阀门验收标准
1.验收目的
通过验收,可以对到货阀门的数量和外观进行检查把关,以防在生产厂家若干次运输、装卸途中发生外观质量受损、数量缺失等问题,可以实际掌握到货阀门的情况,对到货阀门发生的与订货合同不符、数量短缺、规格型号差错、外观有明显质量问题等情况,能够及时向供方提出拒收、退换,并及时与采购部门联系尽快处理问题。此外,通过验收也可以为阀门材料的正确分类保管和正确投入使用创造条件。
2.验收内容及要求
2.1验收内容
阀门材料验收包括包装、标志、外观质量、规格型号、数量等方面。因此,阀门材料验收要做到:订货/发货清单与实物一致;包装、标志符合标准规定;外观质量良好,数量准确。
2.2验收前的准备工作
2.2.1核对证件:证件主要有订货/发货清单,产品合格证、特殊阀门需附检验报告或生产压力管道、消防器材专用许可证。验收前,需检查证件是否齐备无误。
2.2.2核对标记:检查包装、标志,看是否与发货清单上所示的规格、数量一致,经过核对如发现有不相符的地方,不得验收,如属情况不清,需与采购员联系,带弄清情况后再做验收或拒收等相应处理,具体细节问题可在收货清单(收条)上加以详细标注。
2.2.3准备货位:凡属入库的阀门材料,均要根据到货材料的数量、品名、规格型号等,确定在仓库中应当存放的地点,如数量较大,可提前安排装卸人力。
2.2.4验收工具:对于阀门材料的验收主要采取肉眼观察方式,必要时可携带量尺及称重工具。
2.3.验收中的问题处理
2.3.1到货阀门的证件不齐或不符,必须在到货清单/收条上加以详细备注,并及时通知采购部,敦促供应商尽快补齐相关证件资料。将实际情况登入到货记录。
2.3.2数量不符:实际数量少于发货清单中数量的,按实际数量签收收条、登记 1
到货记录,同时通知采购部,并敦促供应商尽快将所缺材料补齐。实际数量多于发货清单中数量的,可与采购部落实本批材料实际应到货的计划数量,如属确实超出,则告知供应商退回多余材料,并按实际收货数量签收收条、登记到货记录。
2.3.3规格型号错发:应将实际情况通知采购部,如确属供应商装货失误,则可做拒收处理,令其更换正确规格。如尚有其他问题需澄清,则可以作待验物资处理,在收条及到货记录上作出详细标注,等待问题解决后重新验收入库或做拒收处理。
2.3.4外观质量不合格:应首先按照本标准后文中对于阀门材料外观质量的验收情况描述,判断材料外观问题是否属于可以验收的表面瑕疵,如外观质量严重不合格,可要求供应商退回更换,并将不合格情况/残损程度做出记录,提交采购部门,共同向供货单位交涉处理。
2.3.5凡属待验收阀门,仓库应妥善保管,单独存放,按规定进行记录、标识,待问题处理后,根据实际情况进行验收入库或拒收退回。
3.检验项目要求
3.1包装检验
3.1.1包装目的
包装是为了方便数量较大的阀门材料的运输、装卸、贮存,防止阀门在流通过程中形态和价值受损,将阀门盛放在包装物之内的形式。包装设计应根据材料的特点,流通条件进行,做到包装紧凑、防护合理、安全可靠。
3.1.2包装具体要求
3.1.2.1普通材质小口径阀门包装:大多数采用袋装或裸装形式,为了保证验收时查验数量的方便,包装用袋子通常无需紧实封口,由于阀体表面刷油防锈漆,小数量的阀门在仓库中的存放也通常以裸装为主,或将一定数量的小口径阀门装于包装袋中,需在包装袋醒目处表明数量、规格型号等。包装袋必须牢固耐用,以防阀门在运输过程中的碰撞损坏。
3.1.2.2DN300大口径阀门及脱脂阀门等特殊材料的包装:通常采用木箱包装方式,要求木质牢固,排列整齐,无扭曲、松散现象。如有需要,应在木箱内填充其它包装物,起到局部保护的作用。
3.1.3装运其他细节要求
2
3.1.3.1阀门在到达仓库之前应都进行过出厂检验,检验后都应清除表面的油污脏物,内腔应去除残存的实验介质。
3.1.3.2球阀和旋塞阀的启闭件应处于开启位置,非金属材料弹性密封蝶阀的蝶板应打开小角度,止回阀的启闭件应处于关闭位置固定,其他阀门的启闭件应处于关闭位置。
3.1.3.3阀杆等外露部分应加以保护。
3.2标志检验
阀门材料的标志是在阀体表面或包装上用文字/图形/字母等表示其特征所作的标记,阀门的标志主要是为了标明制造商、公称压力、公称通径等。常用的标志有印记/挂牌等多种。
阀门的标志检验,首先应查明阀体或标牌上是否有标志;其次应检查标志的完整性,阀体上的标志应必须包括公称通径(DN),公称压力(PN),受压部件材料代号(以上三个信息均可用阀门的国标规格型号表示,如J11T-16-25),制造厂名或商标。其他信息如介质流向的箭头、密封环代号、极限温度、生产厂编号、标准号、质量和检验标记等是选用的标志,也可不标记在阀体或标牌上。再次,应检验标志上所示阀门规格型号是否与送货清单相符,还要检查标志是否完好,有无损坏丢失或字迹不清。
3.3规格型号检验
3.3.1规格型号检验应纳入到标志检验和产品合格证检验之中去,应将发货明细上所示规格型号语阀体或标牌上标志中所写规格型号加以核对。
3.3.2产品合格证应包括下列内容:制造厂名和出厂日期、产品名称型号、公称压力、公称通径、使用介质和温度、依据的标准和检验日期、出厂编号、检验人员盖章等等。产品合格证不仅是进行资料审查的一部分,也是进行规格型号检验的参考依据。
3.4数量检验
数量检验是阀门实物验收的重要环节,对入库阀门进行数量检验,在于查明本批阀门到货数量与供方提交的清单中填写的数量是否相符。检验阀门数量通常采用点件验收的方法。
3.5外观检验
3
阀门在生产过程中操作不当或在运输装卸过程中操作不当,都有可能在其表面产生缺陷,根据这些缺陷对阀门使用的影响大小不同,对于外观缺陷的评级也不同,根据国家机械行业标准JB/T7927-1999中的规定,对阀门、法兰、管件等受压铸钢件的表面缺陷类型用图片方式进行了ABCDE的评级,缺陷属于极细微、在阀体表面涉及面积很小、在阀门制造过程中属不可避免的微小瑕疵的外观缺陷,在验收时不作处理。如果外观缺陷较严重,影响阀门的受压能力,属于明显生产过程中操作不当或运输过程中摔裂撞坏的情况,则应令供方及时退换货物。
3.5.1外观检验程序
阀门外观检验与数量检验同时进行,边验收边观察外观质量情况,带有包装的阀门需打开包装,边点件验收边进行外观目测检验。对于数量较多的阀门,进行抽样检验时若发现外观缺陷存在,应有计划地扩大抽检数量。
判定阀门的外观质量,必须有充分依据。如果在验收过程中发现有缺陷,但属于偶然或极少数的,一般不作处理依据。验收中发现同样缺陷反复出现或出现多种缺陷时,须认真鉴定,作出文字记录,必要时作出摄影记录,作为处理问题的依据。
3.5.2检验方法
外观检验一般靠肉眼观察,也可借助放大镜。检验中应严格遵守操作规程,避免产生新的外观缺陷。
3.5.3外观缺陷的识别与鉴定
阀门外观缺陷约分为12种,了解表面缺陷的类型及形成方式,将有助于在验收过程中辨别不同种类的表面缺陷,根据其轻重程度,做出相应处理。
A. 裂纹:由于内、外应力的作用,而使铸钢件表面出现的线状开裂。通常明显可见的表面裂纹是不合格的。
B. 缩孔:由于金属收缩,在铸钢件的浇、冒口切割处存在的形状极不规则、孔壁粗糙并带有枝状结晶的孔洞。
C. 砂(渣)眼:由于沙粒卷入熔融金属,在铸钢件表面形成带有沙粒(渣子)的孔洞。
D. 气孔:由于在熔融金属中混有气体,而在铸钢件表面形成的大小不等、孔壁比较光滑呈梨形、圆形、椭圆形或针状的孔洞。
4
E. 脊状凸起(多肉):铸钢件表面上呈刺(脊)状的金属凸起物,形状极不规则,成网状或脉状分布的毛刺称脉纹。
F. 鼠尾:由于砂型表面的缺陷或变形,而在铸钢件表面上形成较浅(小于5mm)的带有锐角的凹痕。
G. 冷隔、皱折:由于金属未完全融合,而在铸钢件表面形成的呈圆角状的穿透或不穿透的缝隙。在表皮上一般带有较深的网状沟槽称为皱折。
H. 割疤:铸钢件在清洗、切割浇、冒口的过程中,由于修正不当而留下的疤痕。 I. 结疤:铸钢件表面结有呈疤片状的金属凸起物,其表面粗糙,边缘锐利,有一小部分金属和铸钢件本体相连,疤片状凸起物与铸件之间有砂层。 J. 撑疤:由于芯撑或内冷铁未能完全融化而留在铸钢件表面的疤痕。 K. 焊疤:铸钢件焊补处由于焊后修正不良而留下的疤痕。
L. 表面粗糙:铸钢件表面不光滑,凹凸不平。
3.6法兰的检验和验收
3.6.1外观检验
3.6.1.1锻造表面应光滑,不得有锻造伤痕、裂纹等缺陷。
3.6.1.2机加工表面不得有毛刺、有害的划痕和其他降低法兰强度及连接可靠性的缺陷。
3.6.1.3环连接面法兰的密封面应全部逐项检查,槽的两个侧面不得由机械加工引起的裂纹、划痕或撞伤等表面缺陷。
3.6.2数量检验
法兰一般是随阀门成套供应,一般情况下一个法兰连接方式的阀门配两片法兰和相应螺栓,做阀门的数量检验时,应同时进行法兰的数量检验。检验无误后以套为单位签收收条,登记收货台帐。
3.6.3标志
除整体法兰外,每个法兰(包括法兰盖)的外圆柱表面上应做以下标志: 制造商的商标,材料牌号,公称压力PN及公称通径DN。
5
第二篇:阀门灰铸铁件以表面硬度作为其力学性能验收标准的实践与探讨
20xx年第1期 阀 门

—33—
文章编号:100225855(2008)0120033202
阀门灰铸铁件以表面硬度作为其力学性能验收标准的实践与探讨
侯艳,陈江山
(安徽省白湖阀门厂有限责任公司,安徽白湖231508)
摘要 分析了阀门灰铸铁件以其表面硬度作为铸件力学性能验收标准的可行性和检验方法。介绍了灰铸铁件壁厚与其抗拉强度及表面硬度的对应关系。

给出了阀门铸件表面硬度的检测部位及具体操作方法。 关键词 阀门;灰铸铁件;抗拉强度;硬度 中图分类号:TH134 文献标识码:A
Analysisofhardnesstobeacceptancestandardforgreyvalvecastings
HOUYan,CHENJiang2shan
(AnhuiBaihuValveFactory,Baihu231508,China)
Abstract:Inthispaper,weanalyseandintroducethetobetheacceptancestandardforgreyvalveKeywords:valve;grey;;1 概述
,国内阀门企业的专业化生产也越来越强,逐步形成了阀门机加工组装企业和阀门铸件生产基地。据不完全统计,国内90%的阀门企业的铸件为外购,国外的一些知名阀门公司也在国内大量采购铸件进行组装出口。目前,低压阀门承压件的材料主要以灰铸铁为主,如何控制阀门灰铸铁件的质量成为生产优质阀门产品的关键和基础。同时,方便、快捷并准确地检测和验收大批量阀门铸件也是阀门生产企业和铸件生产企业共同需要解决的问题。2 分析
国家标准GB/T9439-1988《灰铸铁件》对力学性能的检验分为抗拉强度和硬度。其中抗拉强度又分为单铸试棒的抗拉强度和附铸试棒的抗拉强度。实践证明,单铸试棒的抗拉强度不能及时和正确地反映每炉阀门铸件的力学性能,而附铸试棒给生产制造带来很大麻烦,不适应大批量生产阀门铸件的要求。以硬度作为检验灰铸铁件材质的力学性能是一种切实可行而又方便操作的检验方法。在国家标准GB/T12226-2005《通用阀门 灰铸铁件
技术条件》修订时也增加了以硬度作为验收标准的
条款。硬度检测方法按GB/T9439-1988附录A的规定。
阀门灰铸铁件的牌号主要为HT200和HT250两种,因此以这两种牌号来分析铸件的牌号、硬度、抗拉强度及铸件壁厚的关系。根据GB/T9439-1988规定,铸件各牌号不同壁厚的灰铸铁件能
达到的抗拉强度的参考值见表1。
表1 铸件抗拉强度与壁厚的关系
牌号
HT200
铸件壁厚mm大于
215102030
HT250
410102030
最小抗拉强度σb
N/mm222019517016xxxxxxxxxxxx
至
10xxxxxxxxxxxx0
根据GB/T9439-1988及ISO185-1988-12-15《灰铸铁分级》附录B的规定,硬度和抗拉
强度之间的关系参考值见表2。
作者简介:侯艳(1968-),工程师,从事阀门设计、阀门外文资料翻译及标准化工作。
阀 门 20xx年第1期—34—
表2 硬度和抗拉强度之间的关系
σb
N/mm2160
180200220240相对硬度RH
018
019
110
111
112
布氏硬度HB
12913915015716414415716917718516017xxxxxxxxxxxx20621xxxxxxxxxxxx247的对应关系,同时这种对应关系也会因不同的铸造厂有不同的差别,而同一个铸造厂、同一牌号、壁厚相近的铸件,这种对应关系是一致的。3 应用
安徽省白湖阀门厂有限责任公司是阀门铸造和阀门机加工为一体的低压阀门制造公司,同时也为其他阀门公司提供阀门铸铁件。通过近几年的实践和反复比对(浇注试棒测抗拉强度,与在阀体本体检测硬度比较),总结出一系列快速方便的以硬度作为验收标准的检测方法。根据生产实际,规定PN10DN600以下阀门铸件为HT200。DN700以上
根据ISO185-1988-12-15《灰铸铁分级》附录C的规定,灰铸铁件的硬度和壁厚之间的关系值见表3。
表3
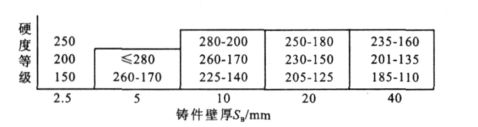
铸件硬度与壁厚间的关系
为HT250,主要检测阀门承压铸件阀体及阀盖的
硬度。检测位置规定在阀体的进出口法兰已加工面和阀盖的小口法兰已加工面,检测仪器选用便携式硬度仪(与固定式硬度仪进行调校)。具体参数规定为DN<100,≥175HB。~400,≥。~DN700~800,≥1。DN>以阀门灰铸铁件表面硬度作为验收其力学性能的标准,检测方便,性能可靠,快捷实用。各相关阀门生产企业可根据铸件生产企业不同的生产状况制订出双方都可以接受的硬度验收参数,更为有效地控制阀门铸件质量,以此改进和提高低压阀门的产品性能和质量。
参
考
文
献
日本标准JISG5501《灰铸铁件》)牌号
FC20
mm4~8>8~15>15~304~8>8~15>15~30N/mm2235216196275255245布氏硬度
HB
FC25
≤255≤235≤223≤269≤248≤241 通过分析和对比证明,铸件的牌号针对不同的
铸件壁厚和铸件的抗拉强度以及布氏硬度存在一定
(上接第19页)
〔1〕 GB/T9439-19881灰铸铁件〔S〕1〔2〕 GB/T12226-20051通用阀门灰铸铁技术条件〔S〕1〔3〕 ISO185-19881灰铸铁分级〔S〕1
(收稿日期:2007110122)〔4〕 JISG55011灰铸铁件〔S〕1
以看出,除了在开度为60°外,其他开度下,所有模型的预测结果都要比实验值低。在开度为
60°时,实验值要比κ-ω和RNGκ-ε的预测值小,但仍然大于标准κ-ε模型值。从阻力系数的比较可以看出,实验值与κ-ω和RNGκ-ε的预测结果比较接近,而与标准κ-ε模型相差较大。4 结语
接近。但是与实验值相比,其误差仍然超过了
9%。所以,如果对阀门的控制精度要求不高,那么可以用数值计算的结果进行定型设计。如果对阀门的控制精度要求很高,则数值模拟的结果只能作为一个初步的结果来指导设计和改型。
参
考
文
献
通过数值模拟与实验比较证明,在阀门的计算过程中,标准κ-ε湍流模型误差较大,而RNGκ-ε模型和κ-ω模型的预测结果与实验结果比较
〔1〕 Patankar,s.v.NumericalHeatTransferandFluidFlow
〔M〕.NewYork:Hemisphere,1980.
〔2〕 沈新荣,李增珍,李江莉.一种自动流量平衡阀的实验研究
〔J〕.流体机械,2006,34(11):4-7.
(收稿日期:

2007.11.06)