






�ڶ�ƪ��ϳ��ʵϰָ���̰�
��Դְҵ����ѧԺʵϰָ���̰� 1 ʵ ϰ �� ѧ �� �� 05ģ��1��2��3��4�� �������쪣 ��12Сʱ�� ����һ��ϳ��������������ȫ����������� 1��ʱ �������ϳ���Ļ����ṹ��ʹ�� 3��ʱ ��������ϳ�����ø�������ʶ��ʹ�� 2��ʱ �����Ī��������ϳ�� 4��ʱ �����媤������� 2��ʱ ��Դְҵ����ѧԺʵϰָ���̰� 2 ϳ��������������ȫ������������������� 1���ϡ��¿��д���ؽ���ʵѵ���䪥������ʦ�İ��Ū� 2�����복��Ӧ�����������Ͻ������ġ��̿㪥��Χ��������Ь���߸�Ь���복�䪥Ů��Ҫ������ñ���ѳ����̽�����ñ���档��ִ�зɵ�����ʱ������������۾��� 3��ʵϰ����Ӧ�Žụ�������ؼ��ɪ����������뿪���䪥��������ָ����ʦ��٪����ָ����ʦ�����뿪�� 4��ע�����ע�ⰲȫ�õ窥ʵѵ�����豸���ֹ���ʱ��Ӧ�����رյ�Դ����һʱ�䱨��ָ����ʦ�� 5������������ĸ��ֻ����豸���������ߵȸ��ֹ��ߪ� 6�����ֹ����������������몧 7���ڳ������Ͻ����ڡ����֡�����ˣ�� 8�������ʳٵ������ˡ����Ϊ��в�������������λ�Ա��٪� 9����Լˮ�硢ԭ���ϡ����ϡ��������������Ϫ� 10��ʵѵ�ν�����Ӧ������û��������ߡ�����������������ɨ�������عرյ�Դ�� ��ȫ������� 1��ʵϰǰ�����ļ�骦 ��1�������ֱ�ԭʼλ���Ƿ������� ��2�����������������λ���Ƿ�����λ����Χ�ڡ��Ƿ��ι̪� ��3����ҡ�������ֱ����������������Ƿ������� ��4����������ͽ������ټ�骥ʹ�������̨�����ɵ��ٵ������˶��� ��5����������ʹ������ת����������Ƿ�˦�ͪ� ��6�����Ϲ�����Ϫ������쳣���Ի�������ע���� 2���������ײ��������������������������ߡ����û����� 3��װж���ߡ��������任ת�ٺͽ��������������ʱ������ͣ��״̬�½��Ъ� ��Դְҵ����ѧԺʵϰָ���̰� 3 4���ڲ�������ʱ�Ͻ��뿪������λ������������ص����骤 5���Զ�����ʱ���ֶ����������Ҫ�ѿ����Է��ֱ�������ת�����˪� 6������������ͬʱ�������ڽ���ʱ�����ý��б��٪� 7�����ߵ�ʱ�������������������ָ����ӹ����檣�ߵ���Ϫ���ͣ������ͣ���᪤ 8��װж����������
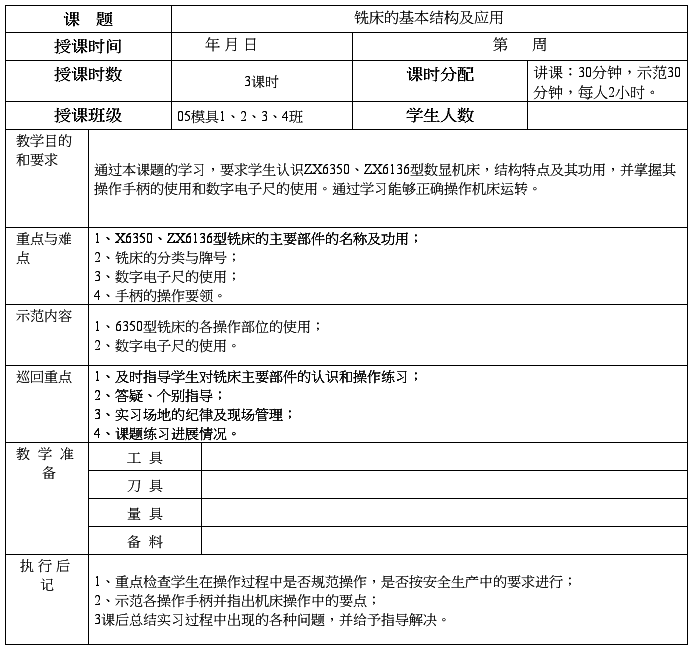
���˰�����װжʱӦ��������̨�����ĵײ��� 9��ë�������ִ������ֵȲ���ֱ�ӷ��ڹ���̨��͵������Ϫ� 10�����ڹ�������ӹ�ʱ����ͣ��������ͣ��Ӧ�ѵ��˳��ӹ�������ͣ���� 11�������г����쳣Ӧͣ����骣�����¹�Ӧ�����رյ�Դ����ָ����ʦ�� 12������ϳ����ĥ��ʱ��������۾��� 13��ʹ��ʱ�����ֱ�Ӧ���ڿյ���������ݶ�Ӧ�ɿ�������̨Ӧ�����м�λ�ê��������ʵ�Ϳ���͡� ��Դְҵ����ѧԺʵϰָ���̰� 4 �� �� ϳ���Ļ����ṹ��Ӧ�� �ڿ�ʱ�� �� �� �� �� �� �ڿ�ʱ�� 3��ʱ ��ʱ���� ���Ϊ�30���Ӫ�ʾ��30���Ӫ�ÿ��2Сʱ�� �ڿΰ༶05ģ��1��2��3��4�� ѧ��������ѧĿ�ĺ�Ҫ�� ͨ���������ѧϰ��Ҫ��ѧ����ʶZX6350��ZX6136�����Ի������ṹ�ص㼰�书�ê�������������ֱ���ʹ�ú����ֵ��ӳߵ�ʹ�á�ͨ��ѧϰ�ܹ���ȷ����������ת�� �ص����ѵ� 1��X6350��ZX6136��ϳ������Ҫ���������Ƽ����ê� 2��ϳ���ķ������ƺŪ� 3�����ֵ��ӳߵ�ʹ�ê� 4���ֱ��IJ���Ҫ�졣 ʾ������ 1��6350��ϳ���ĸ�������λ��ʹ�ê� 2�����ֵ��ӳߵ�ʹ�á� Ѳ���ص� 1����ʱָ��ѧ����ϳ����Ҫ��������ʶ�Ͳ�����ϰ�� 2�����ɡ�����ָ���� 3��ʵϰ���صļ��ɼ��ֳ������� 4��������ϰ��չ����� �� ѧ �� ���� �� �� �� �� �� �� ִ �� �� �� 1���ص���ѧ���ڲ����������Ƿ�淶�������Ƿ�ȫ�����е�Ҫ����Ъ� 2��ʾ���������ֱ���ָ�����������е�Ҫ�㪥 3�κ��ܽ�ʵϰ�����г��ֵĸ������⪣������ָ������� ��Դְҵ����ѧԺʵϰָ���̰� 5 �� �� ϳ�������ṹ����ʹ�� ��֯��ѧ 1���������ָ������ߵ�������� 2������ѧ������������� 3���ܽ�ʵϰ���������ʵϰ���� 4��ǿ��ʵϰ�����еĹ����ƶȡ� �� �� ָ �� �����ϳ����ģ�ߵ������з�������Ҫ�����ê�Ҫѧ��ϳ���ӹ������ϳ����ʼ�� �¿ν��� 1��ϳ���ķ������ƺŪ� 2��ZX6136��X 6350��ϳ������Ҫ���������Ƽ����ê� 3�����ֵ��ӳߵ�ʹ�á� ʾ������ 1��X6350��ϳ���ĸ�������λ��ʹ�ê� 2�����ֵ��ӳߵ�ʹ�á� Ѳ��ָ�� 1����ȫ�������������ɵĶ��骤 2�����ɪ�����ָ���� 3��ʵϰ���صļ��ɼ��ֳ����� �� �� ָ �� ����С�� 1�����������д��ڵ����⼰�����ʩ�� 2����ȫ����
����������� 3���������������ܽᡣ �κ�˼�� 1����Ǽ�����ϳ����Ҫ���������ƺ��ê� 2����ϰ�г��ֵ�������ܽ���ɪ� 3��ʵϰ��ҵ�IJ��á� �ֳ����� 1��ʵϰ���ص����������� 2�����ֹ������ߵĹ�λ�� 3�������IJ��á� ��Դְҵ����ѧԺʵϰָ���̰� 6 һ��ϳ���ķ������ƺ� �� ע 1��ϳ���ķ��� ���ִ����������Ъ�ϳ��Լռ��������������25%���ҡ�ϳ��������ܶથ���õ�����ʽ����̨ϳ������ʽ����̨ϳ��������ϳ��������ϳ��������ϳ���ȡ� ��1����ʽ����̨ϳ������ϳ����Ӧ������һ�֡�����������ˮƽ���õĪ��빤��̨ƽ�С� ��2����ʽ����̨ϳ��������ʽϳ���������������빤��̨̨�洹ֱ����ʱ���ݼӹ���Ҫ���ɽ���ϳͷ���������᪤���Ұ�תһ���ǶȪ��Ա�ӹ�б��ȡ���ʷϵ�����ڲ����ҹ۲졢���͵���ϳ��λ�õȶ��ܷ��㪥�ֱ���װ��Ӳ�ʺϽ��ϳ�����и��������������ʽϸߪ���Ӧ��Ҳ�ܹ㡣 ��3������ϳ������Ҫ�����ӹ����ͻ���صĹ�����������ͬʱ�ü���ϳͷ�Թ����ļ���������мӹ������������ʸߪ��ʺ��ڳ�����������������ϳ���е��ᡢ˫�ᡢ����ȶ�����ʽ�� ��4������ϳ�������ۺ�Ӧ���˵��ӡ���������Զ����ơ����ܲ������¼����ɾͶ����ֵľ��ܡ��Զ��������ͻ���������Ҫ�ʺ��ڵ�����С�����������ӹ�������״���ӡ�����Ҫ��ߵĹ����� 2���ͺŵĺ��� ��1����X6132�Ъ���ĸ�����ֵĪ�X ϳ��6��ʽϳ��1 ��������̨ϳ��3 2����̨���ȵ�1/10��X6132�ľɱ��ΪX62W����2ָ����2�Ź���̨�� ��2�� ��X5025A����ĸ�����ֵĪ� Xϳ�� 5 ��ʽϳ�� 0��ʽ����̨ϳ�� 25����̨���ȵ�1/10 Aһ���ش�Ľ�X5025A�ľɱ��ΪX51����ʽϳ����װ����IJ��ֳ�Ϊϳͷ��ϳͷ�봲����������Ī���Ϊ����ʽ��ʽϳ�������̲Ī�������Ҫ�ص��Ǹ��Ժê��˲��ýϴ������������ͷ�����������֪��м俿ת�������Ī���Ϊ��תʽ��ʽϳ��������Ҫ�ص��Ǹ��ݼӹ���Ҫ���ɽ�ϳͷ��������빤��̨̨���תһ���ĽǶȪ�ʹ�����㪥������Ӧ�ý϶ࡣ ����XZ6350��ϳ����Ҫ���������ƺ��� 1�������������̶���֧��ϳ�������еIJ������綯�������ἰ������ٻ����Ȱ�װ�������ڲ��� 2������������ǰ�氲װ���᪥����֧��������ͷ���Լ�ǿ���˵ĸ��ԡ��������ش�����ˮƽ�����ƶ����Ե���������ij��ȡ� ��Դְҵ����ѧԺʵϰָ���̰� 7 3�����᪦�����ǿ�
���᪥ǰ����7:24�ľ����ת�����;�ǰ�װϳ�����˲�����ϳ����ת�� 4��������̨����ת̨�ĵ������������ƶ�������̨���ϵĹ�������������� ���˽��ݡ��ᡢ������̨��ѧ������������̶��̵ĸ�ֵ�����Ͳ���ʹ�á��ݡ�������תһȦΪ5mm������̨��תһȦΪ2mm��ÿһС��Ϊ0.02mm�� 5��������̨��λ������̨�����ˮƽ�����Ϫ�����������һ������������� 6��ת̨���������ܽ�������̨��ˮƽ���ڰ�תһ���ĽǶȪ��Ա�ϳ�������ۡ� 7������̨��������ʹ��������̨�ش����Ĵ�ֱ���������ƶ����Ե�������̨�浽ϳ���ľ��몥������ֱ������ 8��������ת���ٻ������������������������ת�ٶȪ��ɻ�16�ֲ�ͬ���ٶȡ� 9������������֧�Ŵ���������ϳ��ȫ��������ʢ������Һ�� 10�����ֵ��ӳߪ�����һ�ֲ���λ�Ƶ�װ�ê���װ��ͨ���������ѷǵ���ת��Ϊ�������Ӷ����λ�ƪ�����λ�ƵĴ�С�����ֵ���ʽ��ʾ������ ZX6350�����Ի������ṹ����ͼһ�����������������ʽ���ֻ�����Ƥ�����������������������������˶�����������ϳ���ӹ������� ע��ϳ���ĸ�����������ͼ1��ʾ�� ��Դְҵ����ѧԺʵϰָ���̰� 8 ͼ1 ��Դְҵ����ѧԺʵϰָ���̰� 9 ���� ϳ�����ø�������ʶ��ʹ�� ��֯��ѧ 1�������ָ������ߵ�������� 2������ѧ������������� 3���ܽ�ʵϰ���������ʵϰ���� 4��ǿ��ʵϰ�����еĹ����ƶȡ� �� �� ָ �� ����� ϳ�����ø�����ϳ���ӹ���������ʶ���������÷��Ǽӹ���ǰ�ᡣ �¿ν��� 1ƽ��ǯ�Ľṹ��У����װƽ��ǯ�� 2���ֶ�ͷʹ����ṹ�� 3����ʶ������װ���ߡ� ʾ������ 1��ƽ��ǯ��У����װ�� 2���ֶ�ͷ��ʹ�á� 3�����ߵİ�װ�� Ѳ��ָ�� 1�����ָ�������ȷʹ�ê� 2�����ɪ�����ָ���� 3��ʵϰ���صļ��ɼ��ֳ����� �� �� ָ �� ����С�� 1����װ�д��ڵ����⼰�����ʩ�� 2����������������� 3����������ȷʹ�ÿ����ܽᡣ �κ�˼�� 4���������ո��ָ�������ȷʹ�ê� 5����ϰ�г��ֵ�������ܽ���ɪ� 6��ʵϰ��ҵ�IJ��á� �ֳ����� 4��ʵϰ���ص����������� 5�����ֹ������ߵĹ�λ�� 6���������ָ����IJ��á� ��Դְҵ����ѧԺʵϰָ���̰� 10 ����ϳ�����ø�������ʶ��ʹ�� ��ע 1��ϳ
������Ҫ���� ϳ������Ҫ������ƽ��ǯ����ת����̨���ֶ�ͷ����ϳͷ��������ϳͷ�ȡ� ��1��ƽ��ǯ���ṹ���̲Ī� ��Ҫ�е�����ǯ�����̶�ǯ�ڡ��ǯ�ڡ�ǯ�����Լ��ݸ�����ɡ�����Ҫ������װС�ͽй����������������������������������������С��֧�ܵȡ� ��2���ֶ�ͷ���ṹ���̲Ī� �ֶ�ͷ���ܶԹ�����Բ�ܡ�ˮƽ����ֱ����б�����Ͻ��еȷֻȷֵ�ϳ����ϳ����������ϳ�ķ������������֡������Ϳ��ߵȡ��ֶ�ͷ���������ͪ�����������ֶܷ�ͷ�� �ٷֶ�ͷ�Ľṹ���ֶ�ͷ�Ļ�����װ�л�ת�媧��ת����װ�����ᡣ�ֶ�ͷ��������ת����Ǧ��ƽ���ڰ��ˮƽ����ֱ����бλ�á��ֶ�ʱ��ҡ���ֶ�ͷ�ֱ���ͨ�������ϸ˴����ֶ�ͷ������ת���ɡ� �ڷֶ�ͷ�Ĵ���ϵͳ���ֶ�ͷ�Ĵ�����i=�ϸ˵�ͷ�� / ���ֵij���=1/40�����ֱ�ͨ���ٱ�Ϊ1��1��һ��ֱ���ִ����ϸ�ת��һ��ʱ������ֻ�ܴ�������ת��1/40�ܡ������������Բ���ϵĵȷ���ZΪ��֪����ÿһ�ȷ�Ҫ��ֶ�ͷ����ת1/ZȦ����ʱ���ֶ��ֱ�����ת��Ȧ��N������ʽ����� 1��40=1/Z��N����N=40/Z ʽ�Ъ�N-----�ֱ�ÿ�ηֶ�ʱ��ת���� Z------�����ĵȷ����� 40------�ֶ�ͷ�Ķ����������ֵij����� ��3����ϳ�� ϳ����һ�ֶ��е��ߡ���ϳ��ʱ��ÿ�����в�������ͷ���������ؽ��й���������ÿת��ֻ�μ�һ�������������ʱ�䴦��ͣЪ״̬�����������ɢ�ȡ�����ϳ���������������Ƕ�����������������ʽϸߡ� �١�ϳ�����������;�� ϳ���ķ�����ܶધ���������ϳ��װ�з����IJ�ͬ��Ϊ�����ધ������ϳ���ʹ���ϳ��������ϳ����������ʽϳ���Ϫ�����ϳ����������ʽϳ���ϡ�����ϳ���ַ�ֱ��ϳ������ϳ�������õĴ���ϳ����Բ��ϳ����Բ��ϳ�����Ƕ�ϳ��������ϳ���Ȫ����õĴ���ϳ������ϳ��������ϳ����T�Ͳ�ϳ������ݶ�ϳ���ȡ� �ڡ�����ϳ���IJ��ϡ� ���õ�ϳ�������и��ٸֺ�Ӳ�ʺϽ����֡����ٸ��Ǹ�̼�ߺϽ��к�Դְҵ����ѧԺʵϰָ���̰� 11 �߸֪� �ж��ֻ�ѧ�ɷ�ϵ�С����õ��Ъ���ϵ���ٸ֪������ƺ�ΪW18Cr4V������ϵ���ٸ֪������ƺ���W6Mo5Cr4V2�����ٸֵ����������¶Ⱦ�Ϊ500��600�檨���㷺����������״���ӵ������������ߡ��窩ϳ�������ֹ��������ֲ嵶���黨���Լ����ֳ��͵��ߪ���ȱ�������칤�ո��Ӫ��ʼ۸�Ӳ�ʺϽ��ǺϽ�֪����Ƿ�ĩұ����Ϫ������бȸ��ٸָߵö��Ӳ�Ȫ�
���ߵĹ����¶Ȫ�800��900�檧�����������ٶ�100��300m/min��ȱ���ǿ���ǿ�Ⱥ����ԽϲӲ�ʺϽ��ַ�����������������֡� 2�����ø�����ʹ�� ��1���ֶ�ͷ�ķֶȷ����ֶ�ͷ�ֶȷ����мֶȷ����Ƕȷֶȷ��Ͳ�ֶȷ��ȡ��Ƕȷֶȷ������÷ֶ�ͷ�����ᾱ�ϵĿ̶����ֶȵġ� �ֶȷ������ֶ�ʱ�����÷ֶ��̪��ֶ�ͷ����������ֶ��̪�������������������ͬ�ĵȷֿ�Ȧ����һ�������Ȧ����Ϊ��24��25��28��30��34��37�������Ȧ����Ϊ��38��39��41��42��43���ڶ��������Ȧ����Ϊ��46��47��49��51��53��54�������Ȧ����Ϊ��57��58��59��62��66����ʽN=40/Z��Ϊ�ֶȷ�����ת���Ĺ�ʽ������ϳ��������˨ʱ��ÿϳһ�����ֱ�ת��Ϊ��N=40/6=6 4/6��Ȧ�� ��ÿ�ӹ�һ�檨�ֱ���ת��6 4/6Ȧ����4/6Ȧ����ͨ���ֶ��������ơ��ֶ�ʱ���ֶ��̶̹���������ʱӦ���ֱ��ϵĶ�λ������������Ϊ6�ı����������Ϊ24���Ŀ�Ȧ�ϡ�ÿ�μӹ�һ���ֱ�ת�����ܺ���ת��16�દN=6 16/24=6 4/6�����ɡ� ��2����ϳ���İ�װ�� ����ϳ��������һ�������Ϊ7��24�����ת���ϳ��������ΪĪ���ȡ����������ȵĹ��ͬ������װʱӦ����ϳ�����ߴ�ѡ����ʵĹ����ס�����������7��24������������䪨��������Ϫ������˽�ϳ����������һ������������˲������ڡ�ֱ��ϳ��ֱ��һ���С�����õ��ɼ�ͷ���а�װ�� ��ȫע����� ��װϳ��ʱһ��Ҫע�ⰲȫ��Ҫ��������ֹͣ���жϵ�Դ��Ȼ���ϳ����װ�ê�����Ữ����ָ�����������Σ�ա� ��3��ƽ��ǯ��װ�� ��ƽ��ǯ�ڹ���̨����ȷλ�õ�ȷ�������û�ǯ�Ĺ̶�ǯ���ǰ�װ�����Ķ�λ���檨���ͨ�����òⶨǯ�ڵ�λ�þ������жϻ�ǯ��λ�õ�ȷ�ȡ�ȷ����ǯ�ڹ���̨�ϵİ�װλ�ê����Թ̶�ǯ��Ϊ���Ī����������Ҫ��̶�ǯ������������ʹ�û����ʹ�ê����������˶�����ƽ�Ъ�ͬʱ��Ҫ��̶�ǯ�ڵĹ�����Ҫ�빤��̨�洹ֱ�� ��ƽ��ǯ�ڹ���̨�ϵ�λ����ȷ���ļ�⪦��ͼ���������ٷֱ�����Դְҵ����ѧԺʵϰָ���̰� 12 �̶���ϳ�������������Ӧλ�ê�ʹ�ٷֱ��IJ���ͷ��̶�ǯ�ڵĹ���������Ӵ�����ʱ�����������ƶ�����̨���۲�ٷְٱ��Ķ����仯������ӳ����ǯ�̶�ǯ�����������������������IJ�ƽ�жȡ��������ƶ�����̨����ɲ���̶�ǯ���빤��̨��Ĵ�ֱ�Ȫ�����������ǯ����ȷλ�á� ͼ2 ��4��ƽ��ǯ��ʹ����
������ʹ�����뻢ǯˮƽ������������ʱӦע���������⪩ ��Ҫ���ݲ���ǿ�ȡ�Ӳ�ȵĸߵͼ���������ǿ������ȷѡ���ִ��IJ��Ϫ����õ��ִ��и��ʡ�ͭ�ʡ����ʡ�ľ�ʼ��Ī��м��ð��ֱ��� ��Ӧע���û����Ĵ�СҪ��н�������Ӧ���н�����ʱ�����ê��н���Сʱ����Ӧ���ô���ʱ������Ǵ������Կ��ƹ���������Ӱ��������ʵ�� ��Ҫע���û���λ�ê�Ӧ������ʵ�IJ�λ��ʼ��������û���ϵIJ�λ��ֱ��ȫ����Ϊֹ�� ע�����׳��ֵ����⼰ע����� ֱ�dzߵ���ȷʹ�÷�����У�骦��ͼ3��ͼ4��ͼ5�� ͼ3 ��Դְҵ����ѧԺʵϰָ���̰� 13 ͼ4 ͼ5 ����ʱ������м�����۪����ֻ�ǯ����������������� ��ά���ù̶�ǯ�ڪ�������Ϊ����У����ǯ�ڹ���̨�ϵ�ȷλ�á� ��Ϊʹ�����ɿ�������ʹ������ǯ�ڹ�����Ӵ������Щ���гֶ���ǯ�ڿ��ȵĹ���������Ӧ���м���Ȳ�λ�� ��װ�й������˸߳�ǯ�ڹ��ભ����ʱ����ǯ�ڴ����ʺϺ�ȵĵ�塣 ��Ҫ���ݹ����IJ��Ϫ�������״��������ȷ�� �ʵ��ļн��������ɹ�С��Ҳ���ܹ����� ������ӳ���ǯ�ֱ��� ���ڼӹ��ƽ�л����ֱ�Ĺ�������ʱ ���ʹ���еĻ�ǯ���Ȳ��������ڹ�����̶� ǯ��֮����뻢ǯ��ˮƽ�������ʵ��� �ȵ�ֽƬ��ͭƬ������߹����İ�װ���ȡ� ͼ6 ����ϳ��ʱ��Ӧ����ʹˮƽϳ�������ķ���ָ��̶�ǯ�ڡ� �����ڻ�ǯ�ϰ�װλ��Ӧע��ѡ�����ڼн�ʱ��ǯ������������Ҫʱ��Ҫ�̼�֧�ŵ����� ��гֱ�����Ĺ���ʱ��Ӧ�ڹ�����ǯ�ڼ�ӵ�Ƭ���Է�ֹ���˹������檭�гֲִ�ë������ʱ��ҲӦ�ڹ�����ǯ�ڼ�ӵ�Ƭ�����������ɱ���ǯ�ڪ�������߹�����װ�и��ԡ�����ѡ��ͭ���������ʲ��������� ��Ϊ��֤�����Ŀ�������������� ��̶�ǯ�ڹ�������ܺõ����Ϫ����ڻ� ��ǯ���빤�����һ��������ʹ�ý����� ʱ��Ӧע��ѡ��濨λ�ø߶ȼ���ǯ�ڵ� ƽ�жȪ���ͼ7���� ͼ7 ��Դְҵ����ѧԺʵϰָ���̰� 14 ���� �������ϳ�� ��֯��ѧ 1���������ָ������ߵ�������� 2������ѧ������������� 3���ܽ�ʵϰ���������ʵϰ���� 4��ǿ��ʵϰ�����еĹ����ƶȡ� �� �� ָ �� �����ϳ���ļӹ���Χ�ܹ㪣���Լӹ�ƽ�桢б�桢��ֱ
�桢̨���桢���ֹ��ۺͳ����檣Ҳ���Խ��зֶȹ�������ʱ���ꡢ�ۼӹ���Ҳ����ϳ���Ͻ��С� �¿ν��� 1��ϳ���Ļ���֪ʶ�� 2���������ϳ���� 3��ϳ�������е�ע����� ʾ������ 1��������װ�Ъ� 2���������ϳ���� Ѳ��ָ�� 1����ȫ�������������ɵĶ��骤 2�����ɪ�����ָ���� 3��ʵϰ���صļ��ɼ��ֳ����� �� �� ָ �� ����С�� 1��ϳ���ӹ��д��ڵ����⼰�����ʩ�� 2����ȫ��������������� 3���ӹ������忼���ܽᡣ �κ�˼�� 1����Ǽ������������ϳ�������� 2������ϳ���Ļ���֪ʶ�� 3����ϰ�г��ֵ�������ܽ���ɪ� 4��ʵϰ��ҵ�IJ��á� �ֳ����� 1ʵϰ���ص����������� 2�����ֹ������ߵĹ�λ�� 3�������IJ��á� ��Դְҵ����ѧԺʵϰָ���̰� 15 �������ϳ�� 1��ϳ������ ��1����ϳ�Ͷ�ϳ���õ��ݷֲ���Բ�ܱ����ϳ��������ϳ���ķ�ʽ������ϳ���õ��ݷֲ���Բ�������ϵ�ϳ��������ϳ���ķ�ʽ������ϳ(1-3d)������ϳ��Ȫ���ϳϳƽ��ʱ��Ϊ��������Ϊ���ٶ�ϳ���ĸ������ж��Ѽӹ������������ê���ʹ�ֲڶȽ��͡���ϳ�Ĺ����������в���״����������� ͬʱ�μ������Ķ�ϳ�������϶�������ı仯�̶Ƚ�С����˹���ʱ����ϳΪС���� ��ϳ�����������иսӴ�����ʱ����м��Ȳ������㪩ʹ���в���ĥ�𡣢ȶ�ϳ���ĵ�������϶̪����Ժê����˲��ױ��Ϊ����ýϴ�������������ɴ˿ɼ�����ϳ���ļӹ������Ϻê������ʽϸߡ�����ϳ��ƽ������ö�ϳ�����Ǫ���ϳ�Լӹ������������Ӧ�ԽϹ㪩����Щ���檧�������Ȫ������ö�ϳ�� (2����ϳ��˳ϳ����ϳ����ϳ����˳ϳ��֮�֡���ϳʱ��ϳ������ת�����빤���Ľ��������෴��˳ϳʱ����ϳ������ת�����빤���Ľ���������ͬ����ϳʱ����м�ĺ�ȴ��㿪ʼ������ʵ���Ϫ�ϳ���ĵ��п�ʼ�Ӵ��������ڱ��滬��һ�ξ��������������������ʹ�õ�������ĥ�𪩲����Ӽӹ�����Ĵֲڶȡ���ϳʱ��ϳ���Թ�������̧������������Ӱ�칤����װ�ڹ���̨�ϵ��ȹ��ԡ� ˳ϳ��û������ȱ�㡣���Ǫ�˳ϳʱ�����Ľ������ܹ���̨����˿������ĸ֮���϶��Ӱ�졣��Ϊϳ����ˮƽ�����빤���Ľ���������ͬ��ϳ���������С���ͻ�ʹ����̨�ܶ��ͽ����������Ȫ������������������˪��������������˿�ܴ���������϶��װ�ò��ܲ���˳ϳ����һ��ϳ������û������˿����ĸ��
϶��װ�ê�ֻ�ܲ�����ϳ�������⪩�����ͼ�����Ĵּӹ���˳ϳ�����ȽӴ���Ƥ�����Ӿ絶�ߵ�ĥ�𪩴�ʱ��Ҳ������ϳΪ�ס� (3)ϳ����Ҫ�ت� ��ϳ���ٶ�V��ϳ���ٶȼ�Ϊϳ�����ֱ���������ٶȪ�������ʽ��ʾ�� V=��Dn/1000*60��m/s��ʽ�Ъ�DΪϳ��ֱ����mm����nΪϳ��ÿ���ӵ�ת����r/min���� �� ������ ϳ�������������ֱ�ʾ��ʽ�� Aÿ�ݽ�����af��mm/z�� ָϳ��ÿת��һ������ʱ�������ؽ����������ƶ��ľ��롣 Bÿת������f��mm/r�� ָϳ��ÿתһת�������ؽ����������ƶ��ľ��롣 c�����ٶ�Vf��mm/min�� ϳ��ÿתһ���Ӫ������ؽ����������ƶ��ľ��롣 �����ֽ����������������;������ͬ��ÿ�ݽ������ǽ�����ѡ��ı�ע ��Դְҵ����ѧԺʵϰָ���̰� 16 ���ݪ�ÿת��������ӳ�˽�������ϳ��ת��֮��Ķ�Ӧ��ϵ����ÿ���ӽ��������ǵ���������ʹ�����ݡ���ʵ�������Ъ���ÿ���ӽ����������������������Ĵ�С���������ֽ������Ĺ�ϵ���ª� Vf=f��n=af��z��n ʽ�Ъ�n��ϳ��ÿ����ת����r/min���� z��ϳ�������� (4)������Ȫ���ָ���ӹ��������Ѽӹ�����֮��ľ��롣����ѡ����������:ѡ�ý�С��������Ⱥͽ������ɼ�С���������ʹRa��ֵ��С���ּӹ�ʱ��Ӧѡ����������Ȫ����ʵĽ���������С�������ٶȡ����ӹ�ʱ��Ӧѡ���������ٶȪ����ʵ�������ȼ�С�Ľ��������������ܻ�øߵļӹ����Ⱥͱ���ֲڶȡ� 2���������ϳ�� ��1�� ��ƽ��ǯװ�Ъ�����ʽϳ������Բ��ϳ�����ֵ���ϳ������ͼ8��ʾ�����幤����ϳ���������ª���ͼ9�� ͼ8 ͼ9 ��ϳ������A��ƽ��3��ƽ��ǯ�̶�ǯ��������������ߴ�ֱ��װ����Դְҵ����ѧԺʵϰָ���̰� 17 ����2Ϊ�ֻ�����̶�ǯ�ڻ����������ǯ���빤�����ͭƤװ�й����� ��ϳ������3������3Ϊ��������̶�ǯ�ڻ�������ڻǯ���빤��֮����Բ��װ�й����� ��ϳƽ��1ʱ����ƽ��3Ϊ���濿��̶�ǯ�ڪ�����ͬ�ķ���װ�й����� ��ϳ��4ʱ����3Ϊ������ƽ��ǯǯ�嵼�����ϵ�ƽ�е����Ϫ���3����̶�ǯ��װ�й����� ��ϳ��5ʱ����3Ϊ������̶�ǯ�ڪ���90�Ƚdz�У��������2��ƽ��ǯǯ�嵼���洹ֱ�� ��ϳ��6ʱ������3Ϊ������̶�ǯ�ڪ���5����ƽ��ǯǯ�嵼����װ�й����� ��2��������Ҫ�㪫 �ٶԵ�ʱ���ô�ֱ���ٽ������������ٵ�����������ˮƽ���몪�����͵�ʱ�������Լ20������
����ҡ���� �ڵ������г���δ���ʱ��Ҫֹͣ�����˶�������ϳ����ֹͣ�ĵط���������ͱȽ���γɱ���������� ���Ƚ���ֱ˿�̶ܿ��̶����ߪ��ٰ�ϳ����Ȫ����߹���̨���涨λ�ê� �ܿ������ֶ���������������������ɸ�Ϊ�Զ������� ��ϳ��һ����ͣ�����˻ع���̨�����������ߴ窪���۲����ֲڶȪ��ظ�ϳ�����涨Ҫ�� ��Դְҵ����ѧԺʵϰָ���̰� 18 �� �� ������� ��֯��ѧ 1���������ָ������ߵ�������� 2������ѧ������������� 3���ܽ�ʵϰ���������ʵϰ���� 4��ǿ��ʵϰ�����еĹ����ƶȡ� �� �� ָ �� �������������ģ��������ռ��һ���Ĺ�����Ҳ�Ƿdz���Ҫ��һ�����ڪ�ͬѧ��Ҫ������������������ϰ�� �¿ν��� 1�����е�ԭ���� 2����Ļ���֪ʶ�� 3������������е�ע����� ʾ������ 1��������װ�Ъ� 2�����Ъ� 3����ס� Ѳ��ָ�� 2����ȫ�������������ɵĶ��骤 2�����ɪ�����ָ���� 3��ʵϰ���صļ��ɼ��ֳ����� �� �� ָ �� ����С�� 4����������д��ڵ����⼰�����ʩ�� 5����ȫ��������������� 6������������ܽᡣ �κ�˼�� 5����Ǽ����շ��к���ķ����� 6�����շ�����Ļ���֪ʶ�� 7����ϰ�г��ֵ�������ܽ���ɪ� 8��ʵϰ��ҵ�IJ��á� �ֳ����� 1ʵϰ���ص����������� 2�����ֹ������ߵĹ�λ�� 3�������IJ��á� ��Դְҵ����ѧԺʵϰָ���̰� 19 ����5��������� ��ע 1����Ѱ�������Ѽӹ��Ĺ������з��� ��1��Ѱ�����ķ�����ϰ���説 ������Ե���ϰ�� Ҫ��ƾ�ָжԵ�Ҫ�ȶ���0.05�������־��ȷ�Χ�ڪ�X��Y������ ���ҹ�������ߴ�С��100mm��λ���з�����ϰ����ʾֵ��ϰ���㪩��Ҫ��ϰ�֡��ۡ���Э�����ȷ�Ԫ��� ��X��A��B����֮��ľ������� �������������ٰ�1/2�������Զ���ʾ����λ�ú����ҷ�����㪫�ƶ�����̨�� ��Y����ֵ����ֵ�� Y�����㪫A��B����֮��ľ���������ʾ��ֵ���������������ٰ�1/2�������Զ���ʾ����ֵ���ҷ�����㡣 ע��������ϰ��ÿ�˱�����ɴ�����ϰ�� ��2������ʱӦ��ע������⪬ ���������ת�ٶ�Ӧѡ��ÿ����500ת���Ҽ��ɡ� �ڡ��ָС���ϰ�Ъ��֡��ۡ��Ե�����ǹؼ���Ҫ������ϰ�� 2����ͼ8Ҫ��Թ������������ϰ�� ��1����Ļ���֪ʶ�� ������ͷ��ʵ�ĵĹ����ϼӹ�������ת�
��ӹ�����һ����IT10�����ª�����ֲڶ�Ra=12.5��m���ҡ� ����ͷ�������Ҫ���ߪ��ø��ٸ����쪫�乤�����־��ȴ�����Ӳ62HRC��65HRC����ͷ�ɱ���������������������ɡ� ����ϳ�������ʱ����������ѡ�����������Կļӹ������кܴ��Ӱ�쪫�����ڼӹ��Ĺ�����Ӧ��ѡ��������������ѡ��Ļ���ԭ���Ǫ�������������ª�����ѡ�ýϴ�Ľ����������������ܵ�Ҳ����ֲڶȺ���ͷ�ն�����ʱ���ٿ��ǽϴ�������ٶȡ� ��2����ķ����� �ٰ�����λ����ת������ϵĿ�Բ�ͼ��Բ��������������Ϊ�ӹ����ߪ�������Ӧ���һЩ�����ʱ������ͷ��Ҳ��������һ��С�Ѫ�ԼռҲ����1/4�����С�����������Ƿ�ͬ�Ī���ƫ�Ŀ������彫���Ľ������ƶ����������� ����ͨ�ת��ڿ�Ҫ��ͨʱ��������Ҫ��С���Ա�����ͷ���괩ʱ����˲�䶶�������ֿе�����Ӱ������������ͷ�� ����ä�ת�Ҫע�����������Ȫ����⽫����������������⪫�����ڵ���ϳ���ϵ���ȱ�ߵ��顢���ÿ��Ƴ��������÷۱ʱ�ǡ� �����ת�ֱ������30mm�Ŀ�������ʱӦ�÷��������ꪫ����0.5D��0.7D����ͷ���ꪫ������Ҫ���ֱ������������Ҫ��ijߴ窫��������������ͷ��ʹ�ê����ɷֵ�����Ҳ������������������ ��Դְҵ����ѧԺʵϰָ���̰� 20