数控铣床实训教学计划 (2009-10-13 12:52:13)
转载
标签: 分类: 数控教学
杂谈
一、
实训时间
实训时间为十周(50天)
二、
实训目的
让学生熟悉数控铣床加工流程,掌握数铣的操作方法,掌握零件的加工工艺分析方法,掌握数控程序的手工编程,并能自主完成零件的加工,最终通过数铣中级证的考试。
三、
实训内容
1、实训中心的规章制度、纪录和处罚制度(2天)
要
求:了解规章制度、纪录和处罚制度
卫生责任区
2、5S的学习(1天)
要
求:了解5S的概念和目的,并能在现场中应用
3、数控铣床维护与保养(1天)
要
求:了解数控铣床基本维护与保养方法;
掌握数控铣削加工操作规程;
4、数学知识的复习(1天)
5、机械制图知识的复习(0.5天)
6、读图等知识的学习(0.5天)
7、数控课程的学习(4天)
8、机床认识:面板练习、坐标系的认识;(5天)
9、对刀、手工编程、坐标系及其机床的操作等(4天)
要
求:掌握数控铣削基本编程指令;
掌握数控铣削基本编程方法;
掌握数控铣床孔的编程及加工方法;
了解数控铣床的基本操作;
学习数控系统的基本操作方法;
10、学习编制加工工艺(1天)
要
求:了解数控铣削加工工艺基本内容;
掌握数控铣削加工方法的选择;
掌握切削用量的选择;
11、工件的定位与夹紧(1天)
12、数控常用夹具使用、刀具使用等技能培训(2天)
要
求:掌握刀具装、卸刀具的方法
13、尺寸测量等知识练习(1天)
要
求:掌握游标卡尺,内、外径千分尺,深度卡尺等测量工具的使用
14、平面加工(5天)
主要内容:编程格式、工艺编制、工件装夹、参数输入及加工工件等步骤的练习; 要
求:掌握平面类零件的加工方法。
学习数控加工编程中的数值计算方法。
了解数控铣削加工的基本操作步骤。
编程中注意用两种方法编程(相对坐标和绝对坐标编程)
15、孔类件加工练习(5天)
主要内容:编程格式、工艺编制、工件装夹、参数输入及加工工件等步骤的练习; 要
求:
掌握中心钻、钻孔、绞孔等应用
掌握平面类零件的加工方法。
学习数控加工中的半径补偿功能。
学习数控加工编程中的数值计算方法。
掌握尺寸精度控制方法。
掌握数控铣削加工的基本操作步骤。
16、外轮廓台阶加工(5天)
主要内容:编程格式、工艺编制、工件装夹、参数输入、加工工件及尺寸检测等步骤的练习;
要
求:综合平面加工及孔加工,学习子程序的使用
学习数控加工中的半径补偿功能。
掌握尺寸精度控制方法。
学习数控加工编程中的数值计算方法。
掌握尺寸精度控制方法。
掌握数控铣削加工的基本操作步骤。
17、内槽类零件加工(5天)
主要内容:编程格式、工艺编制、工件装夹、参数输入加工工件及尺寸检测等步骤的练习;
要
求:综合外轮廓台阶加工及孔加工,强化子程序的使用
掌握数控加工中的半径补偿功能。
掌握数控加工编程中的数值计算方法。
掌握尺寸精度控制方法。
掌握数控铣削加工的基本操作步骤。
18、综合件强化练习(5天)
通过较复杂零件轮廓的加工,进一步熟悉和掌握数控系统常用指令的编程与加工工艺,掌握数控铣床的加工步骤及方法。
以上内容为实训基本内容,在实训过程中,理论知识将在实训中充分讲解,并根据实际情况加以调整。
第二篇:数控铣床实训指导书
贵州交通职业技术学院
机电工程系
数控铣床实训指导书
机电教研组
课题一数控铣床程序编辑及基本操作
一. 实训目的
1.了解数控铣削的安全操作规程
2.掌握数控铣床的基本操作及步骤
3.熟练掌握数控铣床操作面板上各个按键的功用及其使用方法。
4.对操作者的有关要求
5.掌握数控铣削加工中的基本操作技能
6.培养良好的职业道德
二. 实训内容
1.安全技术(课堂讲述)
2.数控铣床的操作面板与控制面板(现场演示)
3.数控铣床的基本操作
①数控铣床的启动和停止:启动和停止的过程
②数控铣床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给
③数控铣床的MDA运行:MDA的运行步骤
④数控铣床的程序和管理
⑤加工程序的输入练习
三. 实训设备
1.GSK928数控铣床8台、GSK980数控铣床6台
四. 实训步骤
1. 开机、关机、急停、复位、回机床参考点、超程解除操作步骤
⑴机床的启动
(2)关机操作步骤
(3)回零(ZERO)
(4)急停、复位
(5)超程解除步骤
2.手动操作步骤
(1)点动操作
(2)增量进给
(3)手摇进给
(4)手动数据输入MDA操作
(5)对刀操作(现场演示)
3.程序编辑
(1)编辑新程序
(2)选择已编辑程序
4.程序运行
(1)程序模拟运行
(2)程序的单段运行
(3)程序自动运行
5.数据设置
(1)刀偏数据设置
(2)刀补数据设置
(3)零点偏置数据设定
(4)显示设置
(5)工作图形显示
五. 注意事项
1.操作数控铣床时应确保安全。包括人身和设备的安全
2.禁止多人同时操作机床
3.禁止让机床在同一方向连续“超程”
六. 实训思考题
1.简述数控铣床的安全操作规程.
2.机床回零的主要作用是什么?
3.机床的开启、运行、停止有那些注意事项?
4.写出对刀操作的详细步骤。
七.实训报告要求
实训报告实际上就是实训的总结。对所学的知识、所接触的机床、所操作的内容加以归纳、总结、提高。
1. 实训目的
2. 实训设备
3. 实训内容
4. 分析总结在数控铣床上进行启动、停止、手动操作、程序的编辑和管理及MDI运行的步骤。
实训二 铣削四方凸台
一. 实训目的
1.熟练掌握数控铣床(加工中心)操作面板上各个按键的功用及其使用方法。
2.掌握G02、G03、与G01、G00指令的应用和编程方法;
3.掌握G90、G91、在程序编制中的应用。
4.掌握程序输入及修改方法。
5.熟练掌握程序输入的正确性及检验;
二. 实训设备
1.数控铣床
三. 实训内容
1.如图2—1所示,编写数控加工程序并进行图形模拟加工。
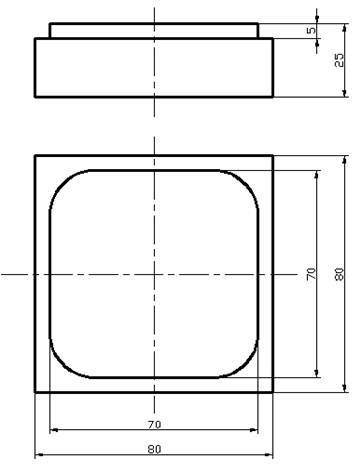
图2—1
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床(加工中心)的编程指令说明,编写加工程序,填写程序卡,见下表:
加工程序卡

四. 实训步骤
1.开机
2.编写图2—1加工程序
3.程序输入
4.检验程序及各字符的正确性
5.模拟自动加工运行
6.观察机床的程序运行情况及刀具的运行轨迹。
7.回参考点
五.注意事项
1.编程注意事项
①编程时,注意Z方向的数值正负号。
②认真计算圆弧连接点和各基点的坐标值,确保走刀正确。
2.其他注意事项
①安全第一,必须在老师的指导下,严格按照数控铣床安全操作规程,有步骤的进行。
②首次模拟可按控制面板上的“机床锁住”按钮,将机床锁住,看其图形模拟走刀轨迹是否正确,再关闭“机床锁住”进行刀具实际轨迹模拟。
实训三 铣削六边形
一. 实训目的
1.掌握轮廓加工的工艺分析和方法。
2.掌握编程原点的选择原则。
3.熟悉数控铣床上工件的装夹、找正。
4.掌握试切对刀方法及自动加工的过程及注意事项。
5.掌握程序校验的方法和步骤。
二. 实训设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3. 键槽铣刀 ,立铣刀
4.零件毛坯
三. 实训内容
加工零件如下图,编制数控加工程序。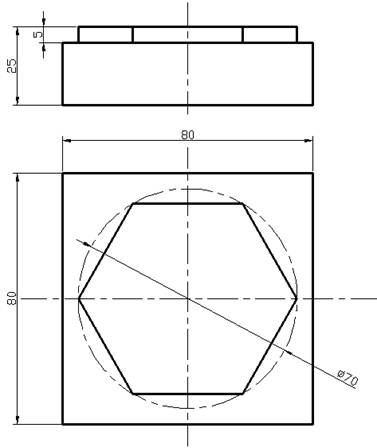
四. 实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
3.数控铣床对刀操作
4.输入程序、检查
程序的编写要做到,严谨、仔细、认真,以避免不必要的错误。
5.程序图形模拟校验
6.零件自动加工
对于初学者,应多采用单段执行循环,并将有关倍率开关修调到最低,便于边加工边分析,以避免某些错误。
7.根据零件图纸要求,选择量具对工件进行检测,并对零件进行质量分析。
五.注意事项
1.工件装夹的可靠性
2.刀具装夹的可靠性
3.机床在试运行前必须进行图形模拟加工,避免程序错误、刀具碰撞工件或夹具。
4.快速进刀和退刀时,一定要注意不要碰上工件和夹具。
5.加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
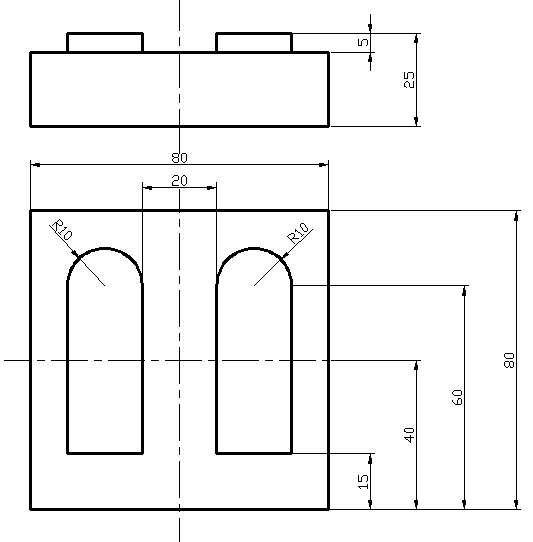
实训四 铣削对称轮廓
一. 实验目的
1.了解数控铣床孔系加工时的特点。
2.掌握孔系加工工艺分析的步骤和方法。
3.掌握进给速度的计算方法。
二. 实验设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3.键槽铣刀 、立铣刀
4.零件毛坯
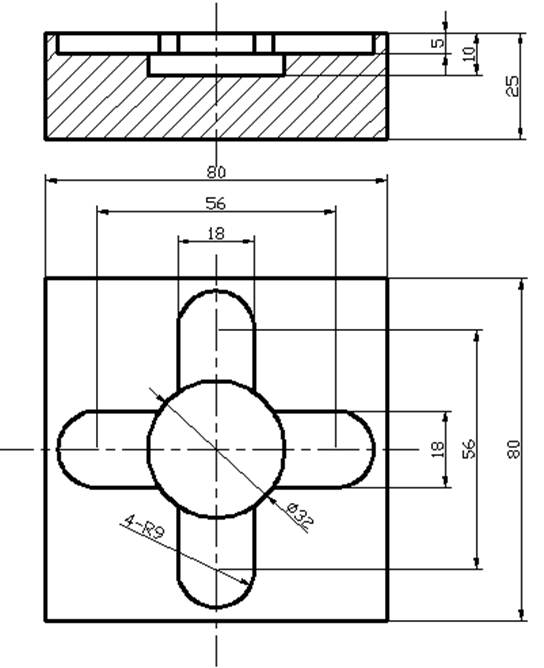
三. 实训内容
零件如下图。
四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
五.注意事项
1.机床在试运行前必须进行图形模拟加工,避免程序错误、刀具碰撞工件或夹具。
2.快速进刀和退刀时,一定要注意不要碰上工件和夹具。
3.加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
实训五 铣削四方型腔
实训目的
掌握轮廓加工的工艺分析和方法。
掌握编程原点的选择原则。
掌握程序校验的方法和步骤。
二. 实训设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3. 键槽铣刀 、立铣刀
4.零件毛坯
三. 实训内容
加工零件如下图。

四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
五.注意事项
1.编程注意事项
①程序中的刀具起始位置要考虑到毛坯实际尺寸大小。
③在编写端面程序时,注意Z向吃刀量。
2.其他注意事项
①必须确认工件夹紧、程序正确后才能自动加工,严禁工件转动时测量、触摸工件。
②操作中出现工件跳动、打抖、异常声音等情况时,必须立即停车处理。
③加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
④采用课堂所讲述的精度控制方法进行精度控制。
实训六 铣削图形旋转
实训目的
1掌握刀具补偿的方法。
2掌握普通机床难加工的圆弧、曲面的编程。
3能够熟练操作数控铣床完成工件的加工全过程。
4.能够熟练的完成程序的输入、检索、修改、增删及面板操作。
二. 实训设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3.键槽铣刀 、立铣刀
4.零件毛坯
三. 实训内容
加工零件如下图,编制数控加工程序。
四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
五.注意事项
1.编程注意事项
①程序中的刀具起始位置要考虑到毛坯实际尺寸大小。
③在编写端面程序时,注意Z向吃刀量。
2.其他注意事项
①必须确认工件夹紧、程序正确后才能自动加工,严禁工件转动时测量、触摸工件。
②操作中出现工件跳动、打抖、异常声音等情况时,必须立即停车处理。
③加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
④采用课堂所讲述的精度控制方法进行精度控制。