1. 前言
本规范规定了在焊缝透照过程中,为获得合格透照底片所遵循的程序和要求.
2. 目的
采用射线的照相技术要求及通过射线摄影的底片来检验缺陷,并对缺陷进行分类定级.
3. 适用范围
本规范主要用于本公司及其外协厂碳素钢、低合金钢的对接焊缝及钢管的对接环焊缝的射线透照的检测.
4. 参考标准
QA-I-101 焊工培训考核程序
GB3323-82 钢焊缝射线照相及底片等级分类法
JB4730-94 压力容器无损检测
5. 射线透照的一般要求
5.1 射线对人体有不良影响,应尽量避免射线的直接照射和散射线的影响.
5.2 在现场进行射线检测时应设置安全线,安全线上应有明显的警告标志.
5.3 从事射线探伤的人员必须经过培训,按照《锅炉压力容器无损检测人员资格考核规则》执行.
6. 射线透照的技术要求
6.1 焊缝表面的要求: 焊缝需经表面检验合格后才能进行射线照相.焊缝表面的不规则程度应不妨碍底片上缺陷的辨认,如咬边,焊瘤等.否则应在射线照相前修整.
6.2 工件的表面应采用永久性的标记作为对每张射线底片重新定位的依据,产品上不适合打印标记时,应采用透视部位草图或其他标记方法.
6.3 底片上必须有工件编号、底片编号、定位记号等标志,这些标志应离焊缝边缘至少5mm,并应与工件上的标志相符.
7. 射线透照
射线透照的具体步骤和内容应参照GB3323-82 《钢焊缝射线照相及底片等级分类法》或JB4730-94《压力容器无损检测》.
8. 焊缝质量评级
8.1 焊缝质量根据缺陷数量的规定分成四级:
优等焊缝----- Ⅰ级焊缝,焊缝内部不准有裂纹、未熔合、未焊透、条状夹渣.
一级焊缝---- Ⅱ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.
合格焊缝---- Ⅲ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.
不合格焊缝--- Ⅳ级焊缝,焊缝内部的缺陷数量超过Ⅲ级者为Ⅳ级.
8.2 对于焊缝内部的不同尺寸的气孔(包括点状夹渣)按表1换算.
表1 气孔换算表

8.3 各等级的焊缝内部允许气孔的限量(包括点状夹渣)按表2规定,表中的数字系指底片上任何10×50mm2的焊缝区域内(宽度小于10mm的焊缝仍以50mm长度计算),Ⅰ、Ⅱ、Ⅲ级焊缝中气孔点数.多者用于厚度上限,少者用于厚度下限,中间厚度的气孔点数用插入法决定.当缺陷在评定区边界线上时(包括外切),应把它划在该评定区内计算点数.
表2 气孔(包括点状夹渣)的分级
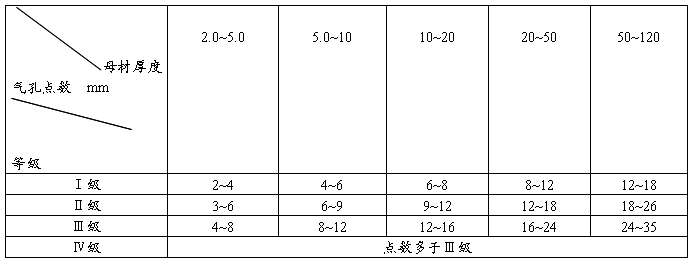
8.4 母材厚度小于等于20mm时,单个气孔(包括点状夹渣)的尺寸超过母材厚度的1/3时即判为Ⅳ级.
8.5 不计点数的气孔尺寸(包括点状夹渣):
a. 母材厚度小于等于25mm时为0.5mm.
b. 母材厚度大于25mm,小于等于50mm时为0.7mm.
c. 母材厚度大于50mm时为母材厚度的1.4%.
母材厚度不同时,取薄的厚度值
8.6 表3是条状夹渣的分级规定.条状夹渣必须同时满足单个条状夹渣、条状夹渣群总长及条状夹渣间距的规定.
表3 条状夹渣的规定
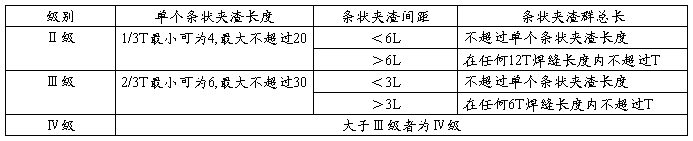
注: 1.表中T为母材金属厚度; L为相邻两夹渣(或夹渣群)中较长者的长度.
2.当焊缝长度不足12T(Ⅱ级)或6T(Ⅲ级)时,可按比例折算.如T或折算的条状夹渣群总长小于单个条状夹渣长度时,以单个条状夹渣长度为允许值.
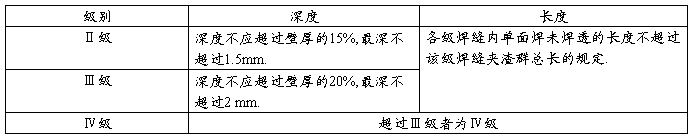
8.7 Ⅱ级和Ⅲ级焊缝内允许存在单面未焊透,其长度和深度按下表:
8.8 焊缝的综合评级:
在12T焊缝长度内(如焊缝长度不足12T时,以焊缝长度未限)几种缺陷同时存在时,应先按各类缺陷单独评级.如有二种缺陷,应将其级别之和减1作为缺陷的综合的焊缝质量等级.如有三种缺陷,应将其级别数之和减2作为缺陷综合的焊缝质量等级.
9. 探伤检验报告级底片的保存.
9.1 探伤检验后应对探伤结果及有关事项进行详细记录并写出探伤检验报告.报告内容应包括:探伤方法、探伤规范、缺陷名称、评定等级、返修次数、标号、日期及评定人员姓名.
9.2 探伤底片、探伤报告和原始记录应妥善保存以备检查核对.
CONTROLLED DOCUMENT STATUS
1. Revision Status

2. Description for the Change of Last Revision
3. Approved By

4. Distribution

QA-F-001/R.1 Modify Date:20##-2-20
第二篇:焊缝射线检测记录
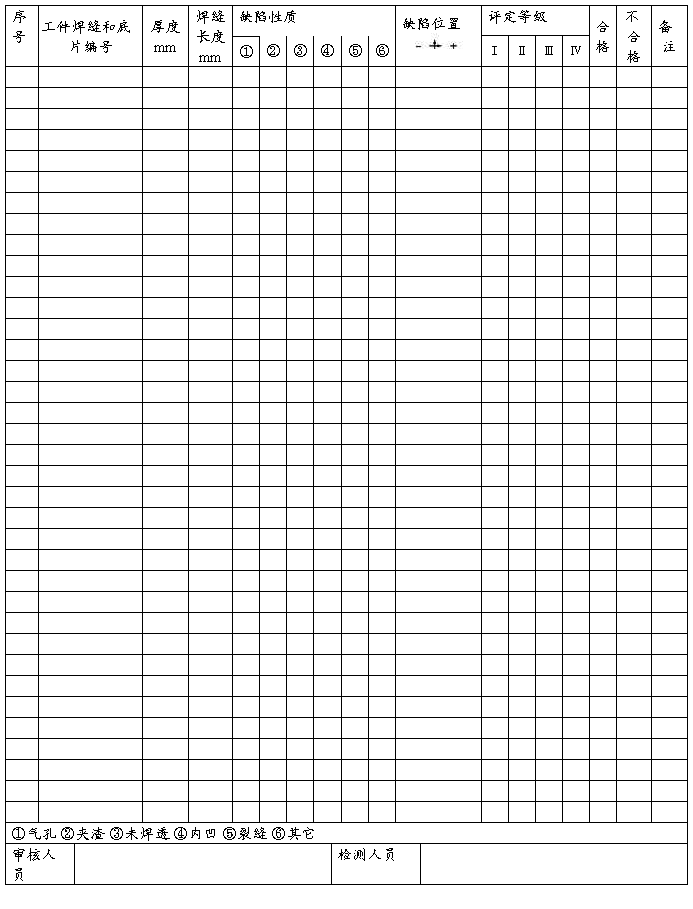
钢结构焊缝射线检测原始记录
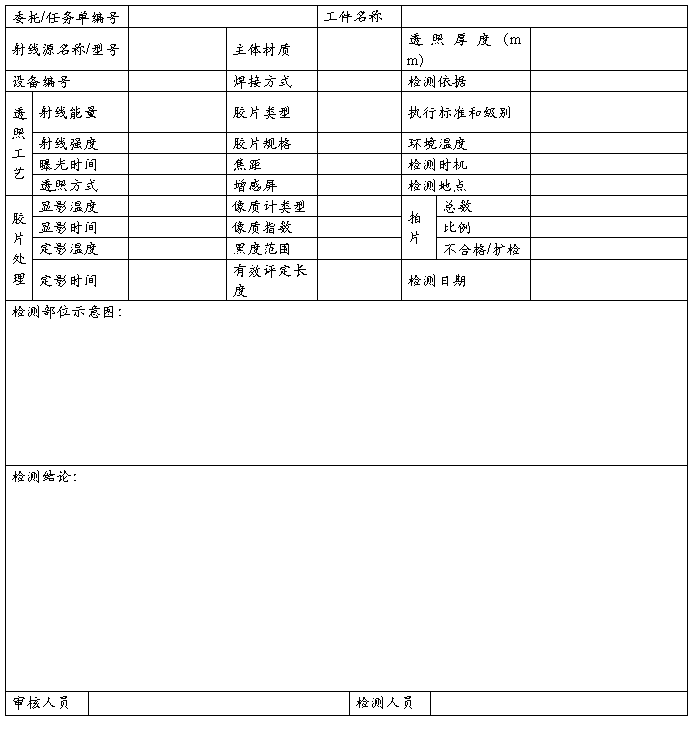
钢结构焊缝射线检测原始记录
报告编号 续页