#2机组A修锅炉设备解体阶段报告
 专业:锅炉 20##年07月18日
专业:锅炉 20##年07月18日
一、人力资源投入情况
人员:锅炉辅机32人、锅炉本体38人,阀门12人,共82人。(合同锅炉班60人、辅机50人、管阀30人),人员基本满足要求;
二、检修进度、网络节点完成说明
进度基本符合要求,锅炉本体工作有点滞后,尾部受热面、高再、炉膛水冷壁检查完成,风机、制粉系统设备解体完成,阀门共156台。已解体150台,余下工作主要是主汽堵阀未解体,整个解体阶段工基本完成;
主要炉膛内工作进度安排(共28天),根据目前的进度,可以满足要求:
1. 7月18日—22日5天,吹灰孔处水冷壁补焊、换管、取样;同时进行其他受热面检修、燃烧器修理工作;交叉时间进行屏过搭架工作;
2. 7月23日—28日6天,屏过管排检查、整形、落灰斗检查处理;
3. 7月29日—8月8日10天,水冷壁喷涂;
4. 8月10日水压试验
5. 8月11日—15日5天,拆炉内检修平台;
6. 8月16日移回捞渣机
三、发现的主要缺陷及处理意见
1、 锅炉四管:
1.1 左、右墙水冷壁存在高温腐蚀,区域:上下在最上层燃烧器至炉膛折焰角之间,左右在距离前后墙约1米中间部位,壁厚(原始7.5 mm)测厚左墙最低7.1mm;右墙最低6.2 mm,需要进行防腐喷涂约500平方米;
1.2 炉膛吹灰孔处水冷壁存在较为普遍的吹损,壁厚测厚最低5.2mm,补焊处理后进行防磨喷涂
1.3 B侧水冷壁前墙B至A数第107根垂直水冷壁管张粗严重,需要更换,内窥检查管路、集箱;
1.4 受热面取样6根;
1.5 检查超标换管21根,加上屏过的管排整形,预计换管35根;
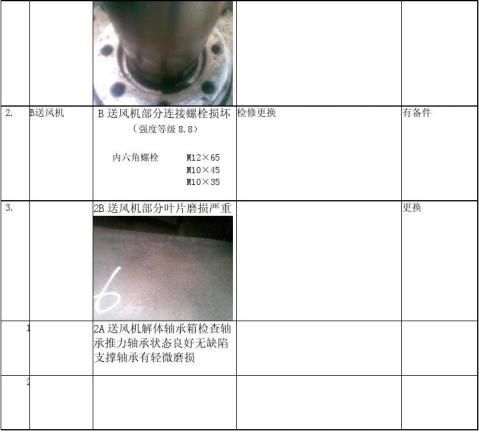
2、 阀门更换6个、其余的修复,B361阀密封面有点冲刷,阀笼迷宫有铁屑等杂物;
3、 空气预热器2A、2B空气预热器导向轴承压板3条M36固定螺栓断裂、短轴和轴套磨损,主要是转子的安装垂直偏斜造成,A侧100丝、B侧52丝(要求25丝),已外送修复;
4、 风机:
2.1 两台一次风机推力轴承滚道、滚珠脱皮损伤; A侧是20##年9月临修更换承力轴承、推力轴承由于没有货未更换,但已有脱皮;B侧是20##年2月振动大抢修更换整套轴承;主要原因系轴承质量问题(根据送风机新轴承的检查情况,轴承有内套上有麻点,外套外观变黑色、外圈有划痕,疑为翻新轴承,已经退货)。现场检查轴承未发现明显的超温现象,运行中温度、振动良好,说明润滑、间隙良好;本次两套轴承需要更换;
2.2 A、B一次风机、A送风机液压缸油封老化,需要更换;有备件;
2.3 2A送风机编号16的叶片,其迎风面两侧腐蚀、磨损比其他严重,距叶顶约80毫米处长约40毫米、 宽约12毫米被异物击掉
2.4 2A送风机推力侧承力轴承有一颗滚珠有损伤,需要更换;
2.5 2B引风机电机推力轴承下瓦有磨损。推力瓦侧面有磨损,深约1mm,宽约9 mm,刮瓦。
2.6 2A引风机电机推力轴瓦磨损较重,承力轴瓦磨损;刮瓦;推力轴承保持架损坏,需要更换轴承一套;
5、 捞渣机浸水导轮损坏4个,需要更换;已联系原厂家,拟进行改造;
6、 磨煤机
6.1 1B\1C\1E减速机齿轮均有严重损伤,需要更换,A、D磨有轻微损伤;分析认为系减速机选型出力偏小,造成减速机齿轮长期过载运行,疲劳损坏;彻底解决需要研究改造措施。
6.2 落煤管底部衬板磨穿,更换;
6.3 分离器可调缩孔基本全部磨穿,需更换30个;
7、 给煤机皮带损坏、裙边断落,需要更换6根;

四、下一阶段主要工作安排与要求
1、 未解体的设备:如主汽堵阀、空气炮、屏过检查等工作尽快解体、检查。
2、 根据目前的进度,要求拓奇重排锅炉设备回装的进度计划,19日完成;
3、 设备回装的几个重点要求
(1) 设备回装严格按照文件包的要求执行,根据管理手册的要求,提前通知相关人员到场验收;
(2) 设备回装注意检修工序的要求,清理、清洁注意方法,避免二次污染;
(3) 工作负责人应自验合格后才通知二、三级验收,重复验收2次不合格,进行考核;
(4) 转机轴承回装不许使用火焰加热,温度严格控制在120℃以下,使用铜棒敲打,不许使用铁锤直接敲打轴承;
(5) 阀门回装要求螺栓必须涂防咬合剂,密封面压线合格;
(6) 回装数据要求拓奇、设备部各自都有一套自己测量的数据;
(7) 换管、换阀门材料必须打光谱核实,焊接严格按照工艺卡执行
(8) 使用的材料、备件必须经过验收合格后才能使用,需要解体验收的备件必须解体验收;
(9) 风机、风箱、炉膛等封人孔前,监理、安技部专工,设备部人员、运行部锅炉专工共同确认,签字;
(10) 对#1机组A修后锅炉设备出现的几个问题进行了通报:一次风机动叶卡涩,内部有安全带等杂物,二次风箱有漏灰,阀门有内漏等,要求在#2机组A修中避免出现类次的情况。
4、 下一阶段的安全工作重点
(1) 炉膛内的交叉作业、检修平台使用。平台必须每天检查、签字,操作有有资格证的专人操作,上部有人工作时,下部禁止施工,不许交叉作业;
(2) 空气预热器的盘车、施工。空气预热器内部有人工作时,必须做好机械制动的措施,用手拉葫芦反向拉紧或用槽钢搭接焊牢。
5、 现场的文明生产要保持好,要求拓奇每天早会都对各工作面提出工完料净场地清、排放整齐的要求,下班前班长检查施工面,未达到要求的,要求加班整理,设备部进行监督。
第二篇:#2机组A修设备解体报告B送风机
#2机组A修B送风机解体报告
专业: 锅炉 20xx年07月10日
一、设备修前情况
1.2B上次解体大修情况:20xx年6月B修,除风机主轴承未进行解体检修外,其他按标准项目检修,无重大异常情况。
2.6月12日检查情况:振动:0.24(叶轮侧)/0.76(电机侧)mm/s;风机轴承温度:66/66;电流99.2A;动叶开度41%;出口风压2.50Kpa;机组负荷603MW。
3.主要问题:液压缸轴封老化,渗油;风机主轴承运行时间较长;冷却水管堵塞;双机动叶同步性差。
二、设备解体情况

三、发现的主要缺陷及处理意见
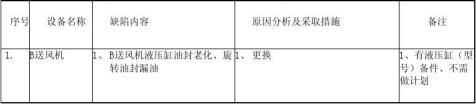
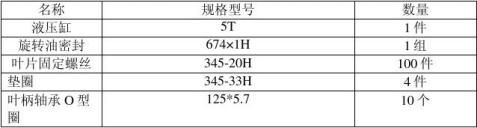
四、物资需用计划

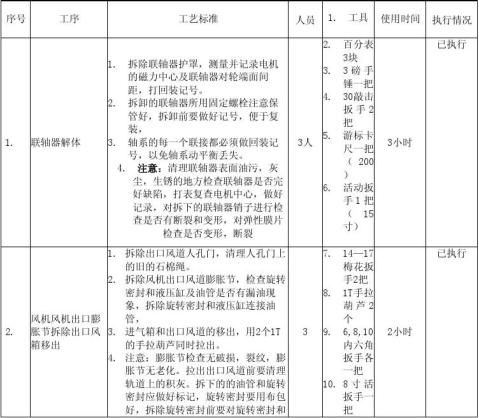
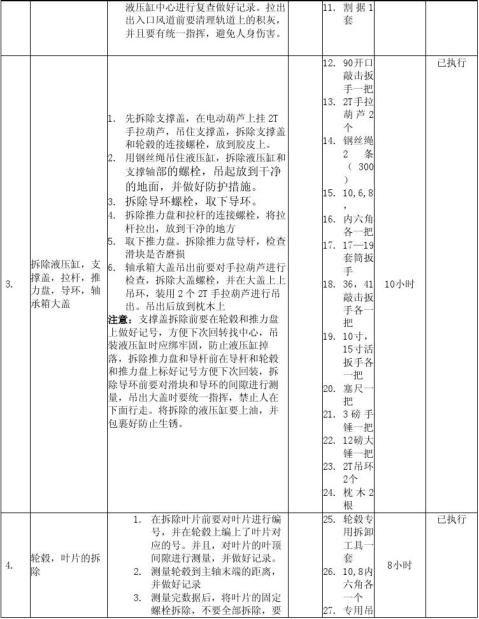
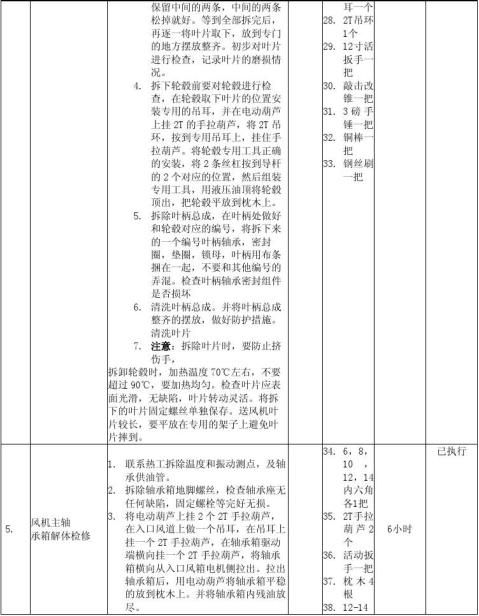
好,无弯曲现象,弹性膜片完好无损,可以使用,修前复查联轴器中心叶轮侧轴向上下偏差0.16 mm左右偏差0.09mm,径向上下偏差0.20 mm,左右偏差0.05 mm。对轮间隙31.4mm。液压缸传动跳动值为0.03mm,旋转密封跳动值为0.05,检查发现液压缸轴封老化漏油,旋转油封漏油,调节阀O型圈老化。检查叶片部分叶片磨损严重,叶片的最小间隙为2.00mm,最大间隙为2.8mm,解体轴承箱,检查轴承推力轴承状态良好无缺陷 支撑轴承有轻微磨损
送风机检修工艺标准:
1.联轴器找中心值:轴向偏差不大于0.10mm,径向偏差不大于0.10mm。
2.叶片表面光滑,无缺陷,叶片轴无滑痕,光滑;垂直度与同心度不大于0.03mm。
3.叶片轴的轴向窜动量为0.5~1.0mm(叶片底部与轮毂突出部分间隙不大于0.8mm)。
4.清洗滑块,清除手刺、凸台,用MoS2擦亮导环;滑块与导环的间隙为0.1~0.5mm。 最长叶片的最小间隙不小于3.3mm。最短叶片的最大间隙不大于5.2mm。最长叶片和最短叶片在8个点的差值平均值不大于4.3mm。最长叶片的8个测点的差值不大于1.9mm。
5.打表校正液压缸,中心偏差应不大于0.05mm。
6.旋转油封与调节阀的间隙要均匀用螺栓调整,间隙差不得大于0.1mm。中心偏差不大于0.05mm。
7.轴承的窜动间隙为1mm。
8.轴承应转动灵活,无卡涩现象。
9.主轴的同心度不大于0.02mm,轴表面光滑无划痕,轴不应弯曲,水平偏差不大于0.1mm/m;轴上的各段螺纹与螺母配合正确。
10. 叶片角度为10~55°。
动叶开度为50%时,叶片角度应为32.5°,曲柄应垂直,调节臂应水平。