
������ ��
���չ�ҵ��ѧ��е����ѧԺ
20##��8��
��е������켰�Զ���רҵ
��е������ʵϰָ����
���ݻ�е������켰�Զ���רҵ��ѧ�ƻ���Ҫ���Ż�е������ʵϰ���ܡ������ڽ�ʵϰ�Ļ����ϣ���һ����ϵʵ������Ҫ��ѧ���ڣ���Ϊ������רҵ�γ�ѧϰ�������»�е���켼������һ���Ļ�����
һ�� ʵϰĿ��
1. ͨ���ֳ��ι�����У��˽�ijһ��Ʒ�Ļ�е�����������̡�
2. ��Ϥ��Ҫ������������ٻ����塢�����ᡢ���ͻ����������塢���ᡢ���ᡢ���ֵȣ��Ļ�е�ӹ����չ��̣��˽��ⶨ��е�ӹ����չ��̵�һ��ԭ���й��շ����ķ�����
3. �˽�����㲿����װ�乤�ա�
4. �˽���ٻ������������ò��ͻ��Ľṹ�ص㼰װ�乤�ա�
5. �˽�һ�㵶���С����ߵĽṹ��ʹ�÷�����
6. �ι۹����������복������ң��˽������������������е�Ӧ�á�
7. �ι۹������Ƚ��豸�����ּӹ���������ѧ����רҵ֪ʶ���Լ����¹��ա��¼������˽⡣
����ʵϰ������Ҫ��
1�� ��е������������̣�
�˽�ó�����Ҫ���ٻ������������ò��ͻ�������������������������е���Ҫ�����ļ������е�ӹ����̿�Ƭ����е�ӹ�����Ƭ�ȣ�
2�� ����������գ�
1) ��������ļӹ���
�˽�ij�ͺż��ٻ����塢��ǣ���ij�ͺŴ��ò��ͻ����������壩�Ļ�е�ӹ�����������¼�乤�չ��̡�������������ӹ�ƽ�����ϵ����Ҫ�ӹ�������
2) ��������ļӹ���
�˽�ü��ٻ������ᣨ����ͻ���������ᣩ�����е�ӹ����ղ���¼�乤�չ��̡��˽�ij������ľ���ӹ����գ�����Ҫ�����С����ߣ�����Һ�ȣ���
3) ���ּӹ���
�˽���ֵĻ�е�ӹ����գ�����¼�乤�չ��̣��������ݡ���ݼӹ����˶����ص㡣��Ϲ����IJιۣ�����ĥ�ݡ���ݡ���ݵȵij��־��ӹ�������
3�� �˽���С����ߵĽṹ��ʹ�÷��������û����ͺż����ص㡣
4�� װ�乤�գ�
1) �˽���ٻ������ò��ͻ����Ľṹ�ص㼰��װ�乤�գ�
2) �˽���ٻ������ò��ͻ���װ�������ռ�����Ŀ�ͼ��鷽����
3) �˽���Ҫ�㲿���ڳ���ļ���������˽���뼼���������ֳ�Ӧ�õ�ʵ����
���� ʵϰ����
1. ѧ��ͨ���ڸó������峵�䡢��1���䡢��2���䡢���ֳ����װ�䳵�䣨�����峵�䡢��С�����䡢��������䡢���ֳ����װ�䳵�䣩�ȵ��ֳ�����ʵϰ���Լ��ٻ�������������ͻ�������Ҫ������������̡��ӹ�����������Ҫ�����ļ���ѧϰ�������˽����ǵĻ�е�����������̡�
2. Ƹ�빤��������Ա������������ļӹ�����ר�⼼��������
3. ѧ��Ҫ��ʵϰ�ʼǣ�����ָ�����������Ҫ��ʵϰ���������ʵϰ���档
4. ѧ��ʵ�з���ʵϰ��ÿ��ѡ���鳤������Э������ָ����ʦ����ͬ����ʵϰ������
�ġ� ʵϰ����
1. ʵϰǰѧ��������Ϥ����᱾ָ�������Ҫ��
2. ʵϰ�ڼ䲻����ȱ�ڣ���������ǰ��ָ����ʦ��١�
3. �ϸ����ع�����������ƶȣ���ʱ���°࣬������ע�ⰲȫ����ֹ���������¹ʡ�
4. ���ع���������Ա����ʦ����ָ����������ʦ�������Žụ���ľ���
5. ʵϰ����Ҫ�������桢�̿����С���ѧ���ʣ��ڹ��˻�����Աͬ���ǰ���£��μ��ʵ����Ͷ���
�塢 ʵϰ����
����ʵϰ�Ŀ��ˣ�����ʵϰ�ĸ���Ҫ���ʵϰ�ʼǣ�ʵϰ�����ʵϰҵ���ջ��ۺ�ѧ����ʵϰ�еı��֣�����������Ͷ�̬�ȵ����������ɼ������弶���֣��š������С���������
����ʵϰ�ص�
1. ����������
2. �����д��ò��ͻ���
�ߡ� ʵϰ˼����
1. �Լ�¼ij���ٻ������ᣨ����ͻ����ᣩ�Ļ��ӹ����չ��̣���������ʹ�õ��豸�����ߡ��о���ʲô��
2. �����ӹ��ص���ʲô������ʲô���ߣ�
3. �����ᣨ�����ᡢ���ᣩ�����֡�����ӹ�ʱ����ΰ�װ��λ�ģ���λ����ʲô��
4. ���ٻ����壨����ͻ����������壩�ӹ������У���������Щ�ȴ�������Ŀ����ʲô��
5. �����ϼӹ���ʱ����α�֤��ϵ���ȣ�
6. ʵЧ����Ŀ����ʲô�����õķ�������Щ��
7. ���μӹ�����Щ������
8. ���ӹ�ʱ��������Щ����Һ���к����ã�
9. �ڻ������������У�װ�������ʲô���ã����ٻ�������ͻ���װ�乤�չ�����ʲô��
10. �����ӹ��ó��õ��߲�����ʲô��
11. ʵϰ���������Щ�����оߣ�
12. ���ٳ�ʵϰ������������Ļ������ƺ��ͺš�
�ˡ� ʵϰ�ճ̰���
�š� ʵϰ��������
1. ʵϰ������棺����ʵϰ������Ŀ���������༶��ѧ�š�ָ����ʦ�����ڵȣ�
2. ʵϰ�������ģ���Ҫ��¼ʵϰ���̼�����һЩ���ݣ����ݱ�ָ����ġ�ʵϰ������Ҫ������д�����ص��¼�ͷ�����������ӹ����գ������ʵϰ˼���⣻
3. ʵϰ�ĵ���ᡣ
ע��ʵϰ����Ҫ������20ҳ��
��¼�� ��е���켼�����������רҵ֪ʶ
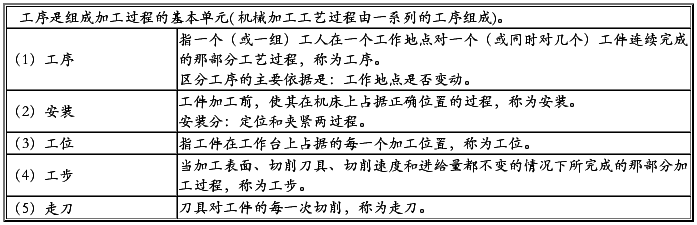
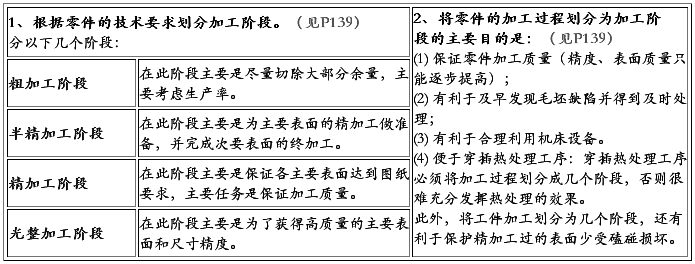
һ�������������̷����һЩ��������
1�����������������õ��ߴӽ������ϣ�ë��������ȥ����Ľ����㣬�Ӷ���ü�����״���ߴ羫�Ⱥͱ���ֲڶȶ�����Ҫ�������Ĺ��̡�
2�����������������˶���Ϊ�����˶������˶���
��1�������˶� ������ʱ�����뵶������˶�������������֣��������������Ļ����˶��ɷ�Ϊ���˶��ͽ����˶���
1�����˶��ǵ����빤��֮�������˶�����ʹ���ߵ�ǰ�����ܹ��ӽ��������г������ϵı������㣬ʹ֮ת��Ϊ��м���Ӷ������м�ӹ���һ�㣬���˶��ٶ���ߣ����Ĺ��������ͨ��ֻ��һ�����˶������磬�����ӹ�ʱ�������Ļ�ת�˶������˶���
2�������˶���������˶�ʵ�������������ϵ��г����������ĵ����빤��֮��ĸ�������˶��������˶������˶���ϼ����������ı��漸����״�ļӹ������ݹ���������״���ε���Ҫ�������˶������Ƕ����Ҳ������һ���������������ģ�Ҳ�����Ǽ�Ъ�ġ�
��2�������˶� �dz����˶��ͽ����˶�֮�⣬Ϊ��ɹ����ļӹ�ȫ��������������˶������������¼��ࣺ���г��˶��������˶����ֶ��˶������ݼ������˶���
3����������
��1�����ӹ����桪���ǹ������д��г��ı��档
��2���Ѽӹ����桪���ǹ����Ͼ�����������������±��档
��3�����ɱ��棨�ӹ����棩�������ɱ����ǹ��������������γɵ��Dz��ֱ��档
4������������Ҫ�أ������ٶ�vc�������ٶ�vf ��������f�����������ap�����Ե�����
5�����������������������
�������������У�ʼ�մ����ŵ������������������ϵֿ�������ì�ܣ��Ӷ�����һϵ���������������Ρ����������������������¶��Լ��йص��ߵ�ĥ���뵶����������м���м�ȡ�
6���������������Ĵ���ɣ������������Ρ��������仯���������������¶ȡ�����ĥ�������öȱ仯�Ĵ���ɡ�
7���Ĵ����������ʵ���е�Ӧ�ã����ƹ������ϵ������ӹ��ԡ�����ѡ������Һ�������β�������ѡ��������������ѡ��ȡ�
������е�ӹ�����ϵͳ�����
��е�ӹ�����ϵͳ�ɻ��������ߡ��оߺ�����ɡ�
��һ������
1����������������һ���������ķ���������ë���ӹ��ɻ�������Ļ�����������������Ļ���������ֳ�Ϊ������ĸ������������ϰ���ϼ��Ϊ������
2�������ķ��ࣺ�Ի����ļӹ����������õ��ߵ��������֣������ҹ��ƶ��Ľ������������ͺű��Ʒ���(GB/T15975-1994)��Ŀǰ��������Ϊ12�ࣺ�������괲���۴���ĥ�������ּӹ����������Ƽӹ�������ϳ�����ٲ崲�����������ּӹ��������ⴲ��������������ÿ������У��ְ������ص㡢������ʽ���ṹ���ܵIJ�ͬ��ϸ��Ϊ�����飬��ÿһ����ϸ��Ϊϵ(ϵ��)��
3���������ͺű��Ʒ���
�������ͺ��ǻ�����Ʒ�Ĵ��ţ����Լ�����ʾ���������͡�ͨ�úͽṹ���ԡ���Ҫ���������ȡ�����GB/T15375-94���������������ͺű��Ʒ������涨���ҹ��������ͺ��ɺ���ƴ����ĸ�Ͱ��������ְ�һ������������ɡ�ͨ�û����ͺŵı�ʾ����Ϊ��

����1 CA6140����ʽ����
C A 6 1 40
 �������������ֱ��400mm��
�������������ֱ��400mm��
ϵ����ţ���ʽ����ϵ��
�����ţ���ؼ���ʽ�����飩
�ṹ���Դ��ţ��ṹ��ͬ��
�����ţ�������
����2 MG1432A�߾���������Բĥ��
M G 1 4 32 A
 �ش�Ľ�˳���(��һ���ش�Ľ�)
�ش�Ľ�˳���(��һ���ش�Ľ�)
������(���ĥ��ֱ��320mm)
ϵ�����(������Բĥ��ϵ��
������(��Բĥ����)
ͨ������(�߾���)
������(ĥ����)
����������
1�� ���߲���Ӧ�߱������� �ߵ�Ӳ�Ⱥ���ĥ�ԡ��㹻��ǿ�Ⱥ����ԡ��������ԡ����õĹ����ԡ����õĹ����ԡ����������õĵ��߲����Ը��ٸֺ�Ӳ�ʺϽ�Ӷࡣ
2�� ���ߵ����� ������;�ͼӹ�������ͬ�����߷�Ϊ���¼����ࣺ
�������黨�ꡢ�����ꡢ�µ���������Բ��ϳ������ϳ��������ϳ������ݵ���˿������ϳ�������ֹ�������ݵ���ɰ�ֵȡ�
���������� �����ǻ�е�ӹ������б��ӹ�������ܳƣ��ǻ�е�ӹ�����ϵͳ�ĺ��ġ�
���ģ��о� �о����ڻ�е�ӹ������У�Ϊ��֤�ӹ����ȶ����õı�֤��������ڻ����͵�����ȷ�����λ�ã�����֤�ӹ������в������������ö��ı�������ȷλ�õĹ���װ�����ܳơ��������о����棩
������е�ӹ����չ�̷����һЩ��������
1�� ��е�ӹ����չ��̵����
�û�е�ӹ��ķ�����ֱ�Ӹı�ë����״���ߴ�ͻ�е���ܵĹ��̣���Ϊ��е�ӹ����չ��̡�

3����е�ӹ����չ�̵ĸ��
��1�����壺 �涨������칤�չ��̺Ͳ��������ȵĹ����ļ�����Ϊ��е�ӹ����չ�̡�
��2�����չ�̵����ã������̲�P130��
a) ָ����������Ҫ�����ļ�����������ָ�����ã�
b) ��������֯���������������ݣ��������ƻ������ȡ����˲�������������ȵ����ݡ�
c) ���½������������������
��3�����չ�̿�Ƭ��ʽ�������̲�P128��
a) ���չ����ۺϿ�Ƭ�����չ��̿�Ƭ���� ���ʽ���̲�p128��5.3�� �˿�Ƭ���ص㣺�г�����������ӹ��������Ĺ���·�ߣ���������˵�������塣 ���÷�Χ������С��������
b) ��е�ӹ����տ�Ƭ�� ���ʽ���̲�p128��5.4�� �˿�Ƭ���ص㣺�Թ���Ϊ��λ��ϸ˵���������չ��̣���ֱ��ָ�������� ���÷�Χ������������
c) ��е�ӹ�����Ƭ�� ���ʽ���̲�p128��5.5�� �˿�Ƭ���ص㣺�Թ���Ϊ��λ��ϸ�����ؼ����˸ù���ӹ�������Ĺ������ϣ���������ָ�����˽��в����� ���÷�Χ����������������
4������Ľṹ�����Է�����
��1�� �ṹ�����ԣ� ����Ľṹ��һ�������������£��ܹ����ýϾ��õĻ�е�ӹ����������ʱ�����������������ԣ���Ϊ�ṹ�����ԡ�
��2�� ��е�ӹ��Խṹ�����Ե�Ҫ��
1�� ����ʵ�ʼӹ��Ŀ����ԣ��緽��ä�ļӹ���
2�� ���ڵ��ߵ��������˳������Ե��������
3�� Ӧͳһ����ٳߴ����ࣺ�����ϵ��˵��۳ߴ��ͳһ��̨��ͳһ�߶ȵȴ���
4�� �����ܼ��ټӹ������������������氼����
5�� ������ӹ����������Ƴɽ��ݿף�
6�� Ӧ��������Ӵ����ڱ������ӣ��������ӹ����ڱ���ӹ����ף�
7�� ����ĽṹӦ��������������Ӧ��
5�����ĸ�����ࣺ
��1�� ���Ķ��壺 ���������ȷ�������㡢�ߡ���λ��ʱ�����ݵ���Щ�㡢�ߡ��棬��Ϊ����
��2�� ���ķ��ࣺ
1�� ��ƻ��� �������ͼ������ȷ�������㡢�ߡ���λ�õĻ���Ϊ��ƻ���
2�� ���ջ��� �Ǽӹ�������װ�������ʹ�õĻ����ֳ��������
a�� ������� �ǹ����ļ��ϱ궨�ӹ�����λ�õĻ���
b�� ��λ���� �Ǽӹ������У�ʹ����ռ����ȷλ����ʹ�õĻ���
c�� ������������������ �����������ӹ�����λ�úͳߴ��ʹ�õĻ���
d�� װ����� ��װ�����������ȷ���㲿���ڲ�Ʒ��λ�õĻ���
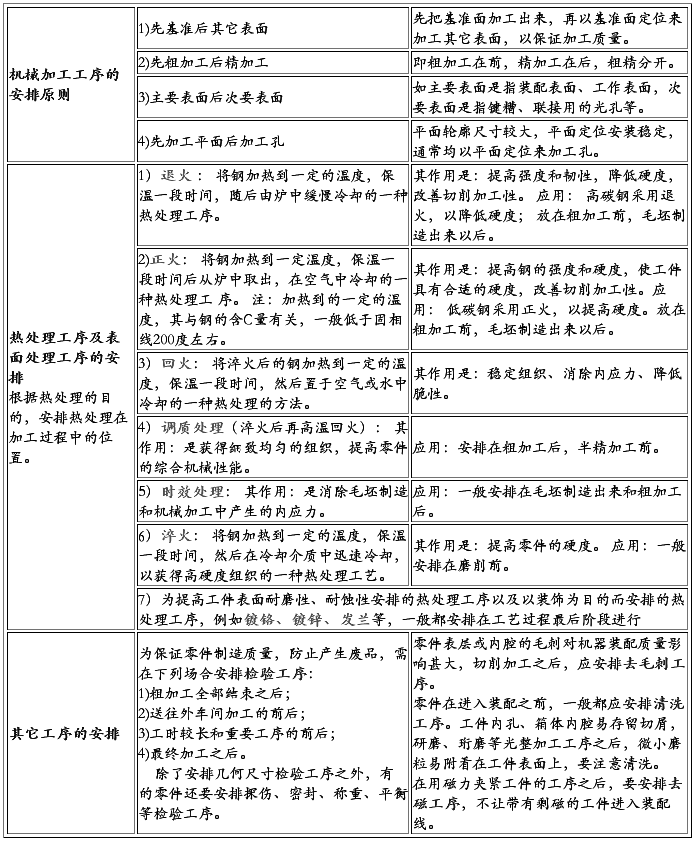
6������·�ߵ��ⶩ �����̲�P136��
�ⶩ����·������ƹ��չ����Ϊ�ؼ���һ������˳��������¼�������Ĺ�����
��1��ѡ��λ��
��2������ӹ�������ѡ��
��ѡ��ӹ�����ʱ�����ȸ��������Ҫ����ļ���Ҫ�����������������ѡ���������չ�����Ȼ������һѡ���ñ�����й�ǰ������ļӹ�������
1�����ּӹ������ľ��üӹ����Ⱥʹֲڶȣ���P136�� ij�ּӹ������ľ��üӹ����ȣ���ָ�������Ĺ��������£�������õĻ����豸����Ҫ�Ĺ���װ�������Ĺ��˼����ȼ������ĺ���ʱ����������ã����ܴﵽ�ļӹ����ȡ����ӹ��ɱ���ӹ����ȵĹ�ϵ��P136ͼ5.11�������ּӹ��������ܴﵽ�ľ��þ��ȡ�����ֲڶȵȿɲ顶������е�ӹ�������Ա�ֲᡷ��
2���ӹ������ͼӹ�������ѡ��
a) ���ݼӹ�����ļ���Ҫ��ȷ���ӹ������ͼӹ�������
���̲�P136��5.7����5.8����5.9�ֱ�Ϊ��Բ���桢�ڿױ����ƽ��ӹ��������侭�þ��ȣ�
b) Ҫ���DZ��ӹ����ϵ����ʣ��磺��ɫ����ͭ�ļӹ����Ͳ��ܲ���ĥ���ļӹ�������Ϊ���ӹ��� ��Ӳ�IJ��ϱ���ѡ��ĥ���ķ������мӹ���
c) Ҫ�����������죬�����������ʺ;��������⡣�磺������������Ӧѡ�ø�Ч�ʵļӹ�����������ר���豸��
d) Ӧ���DZ����������豸������������ ��������ñ��������豸����װ����
С��������һ������Ҫ��ļӹ����棬һ�㶼����ֻͨ��һ�μӹ����ܴﵽͼֽҪ��ģ����ھ����������Ҫ���棬����Ҫͨ����μӹ������
����ʵ����
���磬�ӹ�һ�����ȵȼ�Ϊ��IT��6������ֲڶ�RaΪ0.2��m�ĸ�����Բ���棬�����չ���ѡ�þ�ĥ������ǰ������ɷֱ�ѡΪ�ֳ����뾫���ʹ�ĥ����Ҫ����ļӹ������ͼӹ�����ѡ��֮����ѡ����Ҫ����ļӹ������ͼӹ�����
��3���ӹ��εĻ���
��4������ļ������ɢ
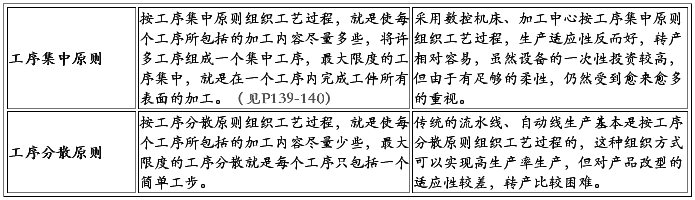
��5������˳��İ���
��6�������豸�빤��װ����ѡ��
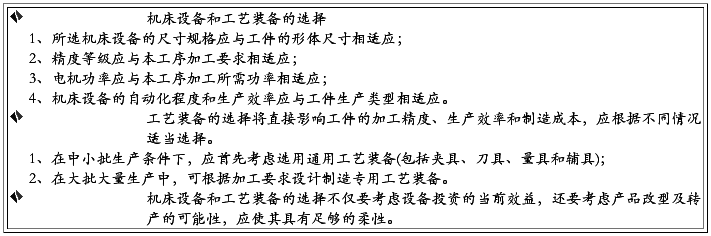
�ġ������о߷����һЩ��������
��һ�������оߵ����á���ɺͷ��ࣺ
1�������оߵĶ��壺
��1����λ��ʹ�����ڻ�����ռ����ȷλ�õĹ��̣���Ϊ��λ��
��2���н����������ڼӹ�ʱ������ԭ��ȷ��λ���ϵĹ��̣���Ϊ�н���
��3��װ�У���װ����ʹ����ռ����ȷ�ļӹ�λ�ã���ʹ���ڼӹ������б��ֲ���Ĺ��̣���Ϊװ�л�װ��
��4�������оߣ�����װ�л�װ�����Ĺ���װ������Ϊ�����оߡ�
2�������оߵ����ã�
��1�����ڱ�֤�����ļӹ����ȣ��ȶ��ӹ�������
���磺���괲������оӹ�ƽ�п�ϵʱ��λ�þ��ȿɴ�0.1��0.2mm��
���괲���û��߷��ӹ�ƽ�п�ϵʱ��λ�þ���ֻ�ܴﵽ0.4��1.0mm��
��2����������Ĺ��շ�Χ��
���磺�ڳ�����ʹ����ģ���ɴ����۴��ۿס�
��3�����̸���ʱ�䣬����Ͷ������ʣ������Ͷ�ǿ�ȣ�
ʹ�û����о��ܿ���װ�й��������ٻ��ߡ������ȵĸ���ʱ�䡣
3�������оߵ���ɣ�
��1����λԪ����ȷ�������ڼо���λ�õ�Ԫ����
���ã���ȷ�������ڼо��е�λ�á�
��2���н�װ�ã����Լн�������װ�á�
���ã��DZ��ֹ����ڼо��еļȶ�λ�á�
��3���Ե�������װ�ã��������������������ڼо�λ�õ�װ�á�
���ã�ȷ����������ڼоߵ�λ�á�
��4���о��壺���Ӽо��ϸ���Ԫ����װ�ã�ʹ֮��Ϊһ������������
���ã���֤��Ԫ����װ��֮���λ�ù�ϵ��
��5������Ԫ����ʹ�о�����������ӵ�Ԫ����
���ã���֤�о������֮����λ�ù�ϵ��
��6���������紫��װ�á��ֶ�װ�õȡ�
4�������оߵķ��ࣺ
���оߵ�ʹ�÷�Χ���о߿ɷ�Ϊ���ֻ������ͣ�
1) ͨ�üоߣ��ص㣺���кܴ��ͨ���ԡ�����צ���̡�
2) ר�üоߣ����ijһ��Ʒ��ijһ�ض������ר����ơ��ص㣺��;רһ��
3) �ɵ��оߣ���һ����������һ�ɵ����ļоߡ��ص㣺�оߵIJ���Ԫ�����Ը���������װ�ÿ��Ե�����
4) ��ϼоߣ��ñ���Ԫ����װ�ɵļоߡ��ص㣺����䣬������ǿ���������ڶ̣���������ظ�ʹ�á�
5) ���моߣ����Զ�����ʹ�õ�һ�ּоߡ��ص㣺�о��湤���ڸ������еĻ����ϱ���Ϊ�ͼн���
�����������ڼо��еĶ�λ
1�������ڼӹ�ʱ�Ķ�λ��ʽ��
1) ��������
a) ֱ�����������չ����ߵ������˶��켣���бȽϣ�����������ȽϺ�ʹ����ռ����ȷλ�ã��ٽ��мн��ķ����� ���磺�ӹ�����ʱ����Բ�빤��̨��ͬ��������
�ص㣺�ȽϷ�ʱ����Ҫ������߾��нϸߵļ���ˮƽ��
���ó��ϣ�����С��������
b) ���������� ������ë��������Ѽӹ������ϣ���������ӹ������λ���ߣ�Ȼ���ڻ������û�����������ķ�����
�ص㣺������ʱ����λ���ȵͣ����ԱȽϺ����ط���ë��������ļӹ�������
���ó��ϣ�����С��������
2) �о߷����üоߵĶ�λԪ���Թ���������ж�λ��
�ص㣺ʡʱ���㣬���кܸߵ��ظ���λ���ȣ��ɱ��ϸߡ�
���ó��ϣ�����������������
�����������Ķ�λԭ������Ӧ�ã�
1. 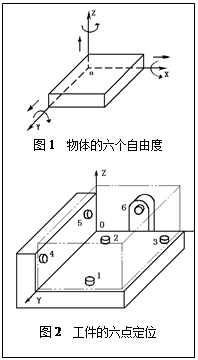 ���㶨λԭ��������ȷ�ֲ�������֧�е������ƹ������������ɶȣ��Ӷ�ʹ�����ڼо��еõ���ȷλ�õ�ԭ������Ϊ���㶨λԭ��������ͼ��
���㶨λԭ��������ȷ�ֲ�������֧�е������ƹ������������ɶȣ��Ӷ�ʹ�����ڼо��еõ���ȷλ�õ�ԭ������Ϊ���㶨λԭ��������ͼ��
2. �ڵ���XOY�ڵ�����֧�е������� ��
�� ��
�� �������ɶȣ��ڲ���YOZ�ڵ�����֧�е�������
�������ɶȣ��ڲ���YOZ�ڵ�����֧�е������� ��
�� �������ɶȣ��ڶ���XOZ�ڵġ���֧�е�������
�������ɶȣ��ڶ���XOZ�ڵġ���֧�е������� һ�����ɶȡ�
һ�����ɶȡ�
3. ���㶨λԭ���ĺ���Ӧ��
��1����ȫ��λ��
���壺������֧�е����ƹ���ȫ���������ɶȵĶ�λ����Ϊ��ȫ��λ��
��2����λ������ȫ��λ����
���壺���ݼӹ�Ҫ����Ҫ���ƹ���ȫ���������ɶȵĶ�λ����Ϊ��λ��
���磺������ϳͨ�ۣ�ͨ�۷�������ɶȲ���Ҫ���ơ�
��3���ظ���λ������λ����
���壺��λԪ���ظ������˹�����ͬһ�������ɶȵĶ�λ����Ϊ�ظ���λ��
���磺���ּӹ����õ�������ᶨλ��
��4��Ƿ��λ��
���壺ʵ�ʶ�λ���ƵĹ������ɶ����ڼӹ�Ҫ�����������Ƶ����ɶȵĶ�λ����ΪǷ ��λ��
���ģ����ö�λ��ʽ
1. ������ƽ�涨λ
2. �������ڿ�λ
3. ��������Բ���涨λ
4. ������Բ��λ
5. ��϶�λ
���壩���üн�����
1. бШ�н�����
2. ���������
3. ƫ�ļн�����
�塢װ�䷽���һЩ��������
1�����壺���ݹ涨�ļ���Ҫ�������������Ϻ����ӣ�ʹ֮��Ϊ���Ʒ���Ʒ�Ĺ��̣���Ϊװ�䡣
2��������װ��������������������е����һ�����̡���������װ�����������顢���顢���ἰ��װ�ȡ�
����װ�����һ���Ϊ�����Σ�
1) ���װ�� �������������������ϳ�Ϊ����Ĺ��̣���Ϊ���װ�䡣
2) ����װ�� ����������������ϳ�Ϊ���������Ĺ��̳�Ϊ����װ�䡣
3) ��װ�� ����������������������ϳ�Ϊ��̨�����Ĺ��̳�Ϊ��װ�䡣
3����֤װ�侫�ȵķ���������װ�䷨��ѡ��װ�䷨������װ�䷨�͵���װ�䷨�Ĵ��ࡣ