宁波中球童车有限公司1#、3#厂房工程
(1#厂房钢结构子分部)
质量评估报告
总监理工程师:
单位技术负责人:
金华市三环建设监理有限公司
二零##年十一月
宁波中球童车有限公司1#厂房 工程项目
钢结构子分部工程质量监理评估报告
一、 钢结构工程概况
本工程为宁波中球童车有限公司1#厂房钢结构子分部,为单层双跨排架建筑体系,跨度为10米。本工程屋面恒载0.25 KN/㎡,屋面均布活荷载:屋面钢架0.3 KN/㎡,檩条0.5 KN/㎡;基本风压0.45KN/㎡,基本雪压0.35KN/㎡,地面粗糙度类别为B类。
本工程钢结构部分建筑面积2733平方米。
二、参建单位:
建设单位:宁波中球童车有限公司
质监单位:慈溪市建筑工程质量监督站慈东分站
设计单位:慈溪市建筑设计院
施工单位:浙江慈盛建设有限公司
分包单位:慈溪市利民钢结构有限公司
检测单位:上海宝冶工程技术有限公司
监理单位:金华市三环建设监理有限公司
三、钢结构施工基本情况:
1、开工与完工时间: 20##年10月9日开始吊装,至20##年10月25日吊装结束。
2、吊装的机械设备:8t、30t汽车吊,电焊机,氧气、乙炔等
3、主要施工方法:工厂下料和制作构件杆件,现场进行桁架组装,分段吊装。
四、监理质量控制具体措施与成效
1、开工准备工作:
审核施工单位编报的施工组织设计1份
审核施工单位编报的吊装专项方案1份
编制监理实施细则1份
2、测量复核:督促总包单位移交测量控制点给钢结构单位;吊装定位测量监理跟踪复核。
钢结构支座定位复核,最大偏差5MM,符合规范允许偏差要求。
3、主要材料构件检查验收情况:
(1)主要材料选用:
钢构件原材:由慈溪市利民钢结构有限公司进行原材料加工,原材经过抽检,提供检测数据。
高强螺栓:M20×75,慈溪市大一紧固件制造有限公司。
焊接材料:主材采用Q235B,质量标准符合《碳素结构钢》(GB700-88)的规定要求,抗风柱、檩条、支撑系统、连接板采用Q235-B、F。焊丝采用天津金桥JQ.YJ501-1。
防腐漆材料:钢结构油漆前经抛丸除锈,除锈等级达到Sa2.5级,除锈后刷二道醇酸红丹防锈底漆,再刷二道灰色醇酸调和漆。
防火涂料:薄型涂料,耐火极限2小时。
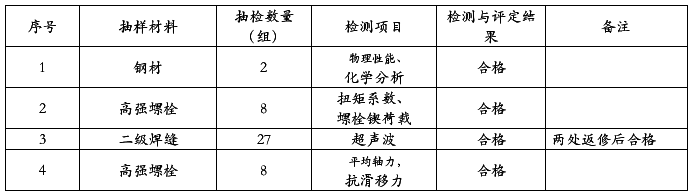
(2)主要材料检测:材料进场,检查原材外观质量符合要求,核查质保资料齐全,核对构件规格尺寸符合设计文件,并进行了抽样检测,检测情况详见表1。
表1 原材料检测汇总表
4、焊接验收:工厂按设计进行下料,运到现场进行焊接组装,然后吊装。监理部对施工单位现场组装放样、组装、吊装全过程进行跟踪检查。本工程组装及吊装的主要连接方式为高强螺栓,因此主要对焊接质量进行严格检查控制。
(1)核查施工方现场焊工上岗证,均持证上岗。
(2)抽查施焊前的准备工作:焊缝的基层处理、焊条的烘培记录、保温筒的配备、焊材的选用等。有问题及时提出要求整改到位。
(3)施焊完成的焊缝外观检测:焊缝外形均匀饱满,焊道过渡平滑,无表面裂纹、焊熘、气孔、夹渣、咬边、收根等严重缺陷。
(4)焊缝检测:
本工程端板与梁、及柱脚处的连接接焊缝均为二级焊缝,其余为三级焊缝。业主委托第三方无损检测单位按20%比例进行抽查,实际抽检比例达到100%。最终检测结果均合格。
5、高强螺栓检查验收:经上海宝冶工程技术有限公司检测为合格。
6、涂装验收:根据设计要求厚度,分层进行涂层厚度抽检,抽检随机进行,抽检数量符合规范要求,抽检结果符合规范允许偏差要求。
五、资料核查情况:
施工资料汇总已完成,经核查,齐全并符合要求。各分项检验批资料汇总见表2。
表2 各分项检验批资料汇总

六、 施工过程中发现的质量问题及处理结果:
吊装工程中的质量通病,经监理工程师验收提出,施工单位能积极进行整改。施工过程中无质量问题。
七、 工程质量事故处理情况
工程构件的对接、T接焊缝进行了超声波检测,依据GB11345-89标准评定,有2处超标缺陷反射波显示,判定不合格。超标缺陷经返修复检后合格。
八、钢结构子分部施工质量监理评估意见:
本次验收的钢结构子分部施工已全部完成,实体质量经验收符合设计要求;资料汇总已完成,经核查齐全并符合要求。根据《钢结构工程施工质量验收规范》GB50205-20##、《建筑结构检测技术标准》GB/T50344-20##、《建筑工程施工质量验收统一标准》GB50300-2001及设计文件等,本次验收的钢结构子分部施工质量,监理评估意见为合格。
金华市三环建设监理有限公司
宁波中球童车有限公司1#、3#厂房项目监理部
20##-11
第二篇:钢结构风险评估报告
目 录
第一章、钢结构制造工艺
第一节、钢结构主框架制造工艺
第二节、压型钢板的制造工艺
第二章、钢结构安装施工
第一节、安装施工作业准备
第二节、现场的材料管理第二节安装施工的质量标准
第二节钢结构安装施工工艺第二节高强螺栓连接
第三章、竣工验收检查第四章、质量控制及安全措施
第一章 钢结构制造工艺
第一节 钢结构主框架制造工艺
一、钢结构制造
(一) 型钢及钢板
1、材料采购:公司主要采购首钢、安钢、邯钢、宝钢的产品,并按ISO9001的规定选择合格供应商。
2、检验入库:根据入库单、材质单等资料认真核对质量证件、材料材质、尺寸规格、炉批号标记等是否与实物相符,并按炉批号标记存放在专用库,避免与其它产品用料混淆。当对钢材的质量有疑义时,应按国家现行有关规定抽样检验。
3、 材料复验: a、Q235、Q345按照Q/VVTB14—89《焊接结构用厚钢板技术条件》进行复验。化学成份要求:C、SI、Mn、P、S等元素含量。力学成份要求试验项目:σs、σb、δs (%)、AKU (J )、aKU (J\cm2)和0Cakv(J)。试验取样按照GB2975-84《钢材力学及工艺性能试验取样法及成品化学差》执行。化学成份分析按照GB222-84《钢的化学分析用试取样法及成品化学成份允许偏差》执行。拉伸试验按照GB228-87《金属拉伸试验方法》执行。弯曲试验按照GB232-88《金属弯曲实验方法》执行。冲击试验按照GB4159-84《金属低温夏比冲击实验方法》执行。 b、Q235、Q345、Z25按照GB5315-85《厚度方向性能钢板》执行。探伤(UT)方法按照JB4730-94《金属板材超声波探伤方法》 c、钢板复验后必须做复验标记,为做到可追溯性,必须做标记转移。
(二)焊材
1、焊材生产厂的选择焊材生产厂的选择按ISO9001系列供方规定及ISO9001质量认证体系选择并根据质量情况确定。 2、焊材的选择依据设计图纸提供的构件材料由主管工程师选择相匹配的焊材,并对首批采用的焊材按国家标准进行复验及工艺性评定。合格后将复验报告及评定结果报项目监理批准后使用。 3、焊材的管理 a、焊材入厂时必须有齐全的质量证件及完整的包装; b、焊材入库复验结果与国家标准、制造厂的质量证件相符合后才可按《物资管理程序》入库; c、焊材保管及出库焊材库的设置要按规范配备齐全的通风干燥等设施并设驻库检查及保管员,焊材出库要严格遵守公司《焊材管理规定》,履行出库程序。
(三)制造工艺
1、钢材除锈钢材要进行抛丸除锈处理,使表面无锈蚀现象,无油渍、污垢。除锈后要及时涂底漆,高强螺栓摩擦面严禁涂漆。各种型材也同样进行除锈处理。除锈后及时防腐。钢材处理亦可在组焊后整体抛丸除锈处理。
2、号料及切割
A)主梁采取分段制作的工艺方案。
B)对于长构件采取手工号料、自动切割机下料。角钢采用联合下料机切割下料。
C)对于筋板、节点板等各类带形状件,采取数控切割机切割下料。
D)各类切割件切割前均需对号料线进行审核,合格后方可切割下料。
3、联接板、节点板的螺栓孔加工螺栓孔的加工采用胎模钻床加工,对联接板要划出中心线作为钻孔定位基准与主梁组装基准。