一.课题来源
本人于20##年10月10日开始在武汉斯摩摩汽车模具有限公司实习,在车间师傅及设计部同事的帮助下,对实际生产中的冲压件进行改制,从而根据改制的零件设计全套多工位级进模具。
二.课题研究目的和意义
(1)综合运用冷冲模课程和其它有关先修课程的理论及生产实践的知识去分析和解决模具设计问题,并使所学专业知识得到进一步巩固和深化。
(2)学习模具设计的一般方法,了解和掌握常用模具整体设计、零部件的设计过程和计算方法,培养正确的设计思想和分析问题、解决问题的能力,特别是总体设计和计算的能力。
(3)熟练使用计算机辅助制图,学会运用标准、规范、手册、图册和查阅有关技术资料等,培养模具设计的基本技能。
三.国内外现状,发展趋势几差距
精密级进模技术水准的高低,是衡量一个国家产品制造水平的重要标志。精密级进模的市场广阔,因此,工业发达国家在模具技术和功能等方面,不断发展和提升。
3.1 差距主要表现在以下方面:
(1)模具制造精度方面与国际先进水平相比,在模具的精细化制造程度上低一级。
(2)模具使用寿命方面与国际先进水平相比,低30%以上。特别是刃磨一次寿命低,导致模具维护次数增加,降低了冲压生产效率。还有模具在高速冲床上使用的冲次速度低150次/min左右。
(3)模具可靠性和稳定性方面与国际先进水平相比,在试模和模具使用中的调整及维修时间增加30%以上。国内模具可靠性和稳定性方面的差距较国际先进水平低,是直接影响国内模具的市场竞争力要素。
(4)模具制造周期方面与国际先进水平相比,差距不断缩小,并有一部分模具品类的制造周期已和国际先进水平同步。但是在接单多,而制造周期集中的情况下,导致模具不能如期交货。从总体来看,模具规模化生产的能力和交货期的实现率较国际先进水平低10%以上。
除模具综合水平量化在指标上的差距外,国内在研发能力、人员素质和对模具设计制造的基础理论与技术的研究等方面与国外先进模具企业相比,也存在一定的差距。
3.2 形成差距的主要原因
国内设计制造的模具与国际先进水平相比,存在差距的主要原因有以下方面:
(1)人才相当缺乏。尤其是高素质高水平的设计人才、工艺人才、制造人才和高级管理人才等更加匮乏。
(2)先进制造设备的技术掌握与功能发挥不够。
(3)设计制造的自主创新能力薄弱和精细化不够,并对国际先进模具的设计制造基础理论和核心技术的研究等掌握不够。
(4)企业信息化管理程度不高。
(5)标准件品种规格少和质量还不高。生产供应跟不上模具生产的发展,以高精度模具为例,高质量标准件还是主要依靠进口。
(6)模具材料发展滞后更为明显。
正是由于以上因素,制约了中国模具行业和模具技术水平的提高。
四.研究的内容、途径及技术路线
4.1研究主要内容
根据所提供的图纸分析冲压件的形状特点、尺寸大小、精度要求及所用的材料是否符合冲压工艺的要求。冲压件良好的工艺性将会使工序数目、材料消耗减少;产品质量稳定;模具结构简单;操作方便。对零件的工艺分析以及制定的工序步骤如下:
4.1.1零件的材料分析
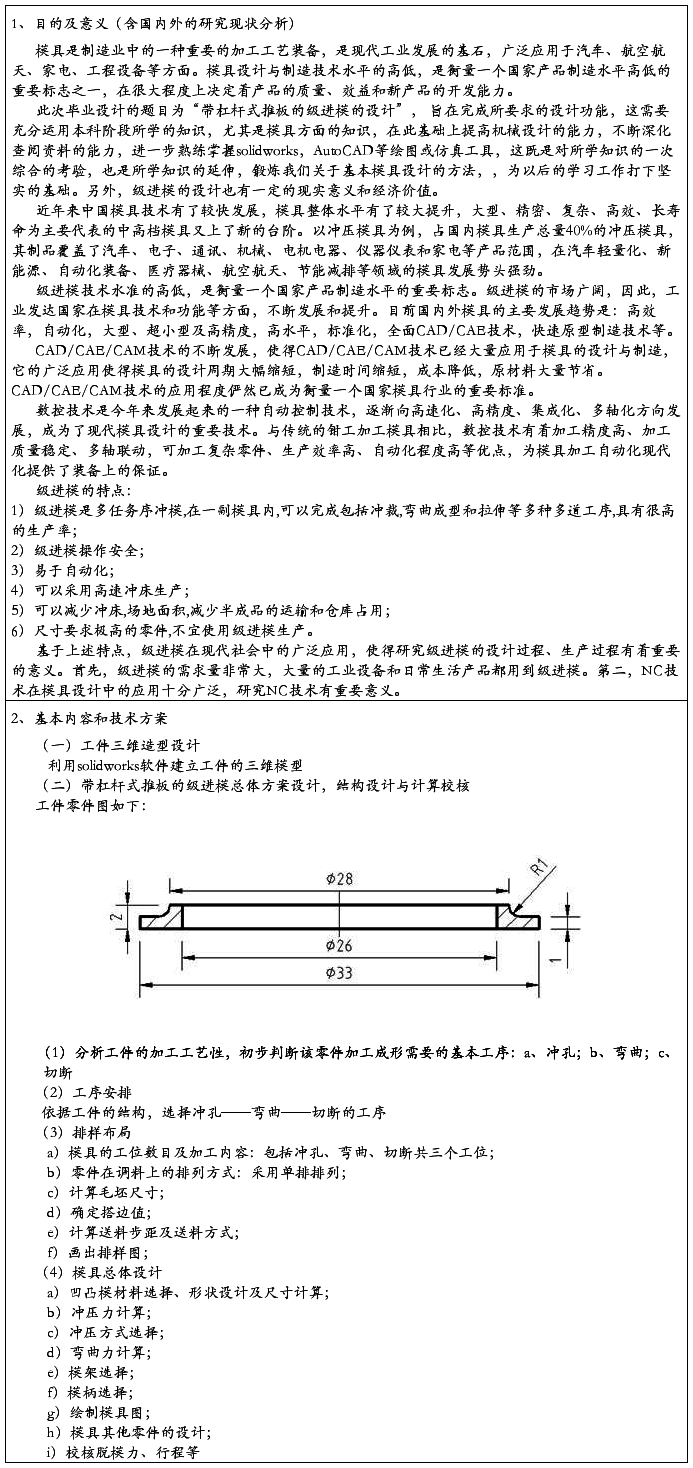
材料:SP791-440Q,料厚:1.2mm,模具精度为精密的,抗剪强度: 330N/mm2。如图1示
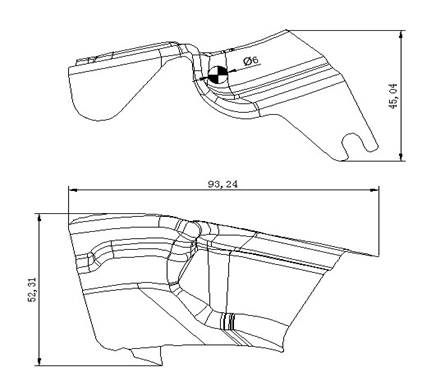
图1.汽车内饰件零件图
4.1.2零件结构特点分析
汽车内饰件是一个通过修边、成形、弯曲、冲孔等工序获得的零件,如图2所示。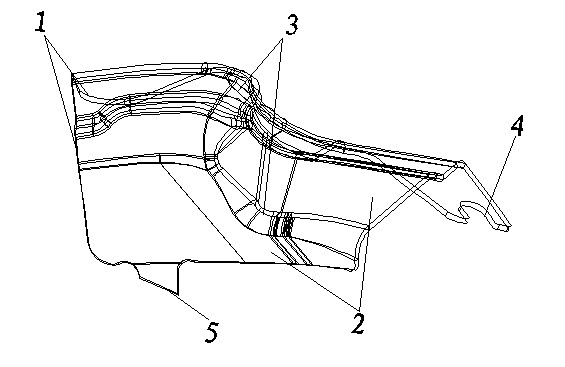
图2.汽车内饰件工艺图
经分析该零件按照1.修边,2.向下弯曲,3.成形,4.冲孔,5.切断的顺序加工,由于2处在向下弯曲的过程中弯曲角度较大且弯曲半径较小,快速的弯曲过程易导致零件拐角处变形不均匀甚至被拉破,不易获得最终要求的零件尺寸,所以2处的向下弯曲应设计为二次弯曲。4处的冲孔应放在成形和弯曲工序之后,因为如果过早冲孔,后续的加工会导致孔被拉变形而无法保证孔的尺寸.
4.1.3工序的确定
经分析后有如下几套工序法案可供选用:
方案1
以单工序进行制造。设计并制造五套单工序模具进行:修边——向下弯曲1——成形1——成形2——向上弯曲——冲孔切边来完成零件生产。
方案2
设计并制造一副多工位级进模,完成对零件的批量生产。
方案1的优点是模具设计简单,但考虑到为大批量生产,如果设计为单工序模,这势必使生产效率极为低下,而且定位不准会引起较大的误差,同时劳动强度也增加了,所以排除这种方案。方案2生产效率高,操作安全,模具寿命长自动化程度高,冲出的制品质量高定位精准,冲压成本低,但设计制造难度大。综合上述两种种方案,方案二较方案一精度高,生产效率高,且设计级进模模也具有挑战性,故选择方案二。
4.2研究的主要途径
(1)首先根据任务书,制件的分析搜集相关资料和文献
(2)对产品图进行工艺分析,确定排样方案
(3)选取压力机
(4)模具基本结构设计
(5)装配图和零件图的绘制
(6)撰写任务说明书
4.3关键理论和技术
(1)金属塑性成形原理
(2)冲压工艺及冲模设计
(3)材料成型设备
(4)多工位级进模成形原理
五.工作进度
2011.10.10 ~2012.2.23 工厂实习,学习级进模的设计与加工;
2012.2.24 ~2012.2.28 收集资料、查找相关的参考文献;
2012.3.01 ~2012.3.11 完成开题报告、文献综述、外文翻译;
2012.3.12 ~2012.3.31 确定成型工艺、选择成型设备和成型工艺参数;
2012.4.01 ~2012.4.31 设计模具的主体结构并绘制模具的3D结构图;
2012.5.01 ~2012.5.05 生成模具的2D零件图和装配图;
2012.5.06 ~2012.5.16 撰写设计说明书并完善设计参数;
2012.5.17 ~2012.5.30 准备毕业答辩。
六.参考文献
[1]周良德、朱泗方.《现代工程图学》.湖南科学技术出版社2000
[2]王卫卫.《材料成型设备》.机械工程出版社2008
[3]薛啓翔.《冲压模具设计和加工计算速查手册》.化学工业出版社2005.7
[4]王俊彪.《多工位级进模设计》.西北工业大学出版社2005
[5]肖景容.《冲压工艺学》.机械工业出版社
[6]徐学林.《互换性与测量技术基础》.湖南大学出版社
[7]赫海滨.《冲压模具简明设计手册》.化学工业出版社
[8]王孝培.《冲压设计资料》.机械工业出版社
[9]王晓江.《模具设计与制造专业英语》.机械工业出版社2008
[10]余汉清、陈金德.《金属塑性成形原理》.机械工业出版社2007
[11]翁其金、徐新成.《冲压工艺及冲模设计》.机械工业出版社2004.7
[12]陈炎嗣.《多工位级进模设计与制造》.机械工业出版社2006.9
[13]周大隽.《冲模结构设计要领与范例》.机械工业出版社2005.11
[14]陈锡栋、周小玉.《实用模具设计手册》.机械工业出版社2001.7
[15]付宏生.《冷冲压成形工艺与模具设计制造》.化学工业出版社2005.3
[16]黄健求.《模具制造》.机械工业出版社2001.3
[17]柳燕君、杨善义.《模具制造技术》.机械工业出版社2002.7,
[18]王树勋、吴裕农.《典型模具机构图册》.华南理工大学出版社2005.4,
[19]冯炳尧、韩泰荣、蒋文森.《模具设计与制造简明手册》.上海科学技术出版社 2003.6
[19]Duffey, M. R. and Sun, Q.《Knowledge-baseddesign of progressive stamping dies》.Journal ofMaterials Processing Technology,1991
[20]Jiang RD, Lauw BT, Nee AYC.《Insert design automation forprogressive dies》.Int J AdvManuf Technol,2006
第二篇:带杠杆式推板的级进模开题报告
本科生毕业设计(论文)开题报告