氯乙酸试验报告
1.试验目的
建立氯乙酸中试装置主要是为了探讨醋酐法塔式连续化生产氯乙酸的可行性,摸索醋酐用量比例、反应温度、反应速度、设备适用材质以及副产物的比例等数据,以便为将来上工业化大装置结累经验。
2.试验原理
氯乙酸的工业化生产方法主要有:1、硫磺或红磷催化法;2、醋酐催化法;3、三氯乙烯水解法;4、1,1-二氯乙烯氧化法;5、乙烯酮氯化法、6、氯乙酰氯水解法等。
国内主要以硫磺法醋酸氯化工艺为主,而国外则以醋酐法醋酸氯化为主,已经没有一家采用硫磺法工艺
氯乙酸的生产原料为乙酸和氯气,通过甲基氯化反应制得氯乙酸,该反应属于三级连串反应,在100℃时,动力学速率常数之比K1/K2、K2/K3约为10。
K1 K2 K3
乙酸——→氯乙酸——→二氯乙酸——→三氯乙酸
CI2 CI2 CI2
在上述反应中氯乙酸作为主产物时,因受反应动力学速率常数的限制,乙酸的单程转化率不可能很高,通常情况下控制乙酸的单程转化率在50%左右,否则会联产出大量的二氯乙酸和三氯乙酸。
生产氯乙酸的主反应方程式:
CHCH3COOH + Cl2 = ClCH2COOH +HCl
副反应方程式:
ClCH2COOH + Cl2= Cl2CHCOOH+ HCl
Cl2CHCOOH +Cl2= Cl3CCOOH +HCl
醋酐法生产氯乙酸的反应机理:
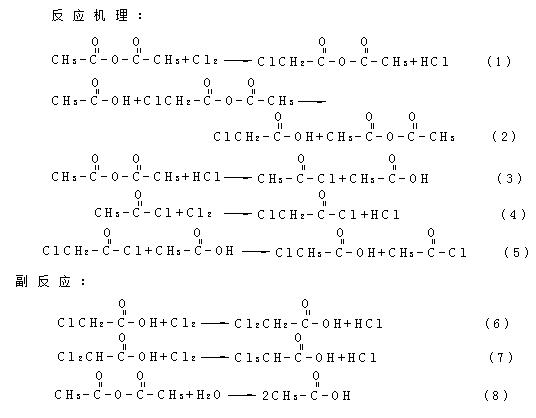 从以上机理可以看出:
从以上机理可以看出:
反应过程中实质催化剂均为乙酰氯。添加一些助催化剂,在一定程度上提高了反应速度,且反应转化率控制在85%左右,但一般副产物二氯乙酸的生成量也在4%。
3.试验设备(装置)和药品
3.1 氯乙酸中试装置的主要设备表:

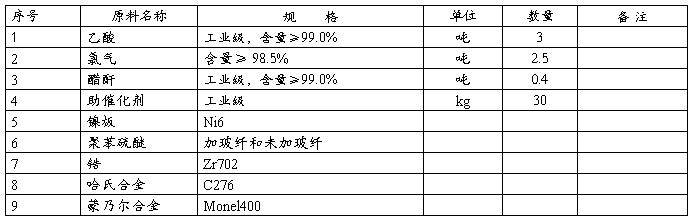
3.2 实验所用原辅材料、规格及数量
4. 试验过程
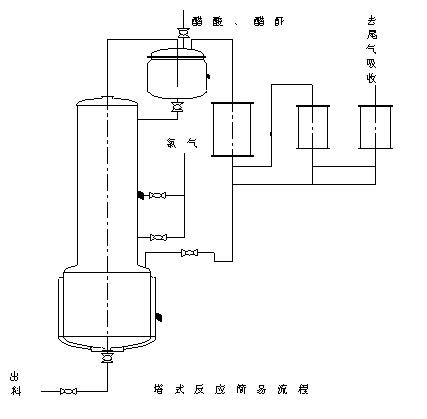
从乙酸与氯气的反应机理可以分析出,氯气在乙酸中的分布越均匀越有利于反应的进行;在一定的反应温度下,控制氯气在乙酸中的停留时间可有效的控制副反应的发生,减少二氯乙酸的生成。考虑到工业化生产的自动、连续性,我们采用将催化剂醋酐与乙酸混合后,加热到适当温度由反应器的顶部进入,反应后的氯化液则由反应器底部连续排出,为此,我们将反应器设计成塔式反应器。工艺流程示意图如下:
本次实验主要分两个阶段,第一阶段无辅助催化剂,第二阶段加助催化剂。
第一阶段共进行了4批次的试验,其中填料塔(规整波纹填料)1次,催化剂醋酐占原料乙酸的量在8%左右。第二阶段共进行了5批次的试验,其中填料塔1次(散装填料),除了加8%左右的醋酐外,另加约0.1%左右的助催化剂。在整个试验过程中主要做了以下几点工作:
1、观察连续进出料时氯化液组成的变化情况;
2、通过调节塔上下通氯流量,观察对氯化液中二氯产生的影响;
3、观察反应温度对氯化液中二氯产生的影响;
4、观察塔在稳定的情况下,塔稳定操作的最大通氯量。
5、对镍(Ni6)、聚苯硫醚(加玻纤和未加玻纤)、锆(Zr702)、哈氏合金(C276)、蒙乃尔合金(Monel400)五种材质做了不同的挂片和浸泡试验。
试验过程分别采用了间歇和连续操作,通过流量计控制进出料的平衡,通过视镜观察塔内情况和尾气氯化氢颜色,调节通氯大小。
5.试验结果和结论
每批次试验,氯化液组成都有气相色谱仪进行不定时的跟踪分析,各批次的试验情况如下:
第一批(间歇):

第二批(间歇,填料塔):

第三批(连续):

第四批(间歇):

第五批(连续,加0.1%左右助催化剂):

第六批(连续, 加0.1%左右助催化剂):

第七批(填料塔,间歇,加0.1%左右助催化剂):

第八批(连续,加0.1%左右助催化剂):

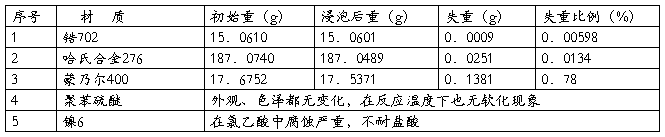
设备材质使用试验情况(浸泡2个多月):
6.试验分析
从氯化塔内情况看,在反应初期,氯气流量在2~8m3/h范围内都能稳定操作,尾气也无过氯现象。整个通氯过程釜温在80~90度之间,塔温在68~75度之间,发现塔温低于65度反应较慢,温度过高,尾气管出现冲料(可能气量大,尾气管径小造成),尾气回流稳定。但在反应后期,尾气容易过氯,尤其当氯化液中一氯浓度较高时,副反应增加较快,且跑氯明显,反应难以进行。副产物二氯乙酸的生成与一氯的含量关系密切,而与反应温度、反应时间、上下通氯口的氯气流量关系不大。
在试验过程中发现醋酐的使用量直接影响着反应速度的快慢,当醋酐用量少于6%左右时反应速度明显减慢,在8%以上时反应速度较快。原因可能是因为原料乙酸中含有的水份引起,因为市售工业乙酸一般含有1~1.5%的水份,而醋酐遇水很容易反应生成醋酸,从而使醋酐失去了原有的催化作用,通过化学反应方程式可以计算出,乙酸中每含1%的水份将消耗5.66kg的醋酐,因此原料乙酸含水量的多少直接影响着反应速度的快慢和生产成本的高低。
试验中,在加入催化剂醋酐的同时再加入少量的助催化剂,发现反应速度明显加快。
使用材质从浸泡试验来看,聚苯硫醚、金属锆、哈氏合金276能适用于氯乙酸的生产。
7.结论
经过氯乙酸中试装置的实验操作,以醋酐为催化剂的塔式连续化生产氯乙酸工艺是完全可行的,并可实现DCS自动控制,控制氯化深度可以调节副反应的比例,但无法避免副反应二氯乙酸的生成和乙酸的全部转化。如果工业化生产,考虑生产成本和环保问题,必须有催化加氢工序或母液的处理。由于乙酸与氯气反应速度较慢,在反应后期易发生尾气跑氯现象,为缩短生产周期,尾气再经原料的吸收反应是必要的,这与目前工业装置采用主、辅、次釜工艺相符合。
该塔式工艺同样可适用于硫磺法生产(据说河北科大已有成功尝试),这将有利于硫磺法工艺的技术升级。
本次试验由于分析环境和条件的限制,未能做到每小时分析,因此未能找出主、副反应随时间的变化趋势。由于时间的限制,也未能进行硫磺法的塔式试验。这些值得也有待进一步研究。
联系:fmch6605@chemnet.com
第二篇:氯乙酸可研报告
氯乙酸可研报告
一、产品简介与行业标准
1.1 产品简介
氯乙酸,又名一氯乙酸,结构简式为ClCH2COOH,为醋酸中甲基的一个氢原子被氯原子取代的产物,相对分子质量94.50。氯乙酸是一种重要的有机化工中间体,已不再是传统意义的精细化工产品,氯乙酸分子中有活泼的α-氢、羧基、氯高反应活性官能团,容易发生酯化、酰胺化、氨化、氰化、硫氰化、水解等多种化学反应,可用于制备丙二酸、丙二腈、丙二酸酯、巯基乙酸、巯基乙酸酯等精细化学品。其下游产品有100多种,是合成染料、农药、医药、香料、油田化学品、造纸化学品、纺织助剂、表面活性剂等的重要原料。然而,氯原子的存在使得氯乙酸的酸性比乙酸强,有强烈的刺激性和腐蚀性,沾染皮肤能引起烧伤,能破坏所有非贵重金属、橡胶和木材等。
1.2 行业标准
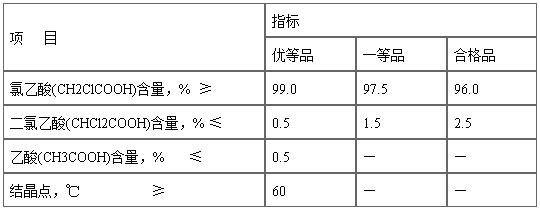
当前工业氯乙酸实施的中华人民共和国化工行业标准的标准号是HG/T 3271-2000,该标准适用于冰乙酸在催化剂存在下氯化而制得的工业氯乙酸,其质量应符合下表的要求。
二、氯乙酸合成方法介绍
已经报道的氯乙酸合成方法有10种以上,如四氯乙烷水解法、乙醇酸氯化法、乙酸氯氧化法、磺酰氯氯化法、烷醇氯化法、二氯乙烷光催化法等,但是近年来,实现工业化规模生产的主要合成方法只有4种,即三氯乙烯水解法、氯乙醇氧化法、氯乙酰氯水解法及乙酸催化氯化法。
2.1 三氯乙烯水解法
该法以浓硫酸为催化剂,三氯乙烯与水发生水解反应生成氯乙酸,反应式如下:
C1CH=CCl2+2H2O→ClCH2COOH+2HCl
反应温度130—150℃,反应完全后,产物中氯乙酸质量分数约为50%,水为1%—2%,其余为硫酸。反应产物经真空蒸馏得到高纯氯乙酸产品,产率为90%一95%。生产1 t氯乙酸消耗三氯乙烯1.50—1.85 t,硫酸(质量分数为95%)0.60 t,副产氯化氢0.70—0.75 t,产品纯度达98%(质量分数)以上。三氯乙烯水解法因工艺过程较简单、产品纯度高而得到发展,欧洲曾采用此工艺建工业化生产装置,但由于原料昂贵,近年来已被淘汰。
2.2 氯乙醇氧化法
主要以氯乙醇为原料,在60℃下用60%硝酸进行氧化得到氯乙酸,产品收率可以达到90%左右。其优点是工艺简单、收率较高、产品纯度高。缺点是因氯乙醇紧缺,原料成本高。我国企业均不采用此法,世界上只有极少国家采用该法。
2.3 氯乙酰氯水解法
该法是在碱性条件下,氯乙酰氯发生水解反应得到氯乙酸。反应式如下:
ClCH2COCl+H2O→ClCH2COOH+HCl
其优点是工艺简单,容易操作。然而在我国氯乙酰氯的生产是用氯乙酸来合成的,我国没有企业采用此工艺。
2.4 乙酸催化氯化法
此方法使用乙酸为原料,主要使用硫磺、醋酐两种催化剂,在一定温度范围内,将氯气通入乙酸中,控制氯化深度,乙酸被氯化成氯乙酸。该方法是世界上采用最多、工艺技术最为成熟的最普遍的合成方法。其反应式如下:
CH3COOH+Cl2 →ClCH2COOH+HCl
2.4.1 硫磺催化氯化法
该法以硫磺为催化剂,采用间歇式生产,工业生产常在主反应釜后再串联一个副反应釜,用来吸收未反应完的氯气,以提高原料的利用率,生产过程分为氯化、结晶、抽滤等步骤。氯化液中除了一氯乙酸外,还有二氯代、三氯代产物、乙酰氯以及未反应完的冰醋酸,需要通过结晶法进行提纯。国内自20世纪50年代引入硫磺法生产氯乙酸,一直应用至今,尤其生产规模在1万t/a以下的装置多采用此法,而在国外该法已经淘汰。该法生产工艺简便、操作灵活、设备投资少,但原料消耗高,生产周期长,成本高,污染严重,产品纯度在94%~97%,不能生产99%以上高纯度产品。催化剂硫磺粉残存在产品氯乙酸和副产盐酸中,有时还造成管道设备堵塞,生产不能正常进行,由于残硫的存在,该法生产的氯乙酸在食品和医药领域应用受到限制。
在结晶提纯过程中不可避免要产生母液,工业上每生产1 t氯乙酸产品将排出母液0.15~0.25 t,母液中含醋酸10%~30%,氯乙酸25%~35%,二氯乙酸30%~40%,三氯乙酸、乙酰氯等其它杂质5%~10%,母液须回收处理且成本较高。
2.4.2 醋酐催化氯化法
根据生产过程不同,又可分为间歇法和连续法,两种方法在国内外都有采用。
(1).间歇法
生产工艺与硫磺法类似,使用醋酐做催化剂,采用主、副两釜串联,主要工序同样包括氯化、结晶、抽滤等过程。产品纯度有所提高,结晶过程如采用动态熔融结晶技术(瑞士苏尔寿专利),产品纯度可达到99%以上,但仍有母液生成。
(2).连续法
连续氯化法是以乙酸、气/液氯为原料,醋酸酐和硫酸为催化剂,经乙酸氯化、蒸馏、结晶、分离、干燥等过程得到氯乙酸。乙酸、乙酸酐、氯气按一定的配比在氯化反应器中于90―140℃进行反应。反应物在冷凝器内水冷,氯乙酸、二氯乙酸、三氯乙酸、乙酸及乙酸酐在此冷凝。不凝物在次级冷凝器内低温冷凝,冷凝物主要为乙酰氯,可以返回反应器循环利用。气相是氯化氢,进一步净化后加工为浓盐酸。氯化粗产品于真空蒸发器内加工后,蒸出粗馏液,主要成分为深度氯化产物二氯乙酸和三氯乙酸,将粗馏液打入脱氯装置,在催化剂钯的催化下加氢,使二氯乙酸和三氯乙酸脱氯转化为氯乙酸。床层温度为120—125℃,在真空蒸馏塔底得到纯净的氯乙酸,塔顶馏出乙酸可以循环使用。其优点是产品质量高,原料消耗少,原料氯可以使用液相氯,也可用气相氯。用醋酐作为均相催化剂催化效率高,并且环保,对设备腐蚀较小。缺点是反应转化率较低,汽耗和电耗有所增加。
三、市场情况
据统计资料显示,2009年国内氯乙酸产能已经超过全球总产能的一半,达到68.15万t/a,其中硫磺法为39万t/a,占57%;醋酐法29.15万t/a,占43%,生产企业超过百家。从区域分布看,华北、华东地区产能集中,占到了73%。近些年氯乙酸市场经历了两起两落的过程。在2004年至2005年上半年期间,氯乙酸市场受下游需求的拉动及国内整体市场供不应求的影响,价格呈现上扬趋势,价位高达7000~10 000元/吨;市场的火爆带动产能扩张,在经历了半年至一年的集中
扩产后,在2006年里国内氯乙酸产能迅速放大,2006年下半年,新增的氯乙酸产能逐步投放市场,市场价格也开始急速下滑,企业亏损面增大;但进入2007年下半年,由于下游甘氨酸、草甘膦需求强势,带动氯乙酸价格一路走高,2008年6月中旬氯乙酸出厂价格达到顶峰,为10000~11000元/吨。进入2008年第四季度,国内氯乙酸市场开始快速下滑。2009年初在全球金融危机等影响下,氯乙酸下游甘氨酸及草甘膦行业开工率严重下滑,其它下游行业也表现平淡,氯乙酸市场价格急速跌到3500元/吨左右。截至2009年11月底,国内氯乙酸平均市场价格一直在3500~4700元/吨波动。
2010年至今氯乙酸(99%)国内市场平均价格如下表所示,单位:元/吨
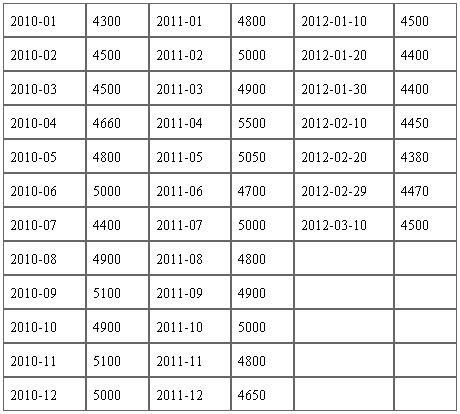
注:上表信息来自“生意社•氯乙酸”网站。从表中信息可以看出:2010年7月氯乙酸价格突然下降外,上半年呈现上升趋势,下半年价格平稳在5000元/吨。2011年截止11月份平均价格在4900元/吨波动,12月至今价格在4600~4400元/吨徘徊。
四、可行性讨论及方案
4.1 市场分析
由于特殊的化学结构决定了氯乙酸可以参与多种化学反应,生产多种产品。农药工业是我国氯乙酸的主要消费领域,氯乙酸可以合成20余种常用的杀虫剂、除草剂和植物生产调节剂;氯乙酸在医药行业中主要用于生产多种维生素和激素类药物,近年来我国维生素行业发展迅速,并成为全球主要的维生素生产国与出口国。此外,氯乙酸还可以合成表面活性剂、高级醇酯类、柔软剂、钙皂分散剂、日化护理剂、塑料助剂等,这些领域对氯乙酸的需求相对比较稳定且呈现上升趋势。分析第三部分市场情况,抛开金融危机的影响可以看出尽管氯乙酸产能陆续有所扩大,但它是有市场的,目前各厂家库存合理,出货也都正常。
4.2 原料成本
醋酸价格、液氯价格分别按照2800、1200元/吨计算,依据反应式得到每吨氯乙酸原料成本2679元,由于目前不知实际生产中原料消耗情况,若将每种原料消耗量都增大乘上系数1.1,则每吨氯乙酸原料成本为2947元。然而在生产氯乙酸的同时副产工业浓盐酸(≥31%),按目前市场价格280元/吨计算,每生产一吨氯乙酸可产出浓盐酸价值约为324元,这样看来还是有一定利润空间的,可行的。
4.3 工艺方案
从前面合成方法介绍中得知国内生产氯乙酸主要采用醋酸催化氯化法,当前生产厂家有用硫磺作催化剂的,也有用醋酐作催化剂的。但从反应机理来看,无论采用哪种催化方法,本质上的催化剂都是乙酰氯,确切地说是乙酰氯的烯醇式异构体,硫磺和醋酐只是乙酰氯的生成引发剂。若直接采用乙酰氯作为催化剂,将可以降低醋酸、氯气原料消耗,缩短反应时间,提高生产效率。而且催化剂可以回收循环使用,只需少量补充就可维持正常生产。事实证明以乙酰氯为催化剂是可行的,乙酰氯可由醋酸与三氯化磷作用而得,用氯乙酸装置生产乙酰氯并不困难。现在已经有技术可以用0.85吨的三氯化磷和1.05吨的醋酸生产1吨乙酰氯和1吨羟基乙叉二磷酸,羟基乙叉二磷酸是一种需求量很大的优质净水剂。只要原料三氯化磷的价格和产品羟基乙叉二磷酸的价格相当,乙酰氯的成本就只与醋酸的价格相当。公司具有生产氯乙酸的两种原料,建议公司考虑以乙酰氯为催化剂,采用醋酸催化氯化法开展氯乙酸项目。