Supplier Corrective Action Report
Issued date報告日期 : Dec. 27’th, 2006 Issued by 報告人: 謝正全
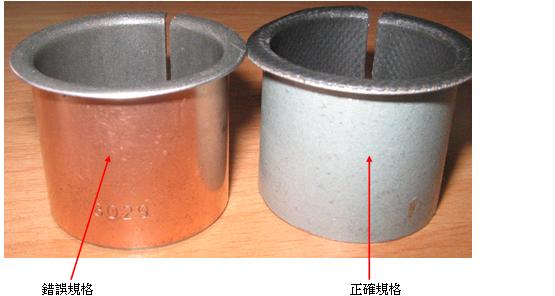
2.1. Defect Description不良描述 : NE2000/3000 12月26日晚客人驗貨時發現凸緣干式軸承顏色錯誤及材質不正確;正確規格顏色為灰白色,且內圓為網狀銅絲加鐵弗龍耐磨層;實際適用錯誤規格顏色為黃色,且內圓為光滑鐵弗龍耐磨層.
2.2.不良品與良品比對圖面 :

3.1.對客人提出的問題點立即展開調查問題原因及對策
3.2.對已量產之成品暫時全部隔離 (12*58=696台)
3.3.對庫存及線上未使用之凸緣軸承全部隔離,不可使用(004131-A2 508+6698=7206PCS,004114-A2 438+2552=2990PCS)
3.4.廠商清查庫存數並進行隔離,不可使用(004131-A2 5855PCS,004114-A2 3562PCS)

4.1 魚骨圖- NE2000/3000凸緣干式軸承不良

4.2 Possible factor可能因素- Method 法:
4.2.1.ECR/ECO未按照流程操作
4.2.2.圖面未標註相關重要信息
4.3 Possible factor 可能因素– Man 人:
4.3.1. IQC檢驗員未嚴格遵守SOP
4.3.2.線上操作人員品質意識淡薄
4.3.3.品質重點不明確
4.4 Possible factor 可能因素– Material料 :
4.4.1.測試物料與量產物料不一致
4.4.2.改變廠商未獲客人同意
4.4.3.改變廠商未送樣給各單位確認
4.6 Conclusions結論:

5.1.
5.2.

6.1.1落實執行供應廠商獎罰制度及品質改善輔導, 預計完成日期12/20 責任人:謝正全
6.1.2不良物料管制及改善落實到責任人; 預計完成日期12/20 責任人:白心順
6.2.1生產前2小時提供首件給品保確認; 預計完成日期12/15責任人:歲明章
6.2.2.成品打包前派專人負責外觀檢驗(焊接,塗裝,塑膠件外觀). 預計完成日期12/15責任人:歲明章
6.3.1.焊接廠統計殘缺SOP提供給IE,IE將SOP補全. 預計完成日期12/21責任人:翟小軍/易峰
6.4.1建立相應獎懲制度,提高人員責任心; 預計完成日期12/15責任人:歲明章/吳志幸
6.4.2制定培訓計劃,對品保人員,操作人員進行培訓. 預計完成日期12/20責任人:章偉
6.5.1上線前宣導品質重點及不良履歷; 預計完成日期12/14責任人:歲明章/吳志幸/章偉
6.5.2將品質重點列入SOP,定期更新補缺. 預計完成日期12/20責任人:易峰
6.6.1 使用二氧化碳與氬氣混合氣體焊接,完成日期12/14,責任人,翟小軍
6.6.2 焊接氣體供給方式由瓶裝改為管道.完成日期12/14,責任人,翟小軍

7.1 焊接提供殘缺SOP明細給IE, IE負責補全. 預計完成日期12/21
7.2 每批量產前確認首件檢驗執行力度,預計完成日期12/15
7.3 每批產品管控改善和追蹤改善:進行中.持續進行
7.4 成品裝櫃前驗證,100%保證產品質量. 持續進行.

8.1不良品判定和追蹤標準化.
第二篇:8d report8D报告范例
D1: Establish your required team that should be cross functional to cover all the required departmental involvement.
Our D1 included representatives from QC, engineering, projects, manufacturing and purchasing.
D2: Problem Description
Moulded Parts showing unacceptable level of damage around top edge of surrounding lip due to thermal exposure. We included photos of the problem for effective illustration
D3: Interim Containment Action
1. The customer has had a 100% inspection for the parts and quarantined those parts found to be defective.
2. Manufacturing site has had a 100% inspection for the all parts in stock, and quarantined any defective parts found
D4: Root Cause Analysis
In trying to rectify a different issue the moulding parameters were adjusted which lead to increased shrinking. The part being slightly smaller has meant that the subsequent process now damages the part.
Plus an ineffective operator training and instructions on containment station meant that the issue was not picked up and non conforming parts have been allowed to get to the customer.
D5: Implement PCA (Permanent Corrective Action)
Adjust mould parameters to tightly control part shrinkage. Implement increased inspection and SPC for parts overall size. Monitor and record.
Implement 100% inspection at subsequent operation where damage has occurred
Implement appriate controls and improved operator training for containment actions
D6: Implement and Validate PCA
State the date the PCA has been implemented.
Validation of the PCA is in the form of analysis of the SPC data to check part variation
(shrinkage level) and inspection of the containment records to check to see if the issue has been noted again.
D7: Prevent Re-occurrence
We have simply maintained controls implemented for PCA but decreased inspection frequency on the control plan
D8: Final Team Discussion / Review
Review of the data collected during PCA and investigation of ways that this kind of error can be avoided in the future. PFMEA updated in line with this for use when similar products are reviewed during the product realisation process.
Long term process capability studies maintained for all products
This probably is not the best example in the world, and I do like the previous form posted earlier on this thread. We do need to implement improvements to our approach which I hope may come of me posting this. However I hope this gives you a start. I would recommend being a bit more detailed in your approach.