电子工艺训练报告
姓 名
学 号
专业班级
指导教师
提交日期
一、 实验目的
通过对一台正规产品“收音机”的安装、焊接、调试,使学生掌握基本的焊接技术,学会元器件识别、测试和安装的方法,掌握万用表的使用方法,掌握超外差式收音机的工作原理,学会识别电路原理图与印刷图,学会利用工艺文件独立进行电子设备的整机装配、调试方法,并达到产品的质量要求,从而锻炼和提高学生的动手能力,巩固和加深对电子学理论知识的理解和掌握。
二、 实验要求
1) 要求学生熟悉常用电子元器件的识别、选用原则和测试方法。
2) 要求学生练习和掌握正确的焊接方法。
3) 要求学生掌握电子工艺的基本要求,了解电子产品生产的工艺文件,对照电路原理图,能看懂接线图,理解图上的符号及图注并与实物能一一对照。
4) 要求学生了解电子产品印制电路板的设计原则和制造过程。
5) 认真阅读有关的工艺图纸以文件,并据此细心独立地进行装,连,焊,并记录有关的心得,经验和体会。
6) 根据调试文件,会利用仪器和工具对机芯进行调试,学会排除故障,使整机达到指标要求。
7) 根据工艺文件的指导,独立封装整机外壳,完成一件正式产品。
三、实验内容
1. 掌握电烙铁的正确使用方法、基本的焊接技术和万用表的使用方法,学会识别不同的元器件及其的安装方法。
2. 掌握收音机的工作原理,学会识别电路原理图与印刷图、色环电阻的识别与测试和使用万用表测试电容、电感、二极管和三极管的方法,进一步掌握并熟练焊接技术。
3. 分析一、二级中放的工作原理及各元件的作用,测试和焊接一、二级中放各元件。分析检波、前置放大与低放电路的工作原理,测试该部分电路各元件并记录测试结果,焊接该部分电路的元件。
4. 分析功放电路的工作原理和各元件的作用。测试元件并记录测试结果,插入该部分电路的元件,检测并安装剩余部分的所有元件,焊接断电并调试。整机调试与验收,写实习总结报告。
具体内容:
3.1焊接技术
(1)焊接是电子产品装配过程中的一个重要步骤,每一个焊接点的质量都关系着整个电子产品的质量,他要求每一个焊接点都有一定的机械强度和良好的电器性能,所以它是保证产品质量的关键。焊接时将加热熔化的液态锡铅焊料,在助焊剂的作用下,是被焊接物和印制板上的铜箔连接在一起,成为牢固的焊点。要完成一个良好的焊点主要取决于以下几点:
1. 被焊的金属材料应具有良好的可焊性
铜的导电性能良好且容易焊接,所以常用铜制作元件的引脚、导线及印制板上的接点。
2. 被焊的金属表面要保证清洁
在被焊的金属表面上一旦形成氧化物或有污垢,都会阻碍焊点的形成。
3. 使用合适的助焊剂
助焊剂是一种略带酸性的易熔物质,在焊接过程中起清除被焊金属表面上的氧化物和污垢的作用。
4. 焊接过程要有一定的时间和温度
焊接时间一般不超过3s,时间过长则易损坏被焊元件,但时间很短,则容易形成虚焊和脱焊。
(2) 焊接工具
电烙铁。常见的电烙铁有内热式、恒温式、吸锡式等。电烙铁的使用:安全检查。使用前先用万用表检查烙铁的电源线有无短路和开路,烙铁是否漏电。新烙铁头的处理。新买的烙铁要先将烙铁头进行上锡后方能使用。使用时应注意旋转烙铁柄盖是不可使电线随着柄盖旋转,以免将电源线接头造成短路。
(3) 焊料
焊料是指易熔金属及其合金,它能使元器件引线与印制电路板连接在一起。焊锡的种类与选用。焊锡按期组成成分可分为锡铅焊料、银含料、铜焊料等,锡铅焊料的材料不同,性能也不相同。常用的焊锡有五种形状:块状、棒状、带状、丝状。
(4) 焊接方法
1. 焊接的手法
A.焊锡丝的拿法。一般把成卷的焊锡丝拉直,然后截成一尺长左右的小段。
B.电烙铁地握法。一般有正握法、反握法和握笔法。
2. 焊接的基本步骤
A. 首先把焊件、锡丝和烙铁准备好,处于随时可焊的状态
B. 把烙铁投放在接线端子和引线上进行加热
C. 被焊件经加热达到一定温度后,立刻将手中的锡丝处到被焊件上使之熔化适量的焊料。注意焊锡应加到被焊件上与烙铁头对称的一段,而不是直接加到烙铁头上
D. 当锡丝熔化一定量后迅速移开锡丝
E. 当焊料的扩散范围达到要求后移开电烙铁
3. 焊接注意事项
a) 烙铁的温度要适当。可将烙铁头蘸松香去检验,烙铁头上松香的亚持续到3、4秒温度合适,不足2秒烙铁头过热,持续6秒以上温度不足。
b) 焊接的时间要适当。从加热焊料到焊料熔化并流满焊接点,一般在3秒内完成。时间不宜过长也不宜过短。
c) 焊料与焊剂使用要适量。焊料过多会降低管脚之间的绝缘性;焊剂过多会造成管脚与管座之间的接触不良。反之,过少已造成虚焊。
d) 焊接过程不要出动焊接点。在焊接上的焊料未完全冷却凝固时,不应移动被焊元件及导线,否则焊点易变形,也可能出现虚焊现象。焊接过程中要注意不要烫伤周围的元器件及导线。
3.2元件的检测
1. 外观质量检查
外观尺寸:电极引线的位置及直径应符合标准外形图的规定;外观应完全无损,表面无凹陷、划痕、裂口、污垢或锈斑;外部涂层不能起泡、无脱落或擦伤现象。除光学器件以外,凡是由玻璃或塑料封装的,一般应不透光;电极引出线上的无压或扭曲,没有影响焊接的氧化涂层各种型号、规格、标志应该清晰、牢固,特别是那些参数、标志和极性标志的器件,其标志符号不能模糊不清或脱落;对于电位器、可变电容或可调电感等元器件,在调节范围内应活动平稳、灵活、松紧适当,无机械噪音;开关类的期间应保持接触良好、活动迅速。
2. 元器件的检测:
数字万用表的使用方法:
a使用前,应认真阅读有关的使用说明书,熟悉电源开关、量程开关、插孔、特殊插口的作用.
b)将电源开关置于ON位置。
c)交直流电压的测量:根据需要将量程开关拨至DCV(直流)或ACV(交流)的合适量程,红表笔插入V/Ω孔,黑表笔插入COM孔,并将表笔与被测线路并联,读数即显示。
d)交直流电流的测量:将量程开关拨至DCA(直流)或ACA(交流)的合适量程,红表笔插入mA孔(<200mA时)或10A孔(>200mA时),黑表笔插入COM孔,并将万用表串联在被测电路中即可。测量直流量时,数字万用表能自动显示极性。
e)电阻的测量:将量程开关拨至Ω的合适量程,红表笔插入V/Ω孔,黑表笔插入COM孔。如果被测电阻值超出所选择量程的最大值,万用表将显示“1”,这时应选择更高的量程。测量电阻时,红表笔为正极,黑表笔为负极,这与指针式万用表正好相反。因此,测量晶体管、电解电容器等有极性的元器件时,必须注意表笔的极性。
f)电容:用万用表测量电容电阻,其中瓷片电容的电阻必须是无穷大,电解电容的电阻要求在兆欧以上,电容管脚较短的一端是负极。
g)二极管:用万用表测量单向导通电压(硅管0.7V,锗管0.2V)
h)三极管:用万用表的HFE档测量放大系数,管脚顺时钟方向依次为EBC/BCE
四、收音机的安装与调试
1.收音机的安装
(1)、装配是整机质量的关键,装配质量的好坏对收音机的性能有很大的影响。因此印制电路板装配总的要求是:元器件装插正确,不能有插错,漏插;焊点要光滑、无虚焊、假焊和连焊。参考晶体管超外差式收音机印制板图及电路原理图,焊接顺序为:
1、焊接中周,为了使印刷电路板保持平衡,我门需要先焊两个对角得中周,再焊接之前—定要辨认好中周得颜色,以免焊错,千万不能一下子将三个中周全部焊再上面,这样以后得小元件就不好按装。
2、焊接电阻,测好电阻的阻值然后别在纸上,要按r1——r8的顺序焊接。
3、焊接电容,先焊接瓷介电容,要注意上面得读数,紧接这就是焊电解电容了,特别要注意长脚是"+"极,短脚是"—"极。
4、焊接二极管,红端为"+",黑端为"—"。
5、焊接三极管,—定要认清"e","b","c"三管脚(注意:[v1,v2,v3,v4]和[v5,v6]按放大倍数从大到小得顺序焊接)。
6、剩下得中周和变压器及开关都能够焊了。
7、最需要细心得就是焊接天线线圈了,用四根线一定要按照电路图准确无误得焊接好。
8、焊接印刷电路板上 ""状得间断部分,我门需要用焊锡把他门连接起来。
9、焊接喇叭和电池座.
 (2)、晶体管超外差式收音机印制板图及电路原理图 L1
(2)、晶体管超外差式收音机印制板图及电路原理图 L1
 L2
L2
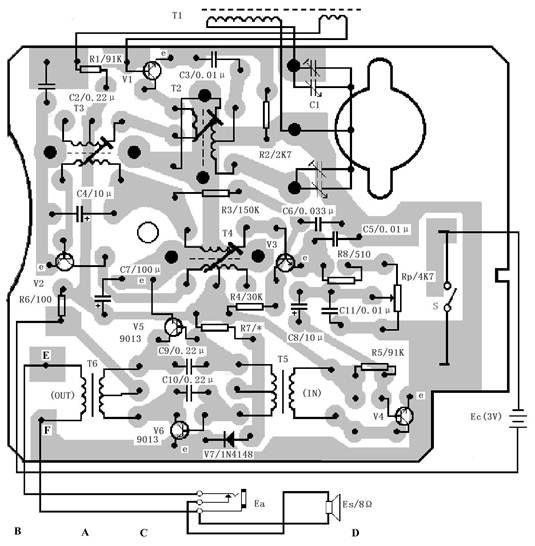

变频 中放 检波 低放 功放
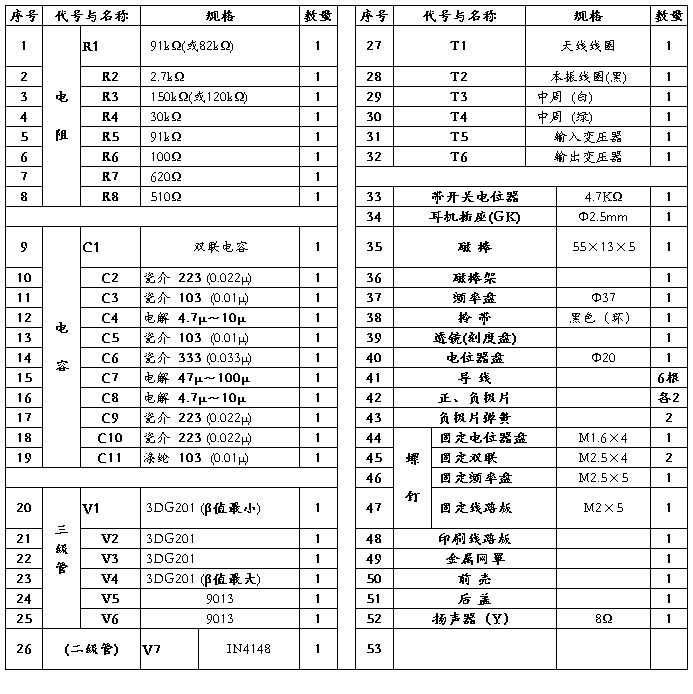
(3)、材料清单(超外差式六管收音机)
3.检测与调试
收音机装配焊接完成后,请检查元件有无装错位置,焊点是否脱焊、虚焊、漏焊。所焊元件有无短路或损坏。发现问题要及时修理、更正。用万用表进行整机工作点、工作电流测量,如检查都满足要求,即可进行收台试听。下面表格中给出了各三极管的三个极对地的参考测量值(测量单位:V)。工作电压为3.12,工作电流为12.9mA。

经过通电检查并正常发声后,可进行调试工作。
(1)调中频频率(俗称调中周)
目的:将中周的谐振频率都调整到固定的中频频率“465KHZ”这一点上。
a. 将信号发生器(XGD-A)的频率选择在MW(中波)位置,频率指针放在465KHZ位置上。b. 打开收音机开关,频率盘放在最低位置(530KHZ),将收音机靠近信号发生器。c. 用改锥按顺序微微调整T4、T3,使收音机信号最强,这样反复调T4、T3(2~3次),使信号最强,使扬声器发出的声音(1KHZ)达到最响为止(此时可把音量调到最小),后面两项调整同样可使用此法。
(2)调整频率范围(通常叫调频率复盖或对刻度)
目的:使双联电容全部旋入到全部旋出,所接收的频率范围恰好是整个中波波段,即525KHZ~1605KHZ。
a. 低端调整:信号发生器调至525KHZ,收音机调至530KHZ位置上,此时调整T2使收音机信号声出现并最强。b. 高端调整:再将信号发生器调到1600KHZ,收音机调到高端1600KHZ,调C1b使信号声出现并最强。c. 反复上述a、b二项调整2~3次,使信号最强。
(3)统调(调灵敏度,跟踪调整)
目的:使本机振荡频率始终比输入回路的谐振频率高出一个固定的中频频率“465KHZ”。
方法:低端:信号发生器调至600KHZ,收音机低端调至600KHZ,调整线圈T1在磁棒上的位置使信号最强,(一般线圈位置应靠近磁棒的右端)。
高端:信号发生器调至1500KHZ,收音机高端调至1500KHZ,调C1a’,使高端信号最强。
在高低端反复调2~3次,调完后即可用蜡将线圈固定在磁棒上。
五、验收
外观整洁,焊接质量好,无损伤,导线没有虚焊,整机转动部分灵活,固定部分可靠 。接收电台,音质清晰,较少噪音。共收到五个比较清晰的电台,频率分别是1340 KHz ,1360 KHz,950 KHz,970 KHz,810KHz。
六、心得体会
收音机的焊接是我们电子工艺实习的很好的实践手段,也是我们本科生特别是电子类专业学生很好的实践环节。收音机虽小,“单麻雀虽小五脏俱全”,我们可以更好的学习电子焊接的技能,了解电子元器件的测试与识别,电子印刷电路板的设计方法与技巧,电子测试仪器的使用,电子产品的调试与维修等方面得到训练。这些技能的掌握不但会给我们的毕业设计提供帮助,而且也可以通过实际操作,锻炼学生的动手能力,从中激发我们对电子专业的兴趣。
第二篇:哈工程电子工艺、电子工艺20xx


哈尔滨工程大学工程训练中心2012.09.01