Number: 541-1056-01 P.O. Number: NA Part Description: Sebring Customer: Benchmark Revision: 50 Reference Number: NA
Quantity: 3PCS RMA Number: NA
Date Code: 0540 Date RMA Issued: NA Lot Code: NA Date RMA Received: NA Date 8-D Report Completed: 1 Sep 06
COMPLETION OF THIS 8-D REPORT IS EXPECTED WITHIN 10 WORKING DAYS
D1. Form a team:
Team Leader : Chen Pengjun (Quality Engineer)
Team Members : Justin Wu (Quality Manager), Kelvin Toh (Business Development DirectorWu Donghua(Product Supervisor) Guo Guobing(Process Engineer)
D2. Define the problem or potential problem:
Two points are hitting when the door is closing.
D3. Implement temporary action:
To control the dimension in the weld process uses the jig. D4. Define and verify root cause:
In the stamping process the Angle of products cannot fully fill 90°. And the operator that does not control the Angle and the dimension in the weld process.
D5. Select and verify the corrective or preventive action: Do 100% checking for the 341-1911-01 during the welding process. And control the dimension in 179.66+/-0.25 with the jig. The jig with spring can adjust to control the dimension in the spec.
D6. Implement the corrective or preventive action: ) e5 }1 k1 t- L/ |$ m: s+ t" C* r4 c* n& z( & S. b) W6 c$ D0 |" ?# C2 ' | }" O! j( 1 U5 q0 _- K! O! j5 u& M: 3 z/ A0 N3 P5 Q! e5 e. \0 @0 j- M. L# ( L! X, N1 Y/ t% T1
1. 100% check existing stock.
2. QC will increase the check during the weld process (check the dimension in the 179.66+/-0.25) using the jig.
D7. Prevent the recurrence of the problem or the occurrence of the potential problem:
1. On the stamping process Qc will increase the check to control the Angle 90°±1°
2. In the welding process use the jig to control the dimension.
3. Ensure 100% inspection the dimension within the 179.66±0.25 D8. Provide feedback to the team:
Signature: Date: Signature: Date:
Follow-up:
The problem or potential problem was eliminated. The corrective or preventive action was implemented and it is effective.
Follow-up by:
Completion date: " K' W, k- P+ g1 |, i9 C% ^6 T! J; ]: C U1 D0 z* W T4 s* g* c/ g) ~$ B5 q6 M( O+ {7 I! J; ) d! P$ S0 h5 P3 l6 ; A" G" c6 e+ 7 L- L) F. K6 C* f' P$ g9 & }' B2 A9 Q; N$ t( A# F1 j8 D3 ' q! z- F: K#
- `' j5 v# x" E$ g0 S2 |3
本来我是想上传到网上的!可是文件是word上不了,我压缩后也是上传不了,有没有可以和我说一下如何上传?我再上传多几份供大家参考.
谢谢! 5 {5 W- t6 K4 p; F1 u! V
第二篇:8D报告范例
Supplier Corrective Action Report
Issued date報告日期 : Dec. 27’th, 2006 Issued by 報告人: ##
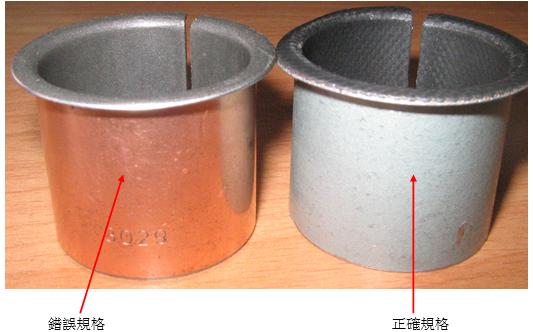
2.1. Defect Description不良描述 : NE2000/3000 12月26日晚客人驗貨時發現凸緣干式軸承顏色錯誤及材質不正確;正確規格顏色為灰白色,且內圓為網狀銅絲加鐵弗龍耐磨層;實際適用錯誤規格顏色為黃色,且內圓為光滑鐵弗龍耐磨層.
2.2.不良品與良品比對圖面 :

3.1.對客人提出的問題點立即展開調查問題原因及對策
3.2.對已量產之成品暫時全部隔離 (12*58=696台)
3.3.對庫存及線上未使用之凸緣軸承全部隔離,不可使用(004131-A2 508+6698=7206PCS,004114-A2 438+2552=2990PCS)
3.4.廠商清查庫存數並進行隔離,不可使用(004131-A2 5855PCS,004114-A2 3562PCS)

4.1 魚骨圖- NE2000/3000凸緣干式軸承不良
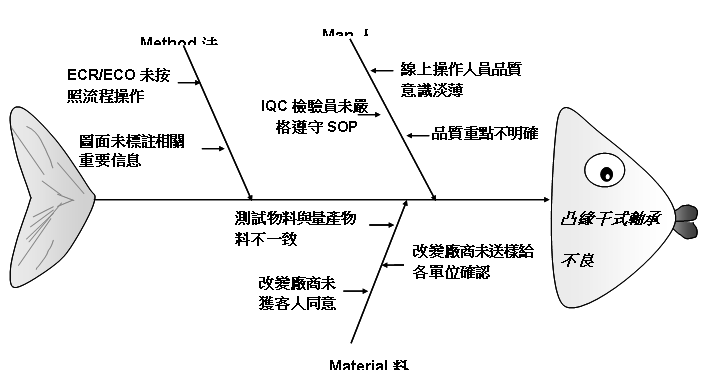
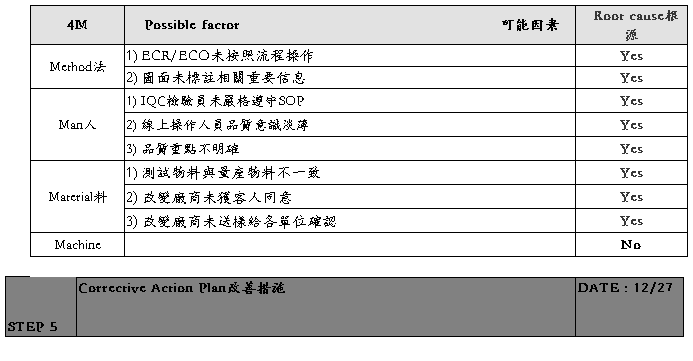
4.2 Possible factor可能因素- Method 法:
4.2.1.ECR/ECO未按照流程操作
4.2.2.圖面未標註相關重要信息
4.3 Possible factor 可能因素– Man 人:
4.3.1. IQC檢驗員未嚴格遵守SOP
4.3.2.線上操作人員品質意識淡薄
4.3.3.品質重點不明確
4.4 Possible factor 可能因素– Material料 :
4.4.1.測試物料與量產物料不一致
4.4.2.改變廠商未獲客人同意
4.4.3.改變廠商未送樣給各單位確認
4.6 Conclusions結論:
5.1.
5.2.

6.1.1落實執行供應廠商獎罰制度及品質改善輔導, 預計完成日期12/20 責任人:##
6.1.2不良物料管制及改善落實到責任人; 預計完成日期12/20 責任人:##
6.2.1生產前2小時提供首件給品保確認; 預計完成日期12/15責任人:##
6.2.2.成品打包前派專人負責外觀檢驗(焊接,塗裝,塑膠件外觀). 預計完成日期12/15責任人:##
6.3.1.焊接廠統計殘缺SOP提供給IE,IE將SOP補全. 預計完成日期12/21責任人:##/##
6.4.1建立相應獎懲制度,提高人員責任心; 預計完成日期12/15責任人:##/##
6.4.2制定培訓計劃,對品保人員,操作人員進行培訓. 預計完成日期12/20責任人:##
6.5.1上線前宣導品質重點及不良履歷; 預計完成日期12/14責任人:##/##
6.5.2將品質重點列入SOP,定期更新補缺. 預計完成日期12/20責任人:##
6.6.1 使用二氧化碳與氬氣混合氣體焊接,完成日期12/14,責任人,##
6.6.2 焊接氣體供給方式由瓶裝改為管道.完成日期12/14,責任人,##

7.1 焊接提供殘缺SOP明細給IE, IE負責補全. 預計完成日期12/21
7.2 每批量產前確認首件檢驗執行力度,預計完成日期12/15
7.3 每批產品管控改善和追蹤改善:進行中.持續進行
7.4 成品裝櫃前驗證,100%保證產品質量. 持續進行.

8.1不良品判定和追蹤標準化.