UL CABLE相关信赖性测试标准
一.SH-1020垂直与水平燃烧
1. 垂直燃烧实验﹕
A.將電纜成品裁成一根457±20mm長的樣品,垂直固定於金屬罩中心位置。
B.在箱底水平鋪一層厚度為6-25mm的平坦藥棉層。
C.插上電源,開啟主控制箱電源按鈕,選擇垂直、自動或手動,設定燃燒時間及試驗次數。
D.打開可燃氣體之開關,開啟按鈕、旋轉電磁閥調節火焰(火焰長度為100-125mm,內藍色焰心長38 mm)。
E.將燃燒燈調節成與垂直成品率20度角,將燃燒燈的噴口(A點)調節到B點為38 mm,B點為燃燒燈軸心線的引伸線與試樣表面的交點,同時也是火焰藍色內錐體頂點在試樣表面的接觸點。
F用一條未增強的60磅(94 g/㎡)的牛皮紙(長:50mm,寬:13mm,厚:0.1mm),將牛皮紙濕潤並粘在試樣上,將牛皮紙塗膠面朝試驗上端繞一周,其下邊緣要在B點以上下文254mm,將兩端粘在一起,並修剪成位於試樣背面,朝試驗罩方向突出19mm指示小旗,小旗試驗兩側邊緣平行,試驗的下夾具按垂直方向保持距離B點,最近處大於76mm。
G.如果試樣上的火焰在15秒或更短時間內熄滅,施火間隔應為15秒;如果試樣上的火焰持續15秒以上,施火間隔應為火焰燃燒時間,碼錶將會記錄火焰在線材上的燃燒時間,重複5次,其中任何一次火焰離開後,試樣繼續燃燒超過60秒以上,則電線電纜或軟線應評定為會向附近的可燃性物質傳播火焰.
2.品質判定:
待遺留氣體燃燒盡時,關閉電磁閥,關閉電源,燃燒結果依:
A、標旗汙黑損壞不得超過25%
B、火焰離開後,線材燃燒不超過60秒。
C、不可有滴下之燃燒物。
D、脫脂不可有燃燒。
3注意事項:
A、試樣前檢查信號控制線無接錯,才可打開電源開關。
B、燃燒的空氣流通,附近不能有易燃物質。
C、燃燒氣高壓表指示的壓力應在0.01-0.02MPa,否則會有漏氣現象。
D、燃燒時小心燙傷,試驗結束後應關閉電源開關和氣瓶總閥。
4水平燃燒試驗:
A.將電纜線裁成一根長610mm試樣,按其徑向軸的水平固定在試驗罩中心位置。
B.在箱底鋪墊一層厚度為6-25mm的平坦而又水平的藥棉層,藥棉層的上表面距試樣下表面點229-241mm,這一下表面點為噴燈焰藍色內錐體觸及試樣的頂點。
C.試驗金屬杆與試樣距離不小於19mm ,它作為指示試樣上的三個點,即在左支撐點51mm ,178mm和330mm。調節燈座與試樣垂直,且處於左端第一個金屬杆與樣線的對應處,燈管頂部與水平樣線的距離為燃燒總火焰的1/3。
D.接上電源,開啟主控制箱電源的按鈕,選擇水平,自動或手動,設定燃燒時間,停止時間及設定次數。
E.打開可燃氣體之開關,按開啟按鈕,旋轉電磁閥,調節火焰長度為50±5mm,藍色內焰火焰總高度的1/3。
F.用藍色內燃燒電纜線30秒,將火焰離開,待遺留的氣體燃燒盡時,關閉電源。
5 品質判定:
A.燃燒結果依樣線燃燒速度(從第二個金屬杆到第三個金屬杆的速度不能超過25.4mm/分鐘)。
B.棉花是否被滴落或引燃。
6 注意事項:
A、試樣前檢查信號控制線無接錯,才可打開電源開關。
B、燃燒的空氣流通,附近不能有易燃物質。
C、燃燒氣高壓表指示的壓力應在0.01-0.02MPa,否則會有漏氣現象。
D、燃燒時小心燙傷,試驗結束後應關閉電源開關和氣瓶總閥。
二.摇摆实验
1 待測品加工:
A. 線材加工(兩端均同)
5.1.1.1將線材裁成每條長1000±100mm之長度。
5.1.1.2把裁好之線材線頭部分去除外被,編織,鋁箱和地線60±15mm。
5.1.1.3取R.G.B同軸線及其它色線﹐剝除其外皮和隔離線20±5mm。
5.1.1.4完成所有線頭之剝皮後,將各條線內所有芯線以串聯方式連接並隔離,完成線
材之加工。
B. 成品加工:
5.1.2.1待測品前端加工方式依照對應成品加工。
5.1.2.2製作成品對應母座之引線。
5.1.2.3將焊好的治具,插入D-SUB,依照其配線表將所有芯線以串聯方法連接並隔離,
完成成品之加工。
2. 夾持程式:
A. 將加工完畢之線材穿入固定座固定,線頭須凸出固定夾50±10mm.成品鎖緊
MOLDING即可。
B. 將接電端子正負極接於串聯後所剩的兩端。
3. 試驗標準設定如下:
A.RGB / DVI / HDMI CABLE
1. 將旋轉速度調整至﹕20次/分的搖擺頻率,夾具R角為25.4mm。
2. 將線材距固定座的中心300±50mm處掛重砝碼。
3. 將可調式偏心輪調整至﹕正負90度的搖擺角度,掛重500g。
4. 設定總設定計數器判定次數為:搖擺300次後無導通不良。
5. 如客戶有特殊要求,依客戶標準作業。
B. AUDIO / USB / DC CABLE
1. 將旋轉速度調整至﹕20次/分的搖擺頻率,夾具R角為25.4mm。
2. 將線材距固定座的中心300±50mm處掛重砝碼。
3. 將可調式偏心輪調整至﹕正負90度的搖擺角度,掛重500g。
4. 設定總設定計數器判定次數為﹕搖擺200次後無導通不良。
5 .如客戶有特殊要求,依客戶標準作業。
4. 啟動試驗:
插入電源插座,打開總電源開關之後按下啟動鈕即開始試驗
5. 品質判定﹕
A.若部份試驗件已發生斷線狀況﹐則對應計數器停止計數﹐其他試驗件繼續搖擺至所
有試驗件斷掉或達至總設定次數後﹐該機才會完全停止。
B.搖擺測試結果以最終電測作為品質判定,若因其他原因造成搖擺試驗失敗,不作為最終
品質判定之依據。
6. 注意事項﹕
A. 固定試驗件時﹐固定夾座一定要鎖緊﹐搖擺時不可滑動。
B. 試驗中應確保砝碼懸空且串聯之各組芯線不可脫落或與其他組短路。
三.盐雾实验
1.说明:
本方法是使用盐水喷雾试验机将氯化钠溶液的试验液,以雾状喷于电镀被复膜上之一种腐蚀试验方法。
2.试验主要条件如表所示:
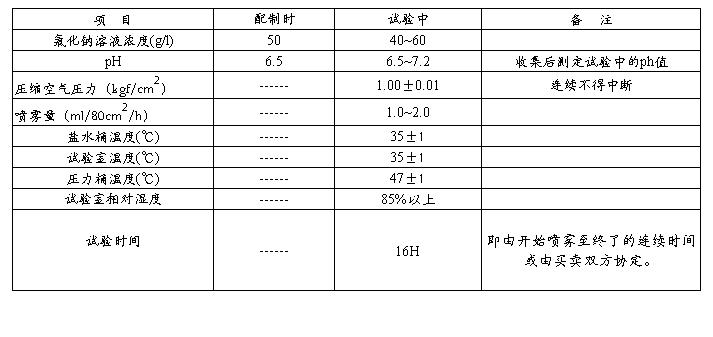
3.试验液之配制 :
A.溶解试药级氯化钠(1)于蒸镏水(总溶解固体量小于200ppm以下的水中),调配成浓度 为5±1%的试验液,此试验液在35℃喷雾后,其收集ph值应为6.5~7.2且喷雾前此试验液不能含有悬浮物。
B. 氯化钠不能含有铜与镍的不纯物体的碘化钠含量须小于0.1%,因不纯物中可能含有腐蚀制剂,所
以不纯物总含量须小于0.3%。
C. 试验液须以试药级的盐酸或氢氧化钠稀溶液调整ph值或其它可靠方法测量之.由于配制试验液的
水中含有二氧化碳,二氧化碳在水中的深度随温度改变而影响溶液的ph值,故须小心控制ph值,ph
值则可依下列任一方法调整:
1. 常温配制试验液,于35℃喷雾,因为温度的升高而使部份二氧化碳逸出溶液而升高ph值,故在
常温配制试验液时,ph值应调整在6.5内,才可以收集液的ph值在6.5~7.2之间。
2 . ph值调整前,使试验液先煮沸再泠至35℃,或维持35℃温度48小时,如此调整的ph值在35
℃喷雾 时,将不会产生太大变化。
3. 先将水加热至35℃以上,以去除溶解的二氧化碳,而后再调制试验液并调整ph值,如此在35℃喷
雾时,所调整的ph值也不会产生太大变化。
4. 为避免喷雾嘴阻塞,此试验液须过滤或小心傾斜注入盐水桶,或于喷雾吸水管前端处上玻璃过滤器或适当之纱布为宜。
4.设备:
A. 本试验所需之设备为喷雾嘴,盐水桶,试验片支持架喷液收集容器,试验室,盐水桶,压力桶,压缩空气之
供给设备与排气设备构成。
B. 盐水喷雾试验机与其需的管路应采用钝性材料,不能对喷雾之腐蚀试验影响或本身被腐蚀者。
C. 喷雾嘴不可直接将试验液喷向试样,喷雾室顶部聚集之溶液不得滴落在试验片上。
D. 试验片滴下之试验液不可流回盐水桶,而用于试验。
E. 压缩空气不能含有油脂及灰尘,所以须有空气清凈器,空气压力须保持在1.00±0.01kgf/cm²,因为压缩
空气于膨胀时,有吸热现象,所以须事先有预热,以获取均一温度的喷雾,预热以增加压缩空气的温度。
F. 喷雾采取器其水平采取面积为80cm²,直经约为10cm²,置于试验片附近,靠近喷嘴最远之处的两个地方
G. 喷雾液量以整个时间计算,在采取容器上,应每小时平均可收集1.0~2.0mI之盐水溶液喷雾液.
H. 试验中盐水桶,其氯化钠溶液浓度应维持40~60g/l。
I. 压力桶之温度须保持在47±1℃,盐水桶之温度在35±1℃。
J. 试验室的相对湿度须保持在85%以上。
5.试验前处理:
A. 试样依镀层性质与清洁程度而须做适当清洗,不能使用研磨剂及具有腐蚀或抑制作用之溶剂清洗,且
清洗方法不得损伤表面.试样经清凈后以干凈之布或吸水纸将水份擦干,或用无油之干燥空气吹干。
B. 试验样品检查时,必需从不同角度进行观察,且试样品表面不可有预制损伤现象,否则不予试验。
C. 手纹污染会造成严重的不良试验结果,试样于清凈后不得有任何手纹的污染。
6. 试样之置放:
A. 试样之主要表面与铅垂线成15度至30度之倾斜或(水平/垂直)放置,又自试验室上方府视时应与喷雾
之主要流重方向平行,特殊零件具有很多方向的主要表面需要同时测试时,可取多件试样置放,务必使
每个主要表面能同时接受盐水的喷雾。
B. 试样之排列,应使喷雾自由地落至全部试片上,不应防止喷雾之自由落下。
C. 试样不可互相接触,也不可接到金属导体或有毛细现象作用之物质,以及它支持架以外物质.
D. 盐水溶液勿从一个试样滴至其它试样上.
7.操作:
A. 将试验室及盐水桶之温度调整至35℃,压力桶之温度为47℃,喷雾压力保持在1.00±0.01kgf/cm²时,即
可开始喷雾。
B. 试验时间:自喷雾开始至终了之连续时间,试验时间为电镀层的一重要品质数据,其所需时间及条件依
零件承认书,如有客户要求,依客户标准作业。
C. 试验处理:喷雾试验完毕,开启试验室上盖时,勿使溶液滴下而小心取出试样,不得损伤主要表面,尽速
以低于38℃之清水洗去粘附之盐粒用毛刷或棉去除腐蚀点以外之腐蚀生成物,并立即以干凈压缩空
气干燥之。
8.判定方法:
A.试验后,如果试验状态允许,可不经清洗进行检查,如果污垢和盐类沉积物等掩盖了缺陷而使检查难以
进行时,可用海棉对表面进行擦拭,但在过程中不应施加压力,以免洗掉腐蚀产物,清洗不应对覆盖层产
生任何破坏,中途或定期检查时不允许清洗试验,否则会干扰试样的腐蚀行为。
B.可忽略接触痕、挂具痕、铆压角和固定孔等缺陷。
C. 当覆盖层对基体金属呈阳极性时,从试样边缘发展出来的白色腐蚀物不应认为是覆盖层失效。
D. 外观评级:
1. A / %表示基体金属腐蚀所占总面积的百分数.
2. vs 表示非常轻度(A<1%) s 表示轻度(A>1%)
m表示中度(A>20%) x 表示重度(A>50%)
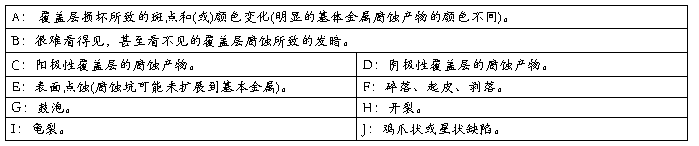
3. 覆盖层破坏类型的分类:
4. 保护评级(Rp)与外观评级(RA)
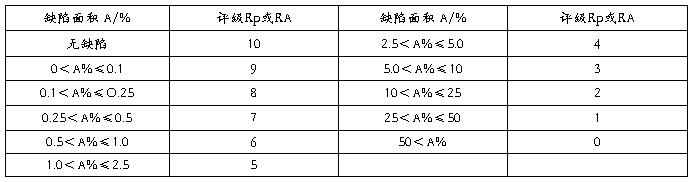
E.则腐蚀状况,可依照保护评级与外观评级进行实施:
1. TER类:
1.1 先冲后镀,缺陷面积需小于≤0.1(9级)。
1.2 先镀后冲,缺陷面积需小于≤0.1(9级)。
1.3 镀亚光,缺陷面积需小于≤0.25(8级)。
2. 五金类:
2.1 螺钉及塑材螺钉,缺陷面积需小于≤25 (2级)。
2.2 马口铁,缺陷面积需小于≤25 (2级)。
3. 连接器类: 缺陷面积需小于≤10 (3级)。
F. 评定外观评级(RA)示例:
1 中度起斑点,面积超过20%; 2 m A
2 覆盖层(阳极性的)轻度腐,面积超过1%;5 s C
G. 附表1 35℃喷雾试验室,压缩空气的压力与所需的预热温度:

第二篇:喷涂件信赖性测试标准
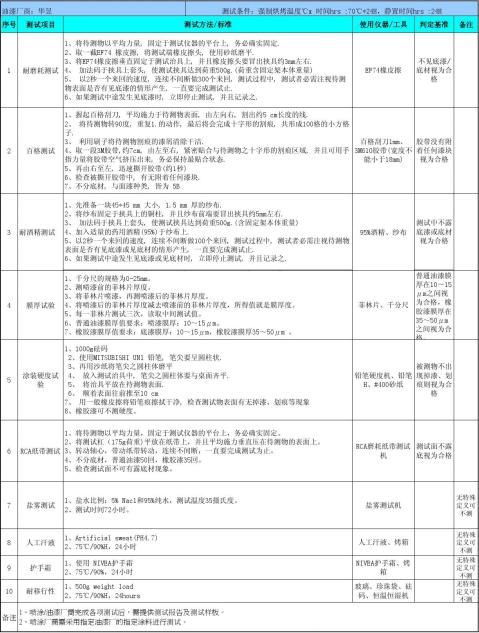
喷涂件信赖性测试标准