山东华宇职业技术学院
实 习 报 告
实习时间:20##——20##学年 第二学期
完成时间: 2013 年 7 月 2 日
系 部: 机械工程系
专 业: 数控技术
班 级: 一班
姓 名: 陈明新
指导教师:马士库 李蔓蔓 乔丹月 (企业)
张炜炜 (学院)
连展科技有限公司生产实习报告
一、 实习目的
1、通过此次在连展科技有限公司的实习,能在实际生产制造中得到实践经验,是理论和实践更好地结合。
2、了解一个公司的运营方式及生产流程,使自己更好的融入企业生活。
3、了解注塑业,以及各种物料,使自己更好的工作。
4、掌握注塑机各种参数调试操作,学会各种异常现象调机操作。
二、 实习时间:20##年11月14日 至 20##年7月2日
三、 实习地点:连展科技有限公司(公司简介:连展科技股份有限公司成立于1986年,1991年在深圳设立第一个工厂,后续在天津昆山等地开了多个分公司,为台北上市公司,经营国际知名品牌“ACON”的产品,产品遍布全球。)
四、 实习单位和部门:注塑车间
五、实习内容
20##年11月12日,我们在学院安排下,来到天津市连展科技有限公司进行实习。第一天办理了相关住宿手续,并初步了解了公司的状况。接下来是我实习成果:
培训篇
实习的前两天是系统培训,主要内容包括注塑机常用原材料特性的培训和塑胶件品质问题的处理方法等内容的培训。
① 注塑机
注塑机包括四大系统装置:锁模装置、注射装置、液压装置、电器控制系统。一个个完整的注塑机生产流程如下图流程表所示:
锁模 → 注射座前进 → 注射 → 保压
↑ ↓ 顶针后退 ← 顶出制品 ←射座后退←开模←冷却以及预塑
② 模具的开发过程
模具从接受订单到生产开发要经过以下几个流程:
1、 接受任务书
2、 生产产量
3、 确定成型方法
4、 具体模具结构方法
5、 绘制模具图
6、 模具车间生产制造
③ 注塑机常用原材料料温以及模温:
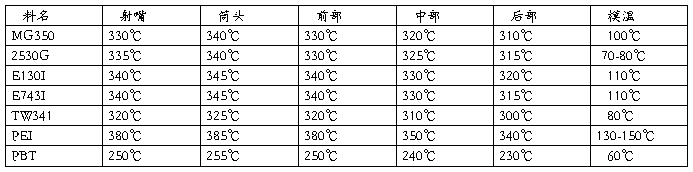
注:各温度幅度在±3%。
④塑胶件产品品质
1、产品品质的意义:人们的日常生活和日程安排,完全取决于产品的性能或服务运转是否令人满意,提高产品的品质,这相当大地提高了顾客对产品或服务在持久性和可靠性方面的要求。
2、品质管理范畴:国家标准→行标→企标→产品标准→原料标准→零件标准。
3、品质管理环节:评审、测试验证、形成过程
4、品质控制人员组成:IQC(来料检验)、IPQC(生产质检)、PQC(装配质检)、QA(成品质检)。
5、质检与标识:对未经标识的物料不得使用,只有标识为合格品的物料或产品才能流入下工序。
6、“5S”管理
7、注塑件的外观不良:毛边,不饱,顶针高,顶针下陷,顶伤,气泡,缩水,亮面,流痕,烧焦,熔合线,翘曲,变形,色差,断裂,尺寸NG等。
8、成型产品不良原因:成型品设计不当,成型条件选择不当,塑料品质不佳,注塑机品质与性能不佳,模具设计与制造不当,人为疏忽。
注塑车间篇
实习的第二个阶段是注塑车间的参观及对注塑机的实操掌握,学会参数的设定以及基本问题的解决。
调机五大要素:
时间:射出时间,冷却时间,喷嘴后退时间,保压时间。
速度:开锁模速度,推顶速度,射出速度,保压速度,螺杆转速,后松速度。
压力:锁模压力,推顶压力,射出压力,保压压力,背压。
位置:开模位置,顶出位置,计量位置,射出位置,松退位置,高低压锁模位置。
温度:模温,料温。
①开机之前
1.注塑机操作前,检查电器控制箱内是否有水、油进入,若电器受潮,切勿开机。 2.注塑机操作前,检查供电电压是否符合,一般不应超过±6%。
3.检查急停开关,前后安全门开关是否正常。验证电动机与油泵的转动方向是否一致。
4.检查各冷却管道是否长途畅通,并对油冷却器和机筒端部的冷却水套通入冷却水。
5.注塑机操作前,检查各活动部位是否有润滑油,并加足润滑油。
6.打开电热,对料管各段进行加热。当各段温度达到要求时,再保温一段时间,以使机器温度趋于稳定。
7.在料斗内加足足够的塑料。根据注塑不同塑料的要求,有些原料最好先经过干燥。
8.要盖好机筒上的隔热罩,这样可以节约电能,又可以延长电热圈和电流接触器的寿命。
②操作过程
1.不要为贪图方便,随意取消安全门的作用。
2.注意观察压力油的温度,油温不要超出规定的范围。液压油的理想工作温度应保持在100-150℃之间,一般在120-140℃范围内比较合适。
3.注意调整各行程开关,避免机器在动作时产生撞击。
③工作结束
1.注塑机操作完毕后,应将机筒内的塑料清理干净,预防剩料氧化或长期受热分解。
2.应将模具打开,使肘杆机构时间处于闭锁状态。
3.车间必须备有起吊设备。装拆模具时应十分小心,以确保生产安全。
六、实习心得。
经过为期半年连展科技有限公司的生产实习,使我更清楚地了解到实际生产制造中高分子学科的应用,在实际的培训与操作中更好地理解注塑业,在实习期间掌握了注塑机各种参数调试操作,学会了各种异常现象调机操作;除此之外,我还了解了一个公司的整个生产运作及各个部门间的协调互助,初步认识一个公司经营的方式及文化。
虽然实习实间并不长,但对我们的帮助是十分巨大的,使我们在实践中充实自己,也使我们认识到以后的发展前景。
第二篇:注塑成型实习报告
注塑成型实习报告
前言
近年来,随着科学技术的不断进步和工业生产的迅速发展,中国塑料模具发展速度相当快。汽车、家电、办公用品、工业电器、建筑材料、电子通信等塑料制品需求旺盛,带动了塑料模具的快速发展。模具作为重要的工艺装备,在消费品、电器电子、汽车、飞机制造等工业,占有举足轻重的地位。工业产品零件粗加工的75%,精加工50%及塑料零的90%将由模具完成。中国模具工业发展迅速,模具制造业产值年平均增长14%,20xx年增长25%。20xx年我国模具产值为450亿人民币。总产量位居世界第三,出口模具3.368亿美元,比上年增长33.5%。但是,我国技术含量低的模具已供过于求,精密、复杂的高档模具很大部分依靠的是进口。每年进口模具超过10亿美元,出口超过1亿美元。面对市场的变化,有着高技术含量的模具正在市场上崭露头角。随着工业发展,工业产品的品种、数量越来越多;对产品质量和外观的要求,更是日趋精美,华气。因此,结合中国具体情况,学习国外模具工业建设和模具生产的经验,宣传、推行科学合理化的模具生产,才能推进模具技术的进步。
摘要
本文叙述了本人在厂实习的经历及体会,学习理解产品的实际生产流程,分析和掌握产品在设计和生产过程中存在的问题以及如何改善和优化产品的性能,同时了解工厂的管理体制及其经营的基本规律,并通过撰写实习报告,学会综合应用所学知识,提高应用专业知识的能力。为了更多地了解社会,在实践中接收教育,锻炼解决生产等实际问题的能力,通过在相关模具部门的实习,进一步理解了注射模的结构、设计以及生产,这对我的人生有很大的帮助。
关键词: 生产流程 注射模
注塑成型实习报告
时间过得真快,为期四周的实习转眼就过去了,在这次生产实习中,我很认真的去接触每一件事情,抱着满腔的热情和好奇,认真的去对待。对于一些平常理论的东西,或遇到不懂的方面,我都认真去了解和充实接触,然而使我的知识有了质的飞越,感觉到受益匪浅。以下就我在实习期间的情况做出报告。 1 哈尔滨齐塑汽车饰件有限公司简介
哈尔滨齐塑汽车饰件有限公司是在齐齐哈尔齐塑塑料制品有限公司的基础上与韩国PLAKOR公司合作,在20xx年融合了全新的管理经营理念的基础上建立起来的股份制企业。
公司占地面积为5万平方米。资产总额8631万元。拥有从日本东芝、宁波海天等引进的大型注塑机20台套;四条塑料喷涂生产线;超声波焊接、热熔焊接及各种塑料加工检测设备,现已形成了注塑、涂装为主的成套汽车内外饰件生产加工体系。
为哈飞汽车制造有限公司的路宝、赛豹等车型配套生产包括保险杠、仪表盘在内的整车内外饰塑料配件,为一汽大众宝来A5、速腾等车型配套手刹车护罩、盖板、隔热板—前等多种产品,同时为东安发动机开发制作各种工位器具周转箱。现汽车配件年配套能力可达30—35万套。目前公司正致力于开发塑料发动机汽缸盖罩盖及塑料发动机进气歧管的产品开发及加工。
持续改进地为顾客提供满意的产品和服务是我们的经营理念;成为一个服务于世界一流汽车企业的,具有国际水平的优秀汽车配件供应商是我们的经营目标。
2 实习内容
2.1 塑料产品的生产工艺过程
手动操作用于调试温度、时间、行程限位开关的位置,一切校妥后可转为半自动或全自动操作。
1、将料斗注上塑料;
2、打开总电源开关及电脑电源开关;
3、将料筒温控仪调至适当温度;
4、进行数值设定,输入各动作一个恰当的时间、压力、流量值;
5、按下油泵启动按钮,开动马达;
6、按[溶胶]键,同时调节溶胶限位开关XK4来调整胶量;
7、按[射胶]键,将胶对空射出,观察射出的料;
8、按[射台进]键,使射嘴接触模嘴,并调节射台限位开关XK9、XK10,调整射台前后行程;
9、拉上安全门,按[锁模]键;
10、按[溶胶]键;