熔炼工段实习小结
这个月我主要在熔炼工段实习,通过融入六个班组一起共事学习,我了解了设备原理、熟悉了工段基本作业流程和注意事项,能对产品不良和异常问题进行简单分析。现就这阶段的实习的工作内容、学习到的知识技能、发现的问题及注意事项等做一个简短的小结。
一、熔炼工段实习工作内容和职责
1、积极参与各班组领料、铸片出炉、炉渣炉体清理、铜辊轮清理、装料、铸片装桶、充氩封装、打炉、垃圾分类和处理等熔炼工段基本的前工序和后工序工作,熟悉熔炼作业各基本流程及四防注意事项。
2、协助当班员工观察浇注及并做好记录,对浇注时出现的异常(如未达到浇注温度、中间包漏液、炉体漏水等)及时报告。
3、对熔炼时发现的异常问题(如漏气、漏水、真空度温度异常、设备故障等)第一时间反馈给值班负责人员。
4、积极配合IPQC及工艺员、技术员做好记录及问题反馈工作。
5、协助工段长及机修人员做好设备维护和维修工作、6S及现场管理工作。
二、熔炼基本原理及主要设备介绍
1. 熔炼及基本工艺过程
熔炼是指炉料在高温炉内发生一定的物理、化学变化,产生合金或金属富集物和炉渣的冶金过程。
我公司Nd2Fe14B合金的熔炼是采用真空速凝铸片技术,其基本工艺过程是:将配好的稀土金属、Fe、Al、Cu、B-Fe、Nd-Fe、Dy-Fe、Ho-Fe、Gd-Fe合金等按照配方的比例和重量置于中频感应炉中;抽真空,然后大功率送电,使炉料迅速融化,减少易挥发金属的大量挥发,保证合金的实际成分;待炉料全部熔化后,用大功率电磁搅拌少许时间,以保证合金成分均匀;当温度到达1450℃-1485℃时,进行浇注,将合金液按一定速度倒入中间包,合金液顺着中间包流到一定速度转动的冷却铜辊表面,铜辊将快速凝固的合金带送到冷却盘上,经料叉破碎后形成一定厚度(0.25-0.45mm)的Nd2Fe14B铸片。
2. 八佳/爱发科真空熔炼炉结构

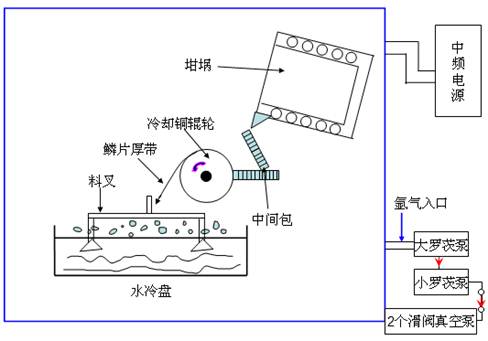
真空熔炼炉主要由六大部分组成:
1. 加热系统:
主要包括中频电源、感应线圈、坩埚等。
其加热的原理是利用中频电源建立中频磁场,使铁磁材料内部产生感应涡流并发热,达到加热材料的目的。即在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流。
中频电流加热熔炼有几个明显的优点:熔化升温快、生产效率高,氧化极少;通过电磁搅拌,金属合金成分均匀;加热均匀,炉温容易控制。
2. 真空系统:
以八佳真空熔炼炉为例,每台都是由3个机械泵和2个罗茨泵及相应的管道组成,采用机械泵和2个罗茨泵串联可在相当短的时间(50min左右)内将真空度下降到4Pa左右,
3.冷却系统
主要由铜辊、水冷盘、循环水管,风机等组成,
4. 动力系统
主要为液压站,控制着熔炼炉自动活动部分,如炉盖封闭,坩埚倾斜等。
5. 电控系统
包括主电源箱和控制平台等,负责电源控制及日常操作流程控制。
3. 铸片厚度影响因素
真空速凝铸片是制备钕铁硼合金的第一道大工序工序,它要求铸片各向异性好、富Nd相沿晶界均匀分布、不存在α-Fe相。铸片厚度对最终产品性能有重要影响,经过这段时间学习,我觉得合金片厚度与以下因素密切相关:
1. 浇筑时合金液温度
2. 浇注时坩埚角度倾斜速度
3. 铜辊转速
4. 铜辊材质、导热率等因素
5. 真空机组的质量
由于以上2、3、4基本由厂家及技术相关人员调好不变,所以只要仪器运行正常,最关键的就是要控制好浇注温度才能生产出合格的产品
三、熔炼作业基本流程
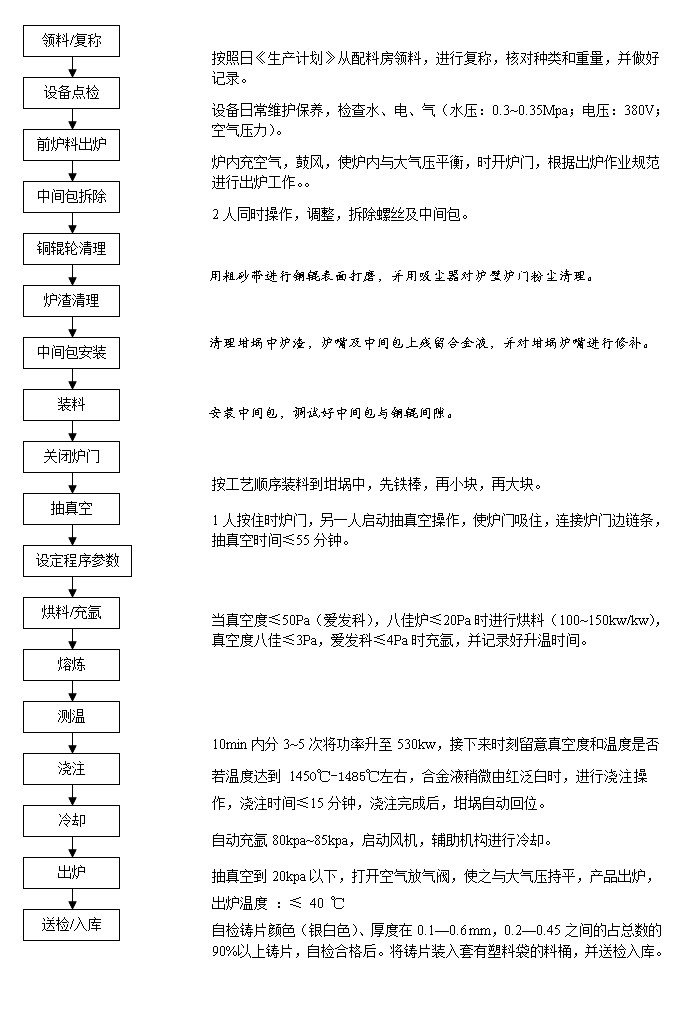
熔炼的基本流程是:从配料室领好原材料,复称无误后按顺序将料人工装入熔炼炉坩埚内,先抽真空,然后加热烘料,升温,将所有原材料熔化成合金液,当合金液的温度达到规定温度后,开始浇注,铸片脱落到水冷盘上,冷却到室温进行出炉。准备进入下一道氢碎工序。主要细节工序如下面流程图所示。
四、熔炼工段一些重要注意事项
“细节决定质量”,任何质量问题的产生除了仪器重大问题故障或人为重大失误外,基本上都是有日常某些容易疏忽的细节没做好。经过这段时间的实习,我觉得很多细节是值得我们注意的。
1. 熔炼前准备工作注意事项
领料:一定要仔细确认料种类和数量,有时候由于配料人员疏忽少放了某种稀有金属,若熔炼人员不注意核对,复称误差又小于1.5kg,一旦熔炼开始即造成重大质量事故,造成二次熔炼或报废。
设备点检:必不可少,且应特别注意水,电,气压是否正常,只有这样保证才能进行生产。
中间包的制作和调试:非常关键,看似简单,但是需要较强的经验,一旦没做好,会造成浇注时漏液,酿成重大质量事故,所以中间包的制作和调试一定的专人执行并班长检查。
装料:由于每种稀土都是用塑料袋装到铁桶内,有时候塑料袋有破损,若装料时直接提出来塑料袋,很可能造成原料的洒落到坩埚上或炉体内,特别是Dy-Fe等非常贵且稀少的原料不慎洒落,不仅造成了浪费,更造成了不可预知产品的质量问题。
抽真空:此过程中一定要密切关注真空度变化,且检查气管是否漏气(漏气声音比较明显,到边上就能听到,且真空度降不下去),且烘料过程不要时间太长,防止原料氧化。
2. 熔炼浇注过程注意事项
浇注时间点的控制:浇注工序对员工经验性要求比较高,操作者必须是有两个人在场,由于八佳热电偶坏的频次高,所以如果热电偶出现故障而不能测温时,则要求员工能通过合金液变化及时间记录估计出合金温度,从而控制好浇注时间点。
浇注时一人在炉体上面观察液面,并调整中频电压,控制好浇注过程,另一人在炉体下面监视中间包运行情况,对异常问题及时汇报和处理。
3. 安全方面注意事项
防压脚:熔炼叉车运输的频次是最高的,每炉料基本600kg左右,所以员工要注意防止叉车压到脚。
防砸伤:原料都需要上吊到真空熔炼炉上去,虽然有防护栏,但是安全第一,一旦疏忽,造成的后果将是终身的,此外每次换坩埚时不仅要注意防止坩埚的跌落,更要注意自己和他人安全。
防烫伤:主要是在清除炉渣及炉渣装入铁桶后,修补坩埚等过程容易烫伤,所以不要图方便,一定要带好防护手套,且要注意温度,不要随手到处乱摸。
防粉尘:熔炼工段粉尘是最厉害的,特别是深入炉体内工作(如锤坩埚,清理炉渣,清除炉体炉壁粉尘),所以公司也为熔炼每位员工配备最好的口罩,且在不断更新,但是某些员工可能觉得麻烦或由于天气原因戴的不舒服而不戴,虽然短期感觉对身体无影响,但是长期如此势必对身体造成极大地伤害。
五、个人感悟
我在熔炼实际上只待了2个多星期,后面2个星期根据领导安排回检测室协助质量员工作,同时做烧结工段现场工艺员。通过这段时间的工段学习,以及在检测室协助一线跟踪问题产品(缺角、开裂、杂质、尺寸异常等)流动及写质量分析报告,我一方面学会了熔炼工段基本作业流程和基本工艺,熟悉了质量问题分析的基本思路和流程,但另一方面也体会到了知识、能力和经验的欠缺,主要表现在以下几个方面:
1. 产品有某些质量问题时,特别是性能方面问题,就不知从何开始分析,这一方面由
于还未去烧结、成型和制粉工段三大工段实习,另一方面是钕铁硼技术知识还相当匮乏。
2. 做烧结工艺员巡检时,发现问题较少,但并不代表没出现问题(如3#和13#漏水造
成过产品氧化事故,25号摔料事故)。主要原因一方面巡检频次不够,且没能全过程跟踪;另有一方面没有在烧结实习过,虽然通过学习和交流对烧结过程熟悉,但具体设备仪器原理,注意事项还是有些模糊。
3. 另外一点就是关于质量意识方面。有时候重复工作多了,出现一些重复异常现象也
很难引起重视,例如26号连续发现6批模宽尺寸异常产品,但是并未引起质量员重视,结果还是领导发觉的。
4. 个人表现能力沟通能力需加强培养。虽然在熔炼工段与同事相处融洽,但并没有发光点。
所以以后工作过程中,为了克服自己的缺点和不足,应加强学习和锻炼,同时要抓紧后续3各月宝贵的实习时间,一方面深入现场,学习各小工序,“纸上得来终觉浅,绝知此事要躬行”;另一方面加强理论知识的补充和各工段作业流程,规范的学习;此外更应该提高质量意识,以维护公司利益和个人利益为出发点和归属点,发现问题,解决问题;真真切切做事,踏踏实实为人。
第二篇:破碎工段实习总结
三山岛金矿直属选矿车间破碎工段一周实习心得
为期一周的破碎工段实习已经结束,下面我将总结一下破碎工段的工艺流程、设备配置情况以及自己为提高处理量所想的一些措施。
三山岛金矿直属选矿车间破碎工段处理的是井下经过粗碎后的矿石,采用两段一闭路的破碎流程,粗碎后的矿石经矿井提升后给入原矿仓,原矿仓下安装XZGJ1200×3400振动放矿机,矿石经0#、1#皮带给入2YAH1536圆振动筛,筛子的筛上给入HP300圆锥破碎机,筛子的筛下经5#、6#皮带给入粉矿仓,圆锥破碎机的排矿经2#、3#皮带给入中转站,矿石自中转站经4#皮带给入2YAH2480圆振动筛,筛子的筛下同样经5#、6#皮带给入粉矿仓,筛子的筛上给入HP400圆锥破碎机,HP400圆锥破碎机的排矿同样经2#、3#皮带给入中转站。该流程设计的特点是中碎前的预先筛分的筛下部分不经过细碎而直接进入粉矿仓,如此设计,充分考虑了破碎工段所处理的矿石中有一部分做充填的尾砂,将其尽早筛除可减少细碎破碎机的负荷,提高破碎工段的处理量。破碎工段的设备配置也有一定特点,第二段筛子的给矿采用了中转站,对降低厂房高度,节约基建投资有利。另外,中、细碎破碎机布置在同一列,其排矿可经相同的皮带给入中转站,两台筛子分别布置在两台破碎机的上方,便于给矿,两台筛子布置在同一列,其筛下部分可经相同的皮带给入给入粉矿仓,整个破碎工段的设备配置紧凑,节约了用地。
三山岛直属选矿车间的处理量由最初的1500吨/日到现在的5000余吨/日,处理量不断加大,几经扩建,破碎工段虽更换过一些设备,
但是为了降低运行成本,实现最大的经济效益,如何使现在的设备的处理量达到最大并且为磨浮工段提供合格的矿石粒度是摆在我们面前的问题。据破碎工段胡段长介绍,破碎工段每天开车时间达到21小时,按每年工作330天计算,设备年作业率达到了79.11%,可以说,通过提高设备作业率来提高处理量不现实,唯一可以做的是充分检修,保证设备正常运转,减少因人为因素而造成的处理量的下降。原设计的进入破碎工段的矿石的最大粒度为250mm,我认为,为了保证选矿厂破碎工段生产顺利进行,必须和井下破碎协调好,保证第一段颚式破碎机的排矿粒度不超过设计粒度。另外,设计的破碎产品的最大粒度为10mm,从理论上讲,如果磨机的负荷率不高,就还有一定的提高入磨粒度的空间,可以在其中寻找一个平衡点,提高破碎产品的最大粒度。当然,这并不符合选矿传统上所说的“多碎少磨”的原则,因为提高入磨粒度会增加磨矿能耗,但是可以通过技术经济计算,考虑提高磨矿粒度所增加的能耗与所增加的效益的关系,目的是使现有设备充分发挥其潜力。影响破碎机处理量的因素主要有被破碎物料的物理性质,工艺条件,设备性能。被破碎物料的物理性质短时间内不会有太大变化,破碎机型号规格已经确定,不可能轻易改变。唯有考虑工艺条件,当颚式破碎机排矿的最大粒度与入磨粒度确定了之后,总破碎比随之而定,假定入磨粒度为10mm,那么总破碎比即为25,对于两段破碎来说,如何合理分配破碎比才能使两段破碎机均达到合理的负荷率是我们要考虑的问题。我们可以通过理论计算在不同的破碎比分配方案下,两段破碎机的负荷情况。当然理论计算毕
竟有一定的误差,还要在实践中不断摸索总结,根据现在的矿石性质及现有设备,合理分配两段破碎机的破碎比,即在实际中合理控制第一段破碎机的排矿粒度。
由于本人水平及时间有限,以上所述若有不足之处敬请批评指正!
三山岛选矿车间