题目:TRT大型透平机焊接应力及变形有限元模拟分析
开题报告
一 本课题国内外研究动态以及选题的依据和意义
1.1 选题的背景
焊接是通过加热或加压,或者两者并用,并且用或不用填充材料,是工件达到结合的一种工艺方法。由于焊接方法经济、灵活,能简化结构的构造细节,节约成本,提高生产效率,改善劳动条件。因此,在船舶、汽车、桥梁、锅炉、大型机械以及石油管道、大型厂房、高层建筑等重要结构,无不用焊接结构。但是焊接结构有它自己的特点,只有正确认识它的特点,才能设计制造出性能良好、经济指标高的焊接结构,避免焊接结构失效的悲剧发生。
随着现在的设备都大型化、钢结构建筑的现代制造业发展趋势,焊接在材料加工中所占比例日益加大。但焊接是一涉及到电弧物理、传热、冶金和力学的复杂过程。焊接时会设计传热过程、金属的熔化和凝固、冷却时的镶边、焊接应力和变形等现象。焊接过程的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响它的使用性能。这些缺陷的产生主要是焊接时不合理的热过程引起的。由于高度集中的瞬时的热输入,焊后将产生相当大的焊接残余应力和变形(焊接残余变形、焊接收缩、焊接翘曲、蠕变)。焊后残余应力会影响构件的变形和焊接缺陷,而且在一定程度上还影响结构的加工精度和尺寸的稳定性。因此,在设计和施工时,必须充分考虑焊接应力和变形特点,结合对蠕变的分析设计合理的热处理工艺。焊接应力和变形是影响焊接结构质量和生产效率的主要因素之一,焊接变形的存在不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。因此对焊接温度场合应力场的定量分析、预测、模拟具有重要意义。
传统的焊接温度场和应力预测依赖于实验和统计基础上的经验公式。但仅仅从实验角度研究焊接热应力、焊后残余应力和变形问题难度很大,且没有前瞻性,不能全面预测和分析焊接对整个机构的力学特性的影响,客观评价焊接质量。随着差分法、有限元法的不断完善,焊接热应力和残余应力模拟分析技术相应的发展起来。在研究焊接生产技术时,往往采用实验手段作为基本方法,但大量的实验增加了生产成本,耗费了人力物力,尤其是军工、航天、潜艇、核反应等大型重要焊接结构制造过程中,任何尝试和失败都将造成重大的经济损失,而数值模拟将发挥起独特的能力和优势。随着有限元技术和计算机技术的飞速发展为数值模拟提供了有力的工具,很多焊接过程可以采用计算机数值模拟。
1.2 焊接应力数值模拟的国内外研究概况
焊接是一个复杂的过程,涉及多种物理参数以及它们之间的相互影响对焊接残余应力分布和变形影响很大。早期焊接应力和变形的研究主要由实验得出较多的工程应用的经验公式,用来解决简单问题。焊接热力学模拟理论不断发展,有限元方法和计算机技术的飞速发展,也一定程度的推动了焊接数值模拟技术的研究[5][6]。20世纪60年代,国外开始焊接应力应变的数值模拟研究,且获得一些成果。国内对于焊接残余应力的数值模拟开始比较晚,但发展迅速[7]。
1.2.1 国外对焊接应力数值模拟的研究
1961年,Tall等人首次利用计算机对焊接热应力进行计算,编制了一条沿板条中线进行堆焊的热应力以为分析程序[8]。
20世纪70年代初,有限元技术的引入和计算机技术的发展,极大的促进了焊接应力的数值模拟研究,日本Unda Y等人首先以有限元法为基础,提出了考虑材料力学性能与温度有关的焊接热-弹塑性分析理论,道出了分析焊接应力应变过程的变大时,从而使对复杂的动态焊接应力分析实现。1973粘,Vaidyanathan利用板壳理论,在分析平板对接盈利的基础上,提出了薄壁管对接环缝残余应力的计算方法,且将计算结果与实验结果进行比较,结果显示,计算值与试验值吻合。但该法是对于二维应力状态模型得到计算公式,对于厚壁管道的三维应力状态不再适用。1978年,Rybicki等人将管道对接环焊时的焊接应力进行了简化,即认为整个圆周上的焊接时同时作用在管道上的,将三维焊接应力问题简化为轴对称问题[9]。
随着对热-弹塑性理论的深刻认识和有限元方法的广泛应用,德国学者Argyris首次提出用弹-粘塑性组成的方程来分析焊接焊接应力。随后加拿大的Chidiac等人对ASSI308不锈钢材料分析了由焊接时引起的晶体里生长规律,并用热-弹粘塑性方程来预测焊接热循环引起的残余应力,结果发现纵向应力达到屈服应力值,而横向应力约为纵向应力的一半。1997年,L E Lindgren等用三维热-力耦合的有限元方法模拟了大型铜罐电子束焊接接头残余应力,并用一种新型自动重新划分网格的单元,结果发现,这种新型网格单元在不影响计算精度的前提下可以节省60%放入CPU时间。同时这种跟随热源应懂得更精密的有限元网格可以更好地体现强烈的非线性热-力效应。近来英国焊接研究所开发了一个“结构变形预测系统”(SDPS),可以用来预测复杂结构的焊接变形[8][9][10][11]。
1.2.2 国内对焊接应力数值模拟技术的研究发展
国内对焊接残余应力数值模拟的研究始于20世纪80年代,西交大唐慕尧、楼志文等对焊接过程的力学行为的数值模拟技术进行研究,把数值分析应用到焊接温度场和热-弹塑性应力场中去[12]。
上海交大同样也在焊接力学模拟方面进行了大量的眼界,提出了求解非线性热传导方程变步长外推法,并编制了二维热-弹塑性有限元分析程序,计算平板对焊接应力应变发展过程及残余应力分布。
清华大学的鹿安理等针对世纪结构应力和变形的数值模拟,研究了焊接移动热源、动态可逆的自适应网格技术、焊缝熔敷金属填充的处理、并行计算、材料性能在高温时的处理、降阶积分等关键性问题,提出了相似理论、快速焊接变形实时测量在焊接数值模拟中的应用,并已于三峡1200t桥式起重机主梁焊接变形的控制盒大型挖掘机的工艺设计中[12-14]。
董俊惠等利用ADINA非线性分析有限元程序,对低碳钢管道的焊缝接头焊接残余应力进行有限元分析。在热弹塑性分析中考虑了材料热物理和力学性能随温度的变化。结果表明,在管道接头内表面焊缝中心及近缝区轴向和环向残余应力均为拉应力,随离开焊缝距离的增加,逐渐过渡为压应力;在管道接头外表面焊缝中心处的轴向残余应力为压应力,而环向残余应力维拉应力,计算预测值与实测值基本一致[4][15]。
哈尔滨工业大学的田锡唐教授进行了焊接热力过程有限元模拟等方面的大量研究。航空工业制造研究所的关桥院士在焊接变形预测与控制方面进行了深入的谈论,并在薄壁焊接结构应力无变形控制技术方面取得了诸多科研成果。天津大学的陈俊梅利用ANSYS软件对Q235B钢的十字接头焊接残余应力进行了研究。
1.3 选题的依据和意义
TRT作为钢铁厂炼铁髙炉的炉顶余压能量回收透平机械拖动装置。且装置可回收高炉鼓风机所需能量的25%~30%,同时在机组正常运行时,代替减压阀组,很好地调节、稳定炉顶压力,净化炉顶煤气,且对炉顶压力控制灵敏,波动幅度小,对高炉顺产,增产有良好的作用,对高炉调压阀组产生的噪音可以很好的控制,环保也有明显的效果;是一套节能、环保型配套产品!目前在国内外钢铁企业大力推广,市场前景看好。因此对TRT装置的安全性考虑也尤为重要,对于焊接机壳的安全性考虑也不容忽视。
金属的焊接过程是一个受热不均匀的加热过程,而且是一个瞬间加热到很高温度,又在短时间降低到室温的过程。因此构件在焊接过程中会产生焊接热应力和变形,焊完后或者冷却到室温时又会产生焊接残余应力和变形,对构件在正常工作状态中造成安全隐患。所以对TRT机壳焊接应力和变形的进行计算和分析是很有必要的,并且用有限元模拟分析的方法计算焊接应力和变形,节省时间、减少了实验的麻烦的不便,且降低实验分析的成本。
二 研究的基本内容,欲解决的主要问题
我的研究目标是对TRT机壳的焊接应力及变形的有限元模拟分析。要实现这一目标,需要进行研究的基本内容有:
2.1 研究内容
2.1.1 TRT焊接机壳焊接温度场的计算分析
对于温度场的计算和分析分为两部分:焊接过程的温度场计算和模拟分析;焊接后热处理温度场的计算和模拟分析。
2.1.2 TRT焊接机壳焊后应力和变形计算分析
在焊接瞬态温度场计算完成的前提下,检验其符合要求后,就转换温度场的热单元为结构单元进行进一步的应力-变形场的模拟计算分析。
2.1.3 TRT焊接机壳焊后热处理的应力和变形分析
对机壳焊后采取300℃保温4小时,550℃保温15小时的热处理工艺下,来模拟计算焊后机壳的应力和变形。
2.1.4 热处理前后对TRT焊接机壳的应力和变形影响
利用ANSYS模拟的结果,对热处理前后焊接机壳的变形情况进行比较,分析热处理的作用。
2.2 欲解决的主要问题
首先,分别完成对机壳焊接时和机壳焊后热处理温度场的计算;其次,将焊接和焊后热处理温度场的计算结果作为应力场计算的载荷施加在应力场的计算中,完成焊后和焊后热处理的应力场和变形的计算;最后对两种应力场和变形进行对比、分析,说明焊后热处理的作用,得出结论。在计算焊后热处理升温阶段的应力场时,将应力场的计算结果写入初始应力文件。计算保温阶段的应力场时,采用没有计算过的有限元模型,然后读取前面写入的初始应力文件,并施加热处理保温阶段的温度场载荷进行计算。最终达到解决焊后热处理对焊接机壳的应力变形影响问题的目的。
三 研究步骤、方法及措施
3.1 课题研究的方法
由于热处理过程是温度、组织转变、应力三方面的相互作用的复杂过程。其关系如图1-1所示。
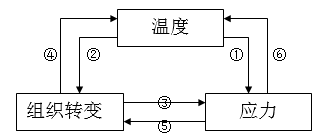
图1-1 热处理过程中温度、组织转变和应力关系示意图
图中:① 表示温度对应力的影响,以淬火为例,冷却初期零件表面冷却速度高,心部低,表面收缩量大,心部小。为保持物体的连续性,表面受到拉应力,心部收到压应力的作用,他们是热应力(或称温度应力)。
② 表示温度对组织转变的作用,热处理本质即在于控制温度变化以获得所需要的组织。
③ 表示组织的转变对应力的影响。组织转变引起体积改变,如奥氏体转变成马氏体或贝氏体时体积膨胀。因温度分布、变化不均,零件各部位组织转变不能同步进行,转变量不能同步进行,转变量不同,膨胀量亦不同,亦会产生内应力,这就是组织应力。
④ 表示组织转变对温度场的影响。组织转变是产生潜热,淬火过程中的奥氏体转变释放潜热,它反过来又因此影响温度场的分布。
⑤ 表示应力对组织转变的影响。如在应力作用下改变等温转变时的初始转变时间和终了时间以及产生所谓之相变塑性等。
⑥ 表示应力对温度的影响。在应力作用下零件发生变形,产生变形功,其中部位或大部分可转化为热能,反过来又影响温度的分布[1]。但一般热处理过程中,变形量不超过2%-3%,变形功比较小,多数人认为可以忽略不计。
这样复杂的过程,要在理论上对温度场、组织场、应力场耦合求解是很困难的,甚至是不可能的。用物理模拟方法进行研究也有许多局限性,因为很难找到各种物理量都能满足相似原理的物理模型。对小试样在一定条件下测得的温度场、组织场、应力场很难直接用到真正尺寸的实物上。由于热处理过程涉及高温,欲对实物的温度、组织、应力做在线测量,在当前技术条件下亦是不可能的。仅表面测量(除温度外) 都很困难,更不用说零件内部的各场量的分布。目前能做的是在热处理完了之后,在室温状态下通过解剖的方法测定组织状态和残余应力分布情况。这不仅耗费大量的人力、物力、时间,而得到的仅是某一零件、某一具体工艺条件下的最后情况,很难获得能直接推广应用的规律性成果。因此,本文基于有限单元法,以粘弹塑性有限元理论为基础,采用大型通用有限元软件ANSYS对TRT焊接机壳的热处理过程进行数值模拟分析的方法。
3.2 研究步骤和措施
根据划分的子课题,将整个研究步骤分成3部分进行:
⑴ TRT焊接机壳的总体的分析
在此过程对TRT焊接机壳的外形尺寸进行测量做出机壳的几何模型;再根据TRT所处工作环境确定工作类型和载荷状态;然后进行简单的强度校核、计算机壳周边的支承反力及其所受外力。
⑵ 建模、加载
依据TRT焊接机壳总体的分析中所得的基本数据在ANSYS软件中对实物焊接机壳进行模拟有限元建模;再根据承受固定外力情况对有限元模型进行静载的加载(此过程暂且不管不同热处理的工艺对内应力的影响)。
⑶ 计算
依据相关资料,对原机壳的热处理工艺进行分析、计算,采用不同的热处理工艺条件下运用函数加载方式对焊后机壳进行热处理数值计算;再运用热力耦合方式对焊后机壳进行热处理数值计算;对TRT机壳进行焊接应力及变形的计算。
⑷ 分析
通过计算结果分析TRT机壳焊接过程中的应力和变形情况,以及焊后热处理对机壳的应力和变形的影响情况,并且对比分析前后两种情况对应力和变形的不同影响规律。
四 研究工作进度
⑴ 1-4周:查阅焊接机构件热处理研究的课题资料,完成外文文献的翻译;完成开题报告、文献综述;掌握ANSYS的基本操作。
⑵ 5-6周:对焊接-焊后温度场进行计算,设计合理的热处理工艺。
⑶ 7-14周:完成对TRT焊接机壳进行的所有热处理数值计算;分析TRT焊接机壳在不同状态下的应力场和变形情况。
⑷ 15-16周:撰写学位论文准备答辩。
五 主要参考文献
[1] 刘庄.吴肇基.吴景天.张毅等.热处理过程的数值模拟[M].北京:科学出版社
[2] 王瑁成.邵敏主编.有限单元法基本原理和数值方法[M].北京:清华大学出版社
[3] 黄钟岳.王晓放编著.透平压缩机.北京:化学工业出版社,2004
[4] 董俊慧等.环焊缝管道焊接应力应变三维有限元分析.机械工程学报.2001,37(12):87-89
[5] 董航海,刘建华,杜汉斌等.焊接应力应变与变形的数值研究进展.电焊机.2003,33(9):15-17
[6] 刘高腆.温度场的数值模拟.重庆大学出版社,1990,1
[7] 周建新,李栋才,徐宏伟.焊接残余应力数值模拟的研究与发展.金属成型工艺.2003,21(6):62-64,88
[8] 武传松.焊接热过程数值分析.哈尔滨工业大学出版社,1990,12
[9] 林燕,董俊慧,刘军.焊接残余应力数值模拟研究技术的现状和发展.焊接技术.2003,32(6):5-7
[10] 陈丙森.计算机辅助焊接技术.机械工业出版社,1999,107-168
[11] 唐慕尧,丁士亮等.焊接过程力学行为的数值研究方法研究.焊接学报.1988(3):123-133
[12] 唐慕尧,楼志文等.单面焊时中断裂纹的研究.焊接学报.1986,7(3):123-132
[13] 赵海燕,鹿安理,史清宇等.焊接结构CAE中数值模拟技术的实现.中国机械工程.2007,11(7):732-734
[14] 鹿安理,赵海燕,史清宇等.焊接过程仿真领域的若干关键技术问题及初步研究.中国机械工程.2005,11(1-2):201-205
[15] 董俊慧,林燕,林文光等.来热刚厚壁管环焊残余应力的有限元分析.焊接学报.2005,26(2):25-27,36
六 指导教师意见
指导教师签字:
年 月 日
七 系级教学单位审核意见
审查结果: □ 通过 □ 完善后通过 □ 未通过
负责人签字:
年 月 日