金工实训报告
系别:自动化系
班级:10电力(2)班
时间:20##年6月13日
实训地点:金工实训场
指导老师:xxx
姓名: xxxx
学号:1008040215
实训报告应包括以下内容:
1.实训目的
(1)让我们获得机械制造的基础知识,了解机械制造的一般操作,提高了自己的操作技能和动手能力。
(2)熟悉各种设备和工具的安全操作使用方法;了解新工艺和新技术在机械制造中的使用。
(3)培养我们认识图纸、加工符号及了解技术条件的能力。
(4)加强理论联系实际的锻炼,提高了工程实践能力,培养了工程素质。
2.安全事项
(1)实训时戴手套保护好手,预防受伤,注意肌肉拉伤。
(2)认真听讲解,仔细观看示范,操作设备时要大胆、心细,认真遵守各类设备的安全操作规程,避免人身、设备事故的发生。
(3)操作设备时若发生问题,应立即停机,保护现场,并立即报告指导老师;多人共用一台机床时,只能一人操作,严禁两人同时操作,以防止事故发生
3.钳工的基本知识
(1)钳工:钳工是以手工操作为主的切削加工的方法。
(2)有三大优点:加工灵活、可加工形状复杂和高精度的零件、投资小
两大缺点(生产效率低和劳动强度大、加工质量不稳定)。
4.钳工的常用设备
工作台——安装台虎钳,存放工、夹、量具。
台虎钳——夹持工件
砂轮机——刃磨刀具、工具。
台式钻床——小型工件钻、扩直径12mm 以下的孔。
5.钳工的基本操作技能有划线、錾削、锯削、锉削、钻孔、扩孔、攻螺纹等等。
6.操作规程及注意事项
(1)使用锉刀、钢锯等工具,不可用力过猛。錾子有卷边、裂纹,不得使用,顶部有油污要及时清除。
(2)使用手锤、大锤,不准戴手套,锤柄、锤头子不得有油污。打大锤时,甩转方向不得有人。
(3)用钢锯、工件要夹牢,用力要均匀。工件将锯断时,要用手或支架托住。
(4)台虎钳,钳把不得作套管加力或用手锤敲打,所夹工件不得超过钳口最大行程的三分之二。
(5)一工作台两边凿、铲物件,中间应设防护网,单面工作台,要一面靠墙。
(6)试运转,严格按单项安全技术措施进行。运转时,不准擦洗和清理、修理,并严禁将头,手伸入机械行程范围内。
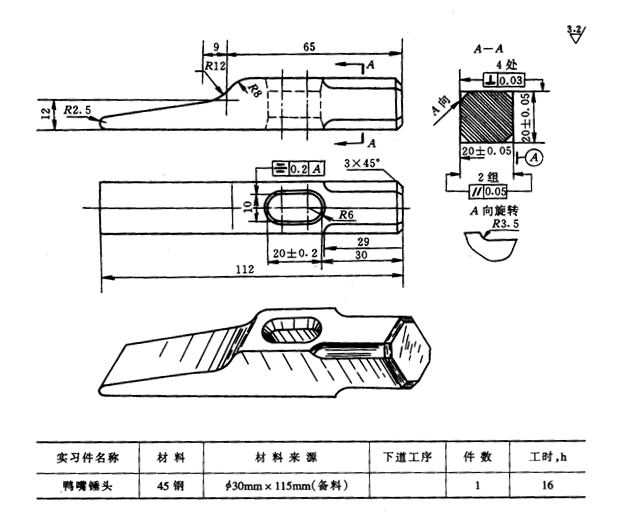
7.鸭嘴锤头和六角螺母的加工方法及步骤
(1)划线,确定大概的尺寸。
(2)锯削,确定大概的模型。
(3)锉削,进一步确定形状并精准加工修正。
(4)钻孔,确定锤把与螺孔。
(5)攻螺纹,完成与螺丝相配套的纹路。
8.电焊 焊接方法和技术
9.心得体会
(1)金工实习是培养学生实践能力的有效途径。又是我们大学生、工科类的大学生,非常重要的也特别有意义的实训课。金工实习又是我们的一次实际掌握知识的机会,离开了课堂严谨的环境,我们会感受到车间的气氛。同时也更加感受到了当一名工人的心情,使我们更加清醒地认识到肩负的责任。有人跟我说我们不是机械专业的学生学习这个没有什么用,我带着怀疑的态度参加了这个实习,但是最后的结论是我对此否认了,它教给我的不只是机械专业的知识,而是一种能力,创造力以及适应力。
(2)劳动不仅对自然世界进行改造,也对一个人的思想进行改造。经过这两周的金工实训,在这方面我也深有体会。
a、劳动是最光荣的,只去实践才能体会劳动的辛酸和乐趣。
b、坚持不懈,仔细耐心。
c、认真负责,注意安全。
d、只要付出就会有收获。
(3)实习带给我们的不仅仅是经验,它还培养了我们吃苦的精神和严谨认真的作风。我们学到了很多书中无法学到的东西。它使我们懂得观察生活,勇于探究生活,也为我们多方面去认识和了解生活提供了一个契机。它是生活的一种动力,促进我们知、情、意、行的形成和协调的发展,帮助自我完善。此时,我还在怀念充满成就感的金工实习,它充实了我们的知识,使我们更加体会到这样一句话:“纸上得来终觉浅,绝知此事须躬行。”实践是真理的检验标准,通14天的金工实训,我了解到很多工作常识,也得到意志上锻炼,有辛酸也有快乐,这是我大学生活中的又一笔宝贵的财富,对我以后的学习和工作将有很大的影响。
附图:

第二篇:金工实训报告表
车带螺纹的阶梯轴实训报告
一、实训时间:
二、实训目的:了解普通车床的工作原理,工作方式、结构特点各部件的用途,并掌握普通车床和立式升降铣床的基本操作。车工对应的机器主要是车床,车床主要由变速箱、主轴箱、挂轮箱、进给箱、溜板箱、刀架、尾座、床身、丝杠、光杠和操纵杆组成。车床是通过各个手柄来进行操作的。在了解了各个手柄的作用之后,老师按照图纸要求给我们示范了一遍今天需要完成的一个小型零部件的加工过程,并给我们指导了注意事项。我们的任务是要加工出大圆直径20mm,长5mm,小圆直径15mm,长10mm的小型零部件。精细的操作要求,认真仔细的数据计算分析,都是对我们没有做过实际车间工人的学生的严峻考验。正是因为缺乏经验和耐心,在零件加工的最后一步,我就因为操之过急而将零部件大圆部分的长度切成4mm而痛心不已。可见,车工虽然不那么累,却是精细活儿,需要精神高度集中,对技术要求也高。(根据题目要求进行修改)
三、实训内容:利用普通车床加工阶梯轴,并用立式升降铣床洗键槽。(如图1-1)
四、实训材料:选Φ32长100㎜的45号纲棒料。
阶梯轴工艺过程:在车床上,先车阶梯轴的一端端面,然后车外圆,倒角,在铣床上,铣键槽,去毛刺。
下料→车端面→粗车各外圆→半精车各外圆→精车各外圆→倒角→划键槽加工线→铣键槽
五、实训工具:
90°硬质合金刀、切断刀、铣刀、三爪钥匙、刀具扳手、三爪自定心卡盘、游标卡尺、直尺、划线针、动扳手、普通毛刷。
六、实训过程:
加工时因注意的事项:
a、工作时必须精力集中,不准擅自离开机床。
b、工件和车刀需装夹牢固,以免工件和车刀飞出伤人。 c、工件旋转时,不准测量工件。
d、工件安装好后,三爪扳手必须随手取下,以免不注意开动车床,以免
扳手飞出伤人。
1、取料:根据图纸的要求选取Φ32长100㎜的45号纲棒料。
2、根据图纸的要求对于胚料的选取并理定加工顺序。
3、刀具的安装:用刀具扳手对刀架上的螺钉进行扭送,将90°硬质右偏刀放入刀架右偏65°。利用顶尖头的高度来调节刀具刀尖的高度,调节好后并刀架上的螺钉用刀具扳手扭紧,切断刀的安装与90°硬质右偏刀安装方法一样。刀具安装好以后,把刀架上的手柄扭紧,以固定整个刀架,以免加工时刀架松懈,不利于切削。
4、材料的安装:用三爪钥匙将三爪自定心卡盘扭开,将材料装夹上去。再用三爪钥匙扭紧自定心卡盘,把三爪钥匙拿下来。开机检查材料在旋转时是否有甩摆现象,如有甩摆现象,关机对材料进行调整,调整后在开机检查材料是否还有甩摆现象。直到材料在旋转中没有甩摆现象才可以进行加工。
5、准备好加工中要使用的工具如游标卡尺、图纸放在方便拿的地方,以方便使用。
6、准备完全开始对毛胚料进行加工,要进行工艺分析。加工顺序因应为粗加工、半精加工、精加工。
7、由于阶梯轴加工的精度要求较高,所以在加工过程中要不断停车,用游标卡尺进行测量尺寸,保证尺寸的要求。工件在旋转时不能进行尺寸的量取,也不可能用手去触摸工件,以免打坏游标卡尺及伤手。
8、工件切削好以后,关掉机床,等工件自然停下来,再用游标卡尺根据图纸上的尺寸要求进行测量,尺寸无误后,在开机换切断刀在切断处切一个槽,在前端和后端进行倒角。再切断工件,然后停机。
9、将车好的阶梯轴用划线针和直尺对键槽划线定位。
10、用活动扳手松开铣床上固定工件的螺钉,将工件装夹好,并将铣床上的横向工件台和纵向工件台进行定位。定位好以后开动铣床进行键槽的铣销工作。
11、铣好键槽以后,关掉铣床电源,再用普通毛刷对工作台进行清扫,然后懈下加工好的零件。
12、将以加工好的零件对照图纸进行彻底的测量尺寸。
13、对普通车床和立式铣床进行清扫,并放置好所用的工具,然后对机床打油。
七、实训总结:
金工实习给了我们一次实际掌握知识的机会,离开了课堂严谨的环境,我们感受到了车间中的气氛。同学们眼中好学的目光,与指导教师认真、耐心的操作,构成了车间中常见的风景。久在课堂中的我们感受到了动手能力重要性,只凭着脑子的思考、捉摸是不能完成实际的工作的,只有在拥有科学知识体系的同时,熟练掌握实际能力,包括机械的操作和经验的不断积累,才能把知识灵活、有效的运用到实际工作中。我国现行的教育体制,使得通过高考而进入大学的大学生的动手实践能力比较薄弱。因此,处于学校和社会过渡阶段的大学就承担了培养学生实践能力的任务。金工实习就是培养学生实践能力的有效途径。基于此,同学们必须给予这门课以足够的重视,充分的利用这一个月的时间,好好的提高一
下自己的动手能力。这里是另外一种学习课堂。通过我们动手,对掌握的理论知识进行补充与质疑。这与传统的课堂教育正好相反。这两种学习方法相辅相成,互相补充,能填补其中的空白,弥补其中一种的一些盲点。通过金工实习,整体感觉实际生产方式还是相对落后,书本中介绍的先进设备我们还是无法实际操作,实习中的设备往往以劳动强度大为主要特征,科技含量较低,但还是有一些基本知识能够在实践中得到了应用。