焊缝超声波探伤中的一种假缺陷回波
发布日期:2007-04-07 09:12:56 浏览次数:224 【收藏】 【打印】 【关闭】
在本站刊登无损检测论文,本站将注明出处及作者信息 [我要刊登]
摘要:对接焊缝超声波探伤时,探头下扩散声束在焊缝表面的反射回波,很容易被误判为缺陷。通过采用不同角度探头进行探伤试验,明确了这种假缺陷回波产生的原因及特点。
关键词:焊接; 超声波探伤; 缺陷回波
1 问题的提出
三峡工程引水压力钢管直径为12.4m,由厚度为28~60mm钢板卷制焊接而成。下平段钢板材料为600MPa级调质钢,焊接时严格控制热输入,均采用多层多道焊。 在厚板环缝超声波探伤(B级)时,常发现距背面3~8mm深度范围内的熔合线附近有不同长度连续的超标反射回波,有时甚至于焊缝全长都有此反射波。以某一60mm厚管节为例,其焊缝结构形式如图1所示,使用数字式探伤仪(增益型)其回波指示位置见表1.
表1 探伤仪回波指示位置
-------------------------------------------------------------------------------- β=60°
回波编号 声程指示 水平指标 深度指示
-------------------------------------------------------------------------------- 1 107 92.6 53.5
2 104 89.2 51.5
3 103.5 89.2 51.5
-------------------------------------------------------------------------------- 注:β-探头折射角;水平指示是从入射点算起。
图1 焊缝结构形成
对于这种反射波,按照常规的判断很容易被评定为未熔合或母材中的缺陷,当拍打背面焊缝区时波幅变化不明显,然而砂轮打磨背面焊缝时可见波幅逐渐降低直至消失,这说明该反射波是来自于背缝的焊缝表面。此种现象极易导至误判,造成不应该的返修。为此,我们进行了一些试验,分析此种反射波产生的原因。
2 试验
试验1:选取与工件相同的钢板(60mm)并经探伤确认该钢板中无缺陷。在钢板背面模仿实际焊缝余高进行堆焊(见图2)。采用不同角度探头进行探伤,发现了类似的回波,其回波指示位置见表2。从表2可见,用前三种折射角的探头,仪器指示深度均小于60mm。按常规,应判为钢板中有缺陷,但实际钢板堆焊前经探伤并无缺陷。 表2 试验1回波指示位置
-------------------------------------------------------------------------------- β 声程指示 水平指示 深度指示 DAC(dB)
-------------------------------------------------------------------------------- 66° 126.6 115.1 51.25 +14
63° 124.7 111.1 56.6 +13.2
55.5° 101.0 83.2 55.21 +8
45° 有回波的地方深度指示≥60mm回波幅度多在I区(也有高者)
-------------------------------------------------------------------------------- 试验2:由于试验1的焊缝表面形状有随机性,所以又制作了准确形状的对比试块(见图3),其下面约40°斜面为刨床加工。测试结果见表3。从表3中可以看出,用前三种探头探测对比试块同样存在假缺陷波,即仪器指示深度均小于60mm,而且反射回波幅度更高。
表3 试验2回波指示位置
------------------------------------------------------------------------------- β 声程指示 水平指示 深度指示 DAC(dB)
-------------------------------------------------------------------------------- 66° 114.0 104.1 46.37 +1.4
63° 110.3 98.33 50.11 -3.4
55.5° 98.0 80.76 55.51 -9.3
45° 85.61 60.53 60.54 -8
-------------------------------------------------------------------------------- 上述两个试验可看出,用66°、63°及55.5°探头探伤时,图2下部焊缝表面及图3的45斜面均不利于轴线声束反射,故看不到轴线声束的反射波,看到的是扩散声束的回波。所以虽然反射面深度大于60mm,而仪器指示深度却反而小于60mm。但当使用45°探头时,由于试验2的45°斜面与轴线声束接近垂直,所以有较强的轴线声束反射波(DAC-8dB),指示深度也大于60mm;而试验1的焊缝表面反射条件不如45°斜面,但仍能得到轴线声束的反射回波,只是相对45°斜面其回波能量较低(多在区),仪器指示深度也是大于60mm。
试验3:上述两个试验都是用一次波对厚板进行探伤的试验,为了考察中厚板是否存在此假缺陷回波,又选择了厚度为34mm的管节环缝进行了试验(见图4)。经测试,这种产生于焊缝趾部(如图4A点附近)的假缺陷回波,用一、二次波扫查都能发现(图4的探头D和B位置),表4为二次波扫查时的指示位置。焊缝趾部附近经打磨后,该回波消失。
表4 34mm厚板二次波的指示位置
-------------------------------------------------------------------------------- 探头k值 声程指示 水平指示 深度指示 DAC(dB)
--------------------------------------------------------------------------------
2 131.9 118.0 59.09 II区
-------------------------------------------------------------------------------- 其中:①A′B相当于下扩散声束的某部分至实际反射点的声程。
②为A′B实际声程转换到声束轴线上的声程(C′B=A′B)。
通过试验测试可见回波有如下特点:
①探伤仪的回波声程指示是入射点到焊缝表面反射点的距离;
②探伤仪的回波指示位置在工件内部焊缝熔合线附近(45°探头除外); ③探头折射角越大,回波深度指示越小;
④45°折射角探头仪器的深度指示位置等于或大于板厚;
⑤回波幅度与反射面的反射条件有关;
⑥打磨余高回波幅度变小直到消失。
3 分析
通过上述试验证实了假回波的反射面在焊缝表面,但为什么深度指示会远小于板厚而不是大于板厚?其原因是仪器的指示,均是根据轴线声束的声程计算而来,但声束是会扩散的,若反射面只有利于扩散角内某部分声束反射时,其所得回波再用轴线声束计算,显然会出现错误。我们可以借助于RB2对比试块进一步说明。用三种探头分别找到试块中60 mm深横通孔的反射最高波,然后向前移动和向后移动探头,移动时波幅将逐渐降低,前移、后移到波幅降到一半时(DAC+6dB)进行讨论,此时的仪器指示见表5。
表5 轴线声束和扩散声束反射回波的指示位置
-------------------------------------------------------------------------------- β 探头位置 声程指示 水平指示 深度指示 DAC(dB)
------------------------------------------------------------------------------- 回波最高处 146.0 133.3 59.38 0
66° 前移 119.0 108.7 48.4 +6
后移 168.0 153.4 68.33 +6
回波最高处 131.1 116.8 59.56 0
63° 前移 113.5 101.1 51.53 +6
后移 152.7 136.1 69.36 +6
回波最高处 105.0 86.53 59.47 0
56.1° 前移 94.0 77.46 53.24 +6
后移 119.0 987.07 67.4 +6
-------------------------------------------------------------------------------- 现以63°探头前移为例进行分析,当入射点在M时,探头的轴线声束(63°)与反射面垂直,回波最高,仪器的指示位置见表5和图5,此时声程为图5中的
BM=131.1mm,深度BF=59.56mm,水平距离FM=116.8mm。探头前移到L时(波幅下降一半),轴线声束移为CL,此时在φ3孔上已无反射面,所以此时的回波不是轴线声束的反射,而是下扩散角内某声束AL(与φ3孔反射面垂直)的反射回波。此时仪器的指示声程是AL的真实声程(113.5mm)。但其深度与水平距离则需要计算:AL的折射角β=arcCos60/(113.5+1.5)=58.55°,实际深度
AE=Cos58.55°×113.5=59.22mm,实际水平距离
EL=sin58.55°×113.5=96.83mm。上述计算结果显然与仪器的指示深度和水平距离是不同的,仪器指示的数据是按已无反射条件的轴线声束计算的,所以是错误的,其指示深度比A点的实际深度提高了7.7mm,水平距离前移了4.3mm。换言之,即是把A点的反射波误指示为没有反射的C点。
同样道理,在图6所示焊缝探伤时,若A点处焊缝表面不利于轴线声束反射而只与下扩散角范围内某部分声束相垂直时,则得到较高的回波,其仪器提供的深度和水平距离却错误地被指示为C点。
实际上无论探头角度多大,这种扩散声束在焊缝表面引起的假缺陷回波现象都有可能存在,主要决定于有效反射面的大小、方向、形状和光洁度等。如为了和变形波加以区别,把该波称为变角回波更为直观。
4 结束语
综上所述,可得出如下结论:
①焊缝中的这种回波并非缺陷回波,是探头下扩散角内的某一声束在焊缝表面反射的回波(变角回波)。
②焊缝探伤的变角回波无论斜探头角度多大,都有可能存在,但究竟是否出现及其反射能量强弱主要决定于有效反射面的大小、方向、形状和光洁度等。
③工件厚度越大、探头角度越大,则变角回波的现象越明显。较薄工件用直射波探伤时可能不明显,但用二次以上的波(含二次波)探伤时也很明显。
④凡遇到此类按常规定位方法定位于熔合线附近或母材内的回波,都应慎重对待,需要认真地观察焊缝外形、更换探头角度、双面双侧检测、精确定位分析、必要时打磨焊缝等,以避免造成误判
作者简介:翟保民,三峡总公司金结检测中心,工程师。
第二篇:焊缝超声波探伤(第六节假讯号(非缺陷讯号)的判别)
第四章 焊缝超声波探伤
第六节 假讯号(非缺陷讯号)的判别
在焊缝探伤过程中,示波屏上常会出现一些非焊缝内部缺陷引起的反射讯号,我们称这类讯号为假讯号。
由于探头的质量、仪器的性能、焊缝表面形状和结构型式等原因引起的假讯号,往往现于底波讯号之前,与内部缺陷反射讯号混杂在一起,致使我们在探伤时,对真假讯号容易混淆。
由于波型转换而引起的假讯号一般出现在底波
反射讯号的后面,由于这类假讯号通常不会与缺陷
讯号相混淆,故探伤时可以不必顾虑。
对于前一类假讯号,只要我们认真观察,精确
定位和仔细分析,还是能够加以区别的。下面我们
对一些在焊缝探伤过程中经常碰到的假讯号,及其
产生原因和辨别方法作一简单介绍:
1. 探头杂波
由于探头吸收块作用降低或失灵,吸收不好,
图4–19 探头杂波 故在始波后出现很多杂波,见图4–19a。 由于探头晶片位置装得不合适,或探头有机玻璃块设计不合理,使探头内的纵波反射未能全部被有机玻璃块完全吸收,而被晶片接收而产生杂波。见图4–19b。
在接通探头后(不与工件接触),探头杂波即在示波屏上显示。在探伤过程中,探头杂波固定在某一定位置上,不随探头移动而移动,所以比较容易鉴别。
2. 仪器杂波
由于仪器性能不好或灵敏度调节偏高而产生。当探头移动时,此杂波在示波屏上的位置不变;当降低灵敏度后,此种杂波即行消失。
3. 耦合剂反射
探伤时,由于探伤前沿耦合剂堆积过多,也会引起反射讯号。探头不动,此波时而升高、时而降低,很不稳定;探头稍一移动,波形变化很大,无一定规律。如果用手指放在探头前面或消除耦合剂以后,反射波立即降低,或者消失。
4. 焊角反射
焊缝大都有一定的增强量,增强量与母材的交界处称为焊角。超声波在焊角处的反射即为焊角反射。
焊角反射的讯号与增强量的高度有关,增强量高,反射讯号高,增强量低,反射讯号低。若增强量小到一定程度(或无增强量)时,无焊角反射。
可以做一个实验:将探头放在阶梯试块上,从两个相反的方向探测下面的阶梯(如图4–21所示),则探头在A位置时有反射波,而在B位置时没有反射波。同理,探头在工件上A位置时有焊角反射,在B位置时无焊角反射,见图4–20。
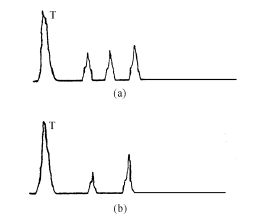
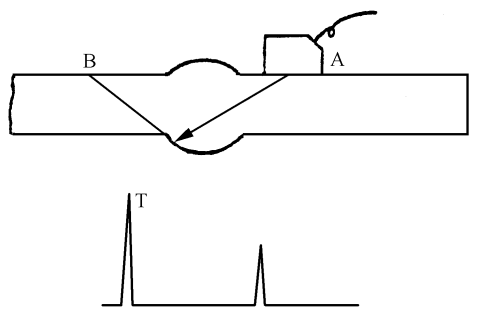
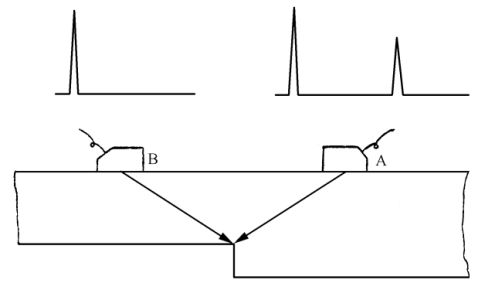
图4–20 焊角反射 图4–21 斜探头在不同位置探测阶梯试块时
反射波的情况
焊角反射的辨别:
① 焊角反射波幅的高低,决定于增强量的高低,若在焊角位置出现很强的反射讯号,而此处的增强量却很小时,则可以认为是缺陷反射;
② 若探头在A位置发现焊角处有反射讯号,可将探头放在B位置,看是否也出现反射讯号,如无反射波可判为焊角反射;反之,则需观察焊缝背面情况,看看是否有咬口等表面缺陷,若没有咬口现象,则基本上是焊缝内部缺陷反射;
③ 当探头沿焊缝平行移动时,则反射波的位置不变,当探头垂直焊缝作前后移后时,反射波可跟着移动一段距离,并且根据最高反射波在示波屏上的位置所算得的水平距离及垂直距离和焊角位置相同;
④ 反射当量一般在?2-10dB左右;
⑤ 用手指沾油轻轻碰击焊角处时,反射波会跳动。
5. 咬边反射
咬边属于焊缝边缘的表面缺陷,故在表面检查时用肉眼可观察到,但在超声探伤时,它很容易与内部缺陷相混淆。
咬边反射(见图4–22)与焊角反射二者比较相似,区别点仅在于:在A、B两个位置都能得到咬边反射波,此反射波在示波屏上的位置而换算的水平距离、垂直距离与咬边位置相同。
从图4–22可以看出,要精确区分是咬边反射还是靠近焊角处的缺陷反射是比较困难的。但根据生产实际情况来看,咬边一般有一定的长度,或者连续、或者继续。故可和点状、分散缺陷区别开来。
另外,可观察焊缝背面情况来帮助我们作出正确的判断
6. 沟槽反射
在自动焊的多道焊和手工焊的横焊中常形成一道道沟糟,如图4–23所示。
当超声波扫射到沟槽时,会引起沟槽反射。沟槽的一般判断方法如下:
① 在A位置时有沟槽反射,一般来讲其反射讯号并不高(当量为?2-10dB左右),而在B位置时,则反射讯号就更小,甚至没有反射讯号;
② 根据沟槽反射波在示波屏上的位置计算得到的水平距离及垂直距离和看到的沟槽位置相同,其长度也相等;
③ 可观察焊缝背面情况,如有可能,则用手指沾油在沟槽处轻轻敲击,此时,沟槽反射波会上下跳动。
由于自动焊中的沟槽比较规则,故容易鉴别。而手工焊中的沟槽则比较复杂,无一定规律且其沟槽深,故在A、B两侧探伤时都会引起沟槽反射,反射波在示波屏上位置相关不多,易与焊缝下半部缺陷相混淆,很难辨别。
7. 如图4–24所示,由于焊缝上下错位,故在B侧位置探测时,焊角反射很象焊缝内部缺陷反射,易造成误判。
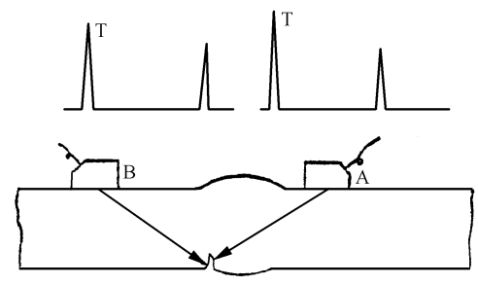
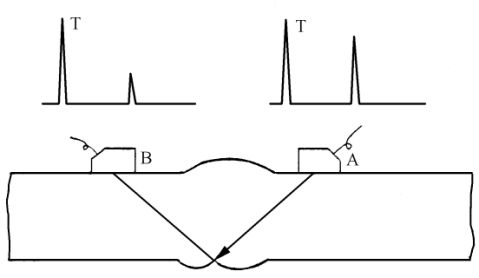
图4–22 咬边反射 图4–23 沟槽反射
在焊缝两侧探伤时,当发现焊角反射波在示波屏上出现的位置不同,它比正常的焊角反射位置超前或延迟(在B侧探超前,在A侧探延后),且超前和延后的格数相同时,则可认为是焊缝上下错位。
8. 焊缝上下宽度不一
焊缝上下宽度不一的现象在焊接结构中常会发生。例如采用单面焊双面成型的焊接工艺、V型坡口等都会产生上宽下窄的焊缝成型,如图4–25所示。
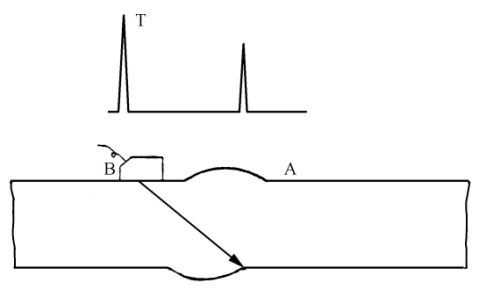
由于焊缝上部有一定的宽度B,故在两侧探伤时其焊角反射的水平位置相差一个宽度x,由于x值不大,故需仔细定位。
假如焊缝上窄下宽,则在探伤时必须知道焊缝下部的实际宽度,对在下部宽度以内的反射波必须认真仔细分析,否则会造成漏检。
9. 其它假讯号的辨别
焊缝超声波探伤中,除了会经常碰到上述几种假讯号之外,还会因工件结构形式、表面状况的不同产生其它一些假讯号。如表面飞溅、凹坑、焊瘤、错口、单面焊垫板边角等等都会引起反射讯号,如图4–26 图4–24 焊缝上下错位 图4–25 焊缝上下宽度不一
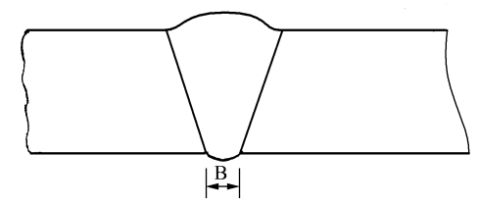
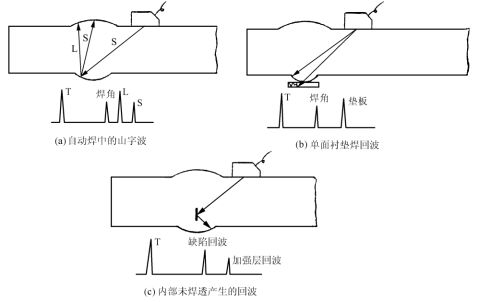
图4–26 其它假讯号
26所示。但只要我们熟悉结构形式,仔细观察焊缝表面状况,精确定位,认真分析反射条件,上述所有这些假讯号是可以一一加以辨别的。
综上所述,假讯号的产生原因主要是焊缝成形结构和探伤灵敏度过高。辨别假讯号的关键是熟悉结构。辨别方法是认真分析反射条件、对反射波进行精确定位(水平和深度位置),寻找出反射源。辨别假讯号的辅助手段是用沾油的手去摸反射源,作图法和实际观察。