20##年热工监督工作交流总结会议
机组故障分析报告汇编
浙江省电力公司电力科学研究院热工技术室
20##-1-20
目 录
20##年5月5日某厂#1机组DEH请求跳机信号误发跳闸分析... 1
20##年5月6日某厂#3燃机 润滑油压力低跳闸分析... 4
20##年5月16日某厂#3燃机 VPRO卡件故障跳机分析... 5
20##年7月16日某厂#6机组凝汽器真空低停机分析... 6
20##年9月14日某厂#2燃机 气体燃料液压跳闸油压力低误动分析... 9
20##年9月15日某厂#12机CO2灭火保护 动作跳闸分析... 10
20##年4月1日某厂9F燃机中压汽包水位高跳闸分析... 11
20##年2月17日某厂#6机组总风量低低 保护动作MFT原因分析... 12
20##年2月18日某厂#6机组 给水流量低保护动作跳闸分析... 13
20##年5月9日某厂#1机组2X轴振大 汽机跳闸原因分析... 15
20##年5月31日某厂#7机组ATT试验中EHC油压低动作跳闸分析... 18
20##年6月4日某厂#9机组汽机跳闸分析... 21
20##年6月26日某厂#2燃机 气体燃料进气阀间压力低停机分析... 22
20##年8月17日某厂#3炉汽包水位低MFT动作... 23
20##年12月6日某厂#1机组真空低保护跳闸分析... 24
20##年3月26日某厂#3炉3D给煤机 出口堵煤误报跳闸分析... 25
20##年3月31日某厂#4机组锅炉 乙侧汽包安全门误动作分析... 26
20##年6月4日某厂#3炉#3C炉水泵 冷却水流量开关误动跳闸分析... 27
20##年11月25日某厂#2炉高压电磁泄放阀 误动原因分析... 28
20##年12月6日某厂#1机组1A小机 振动信号高跳闸RB动作... 29
20##年各电厂典型热控系统故障异常汇总... 30
附录1 年终检查存在问题及处理建议汇总表
20##年5月5日某厂#1机组DEH请求跳机信号误发跳闸分析
1. 事件经过
20##年5月5日#1机组负荷429.44MW,处于协调方式运行。22时31分31秒, 机组MFT,首出为“汽机跳闸”,汽机跳闸首出为“ETS跳闸”,ETS首出画面显示“DEH请求停机”,#1机组发电机解列。
2. 原因分析
从DCS SOE事件记录及报警事件记录中看出,ETS中的“DEH请求停机”信号触发(SOE-157),关二个主汽门,触发锅炉MFT。
ETS中“DEH请求停机”信号有两路来源,一路是由DEH逻辑保护来,一路由DEH TPS模件输出来。DEH汽机跳闸逻辑保护通过10CVA53-8C-TB-7/8、10CVA53-4C-TB2-7/8两块DO模件输出(常开触点)。DEH TPS模件硬跳闸回路是由三块TPS02模件(转速测量)通过NKTU01预制电缆和端子板TPSTU02相连接组成(图1)。TPSTU02上有四个TRIP继电器,每个TPS02 110%跳闸信号(固定,不能变)对应一个TRIP继电器,三个TRIP继电器三取二并上第三块TPS02模件的试验跳闸试验信号(该信号未接到DEH中)后由第四个TRIP继电器输出二路跳闸信号。该信号与DEH汽机跳闸保护信号并线,再送至ETS两路输入,PLC系统采用单点信号动作,任意一路有信号,ETS系统触发DEH请求停机保护跳闸。
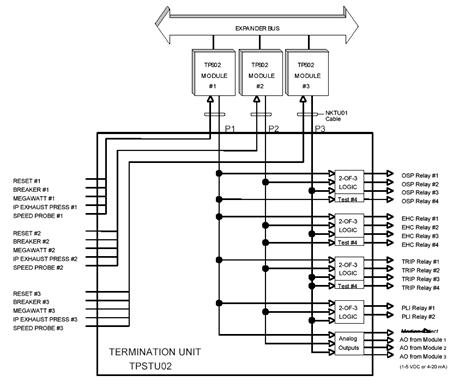
图1 TPS02系统模件端子板配置
查看DEH汽机跳闸保护信号的例外报告及曲线,未见跳闸保护动作信号输出及DO模件触点变化,可以排除DEH汽机跳闸保护动作。
分析 DEH TPS模件硬跳闸回路,第三块TPS02模件偶发故障或端子板TPSTU02偶发故障致TRIP4继电器误发信号将导致TPS汽机跳闸保护动作。
由于硬保护回路跳闸信号没有历史记录,目前无法复现确定具体动作信号。结合ABB汽机控制系统在其它机组出现的类似情况分析,硬保护回路出现异常可能性较大。ABB贝利公司已将TPS02系统进行了升级。
3. 防范措施
1)将#1机组TPS02系统更换为升级后的TPS模件及端子板,待停机时更换#2机组TPS模件及端子板;
2) 联系上汽厂,待停机时取消一期机组TPS 硬跳机保护;
3) 一期机组B修时增加ETS系统输入通道,重要信号采用三取二触发。
监督意见:
1)完善机组主保护各路信号的历史记录,便于故障原因分析。
2)梳理ETS系统的遥控跳闸信号(DEH、MFT和发电机保护),将两路输出信号增加为三路输出信号,分别进入ETS系统不同卡件,在ETS系统中做三取二逻辑。其它机炉电大联锁保护信号做相同处理。
3)优化机组110%超速保护设置。如果ETS系统已设置110%硬超速保护,宜取消DEH系统110%硬超速保护。
20##年5月6日某厂#3燃机
润滑油压力低跳闸分析
1. 事件经过
20##年5月6日19时25分,某厂#3燃机机340MW运行中出现润滑油压力低报警,润滑油压力低动作跳闸
2. 原因分析
检查发现#3A润滑油泵跳闸,#3B润滑油泵及直流润滑油泵、直流密封油泵自启,润滑油压瞬间由0.25MPa降至0.10MPa后迅速恢复正常。就地#3A润滑油泵开关翻牌,速断I动作,摇测绝缘0.02M欧,不合格。
GE设计的交流润滑油泵的联锁启备用油泵是通过润滑油母管压力低来实现的,没有泵与泵之间的电气联锁启备泵的设计。当润滑油母管压力低至联锁值启动备用油泵时润滑油母管压力已低至跳机值。
3. 防范措施
GE设计部门答复已有最终处理方案,需督促GE公司处理。
20##年5月16日某厂#3燃机
VPRO卡件故障跳机分析
1. 事故经过
20##年5月16日10点11分,某厂#3燃机负荷286MW,MKⅥ报警“Y/Z VPRO DIAGNOSTIC ALARM”触发跳机。
2. 原因分析
VPRO诊断报警和主保护信号(跳机)同时出现,通过检查,不能明确是什么原因引起的跳机,只能怀疑为VPRO卡件出现了异常(不排除当时有强干扰存在)。据了解,国内燃机电厂也曾发生此类事件,且制造商GE公司至今未给出明确答复。
3. 防范措施
l 加强巡回检查,停机时对柜内接地线进行检查紧固。
l 停机时对所有的MARK VI控制器及卡件进行了清灰,更换了VPRO控制卡。
l 与GE公司联系,防范此类事故的再次发生。
20##年7月16日某厂#6机组凝汽器真空低停机分析
1、事件经过
20##年7月16日#6机组负荷405MW运行。凝汽器真空-92.79kPa/-94.26kPa,循泵6B运行,叶角开度96.7%。循泵6A因出口蝶阀控制电源回路检查停运,备用联锁撤出。
13时38分#6机循泵6B突然跳闸,#6机凝汽器真空下降。循泵6B启动条件不满足,紧急停运#6炉磨煤机B减负荷。13时40分#6机凝汽器A/B真空显示跌至-81kPa,低真空保护未动作,运行手按紧急停机按钮,汽机跳闸、锅炉MFT。40秒钟后,A侧凝汽器压力-64.18 kPa,B侧凝汽器压力-52.08kPa,DCS系统SOE记录显示ETS系统低真空保护动作。
2、原因分析
2.1 循泵6B跳闸原因分析
现场检查发现6B循泵出口蝶阀控制电源接线松动脱落引起失电。在循泵蝶阀6A电源检修过程中,外力轻微振动的情况下引起空气开关的进线接线松脱,循泵蝶阀因失电自动关闭,联锁6B循泵跳闸。
#6机组循泵A/B出口蝶阀就地控制箱内,循泵6B出口蝶阀控制电源线采用的是1.0mm2单股铜芯线,线芯过细且接线头过短。接线工艺不规范,未安装接线鼻子,也未采用打圈增大接线接触面积,造成接线不牢固(虚接状态)。在#6机组检修中,外包检修人员未按照检修文件包的要求对循泵所有主重要信号和电源接线进行全面检查和紧固,造成电源线虚接,留下安全隐患。
2.2 消缺过程分析
#6机循泵A/B出口蝶阀在设计时共用一个就地控制箱,布线密集,设备安装紧凑,不利于热工热人员进行日常检修。
在消缺前虽然对该情况进行了安全风险分析和辩识,但是在事故防范措施和应急处理方面存在欠缺。对缺陷的检修风险评估和危险源辨识不到位,没有做好足够的事故防范措施和应急处理的技术准备。


图1 6A/6B循泵蝶阀就地柜(右下角的空气开关为6B蝶阀控制电源开关)
2.3 ETS低真空保护未动作原因分析
根据事后的检查和多次试验情况可以排除真空压力开关拒动和通道故障。真空压力开关校验结果正常。从试验曲线发现各开关动作由于定值的偏差,还是存在时间差。14时02分15秒开始动作,至14时02分26秒所有压力开关均动作。在#6机组跳闸过程中,凝汽器压力急剧上升。在这种恶劣工况下,由于测点取样位置的不同,压力开关动作与变送器存在一定的动作偏差。

图2 凝汽器压力变送器和开关的测点取样位置
3、防范措施
1)采用打圈增大接线接触面积的方法重接#6机组循泵6B出口蝶阀电源电线,检查和紧固控制箱内的接线。对其它机组主重要信号和电源接线进行全面检查和紧固。
2)提升检修工艺水平,加强检修质量监督,加强技术培训和对消缺过程中的检修风险评估。加强对外包单检修位安全和质量监控。
3)考虑将二期循泵出口蝶阀控制纳入DCS,取消现场就地控制箱。
20##年9月14日某厂#2燃机
气体燃料液压跳闸油压力低误动分析
1. 事故经过
20##年9月14日7时41分,某厂#2机组负荷50MW运行中,MarkVI系统“气体燃料液压跳闸油压力低”报警,机组跳闸停机。此时液压油泵运行正常,无备用油泵起动,液压油母管压力10.4MPa,系跳闸油压力低动作(此为跳闸油压力开关三取二方式出口),即油压下降至5.5MPa。
2. 原因分析
经查,GE公司设计时,跳闸油工作油压偏低,正常工作时,已接近保护动作定值,当油压有一定量的波动时,就会导致超过保护定值,导致保护动作。
3. 防范措施
1)加强巡回检查,有异常立即通知机务处理;与GE构通,想法提高工作油压。(#7机组工作油压11MPa,#2、#3机组只有8MPa)
2)在就地增装一只压力变送器,信号送到DCS系统,便于运行及时监视及处理;
20##年9月15日某厂#12机CO2灭火保护
动作跳闸分析
1. 事件经过
20##年9月15日某厂#12机二氧化碳灭火保护接线松动保护动作跳机。
2. 原因分析
经现场检查确认系火灾控制柜L94F1B发信所致。分析认为故障原因是由于火灾报警信号L94F1B这副常闭端子本身有松动现象,且在控制箱外部安装雨棚螺栓过程中振动导致MARK VI检测电压断开,控制系统误判火灾报警。
此外,MARK VI控制系统设计火灾保护为单点保护动作,并没有冗余配置,致使机组跳闸。
3. 防范措施
1)对9F#12机组仪控相关重要保护接线端子进行紧固,举一反三对其他机组作进一步的检查及紧固,避免类似的事件再次发生。
2)做好运行设备消缺的隔离及防范措施。
3)优化保护逻辑,对CO2系统至MARK VI系统保护增加冗余信号判断,减少误动可能。
20##年4月1日某厂9F燃机中压汽包水位高跳闸分析
1. 事件经过
20##年4月1日4时02分左右9F#12机组启动。04时33分运行人员发现#12中压汽包水位变送器C点偏差大,联系维修对C点变送器进行处理。05时14分汽包水位三高报警导致机组跳机。
2. 原因分析
实际检查就地水位计和电接点水位计确认实际汽包水位正常。由于#12中压汽包水位变送器C点信号未恢复正常时,#12中压汽包水位变送器B点信号误报导致机组跳机。
检查数据记录,发现在3时49分,#12炉中压汽包三点测量水已存在偏差,#12中压汽包水位变送器B点信号失准。上水后三点信号逐渐接近后,误认为C点水位为最大偏差信号。维修人员对汽包C点水位变送器排污处理后,由于排污阀错位以及平衡容器的特点,C点水位处于满量程状态。
5时14分B点汽包水位变送器迅速上升,导致DCS三选逻辑认为三个变送器信号两两偏差大,模块取最高值为当前水位导致机组因中压汽包水位三高报警跳机。
跳机后对中压汽包水位B点变送器进行测量管路排污并紧固排污阀门和高低压联通阀,汽包变送器信号趋于正常。初步判定为中压汽包水位B点变送器排污阀和联通阀内漏导致变送器信号失准。
3. 防范措施
1)用于机组保护测量设备消缺时必须做好防止保护系统误动的安全措施,确认该项保护退出或强制后方可开始消缺工作。
2)为便于主保护设备检修消缺需要,在9F#11、#12机DCS画面上增加主保护投撤按钮,保护撤出必须按公司有关规定执行。
3)定期检查分析机组启停运行参数,特别是三取中前的源信号状态,及时发现故障信号,并增设三取中信号偏差大软报警提示。
4)在停机后对各台机组的排污阀进行核对,并割去排污管头部便于观测排污状态。在检修中安排更换便于操作、不易渗漏的排污阀。
20##年2月17日某厂#6机组总风量低低
保护动作MFT原因分析
(未考核障碍)
1. 事件经过
20##年2月17日7时40分,#6机组运行人员发现锅炉因“总风量低低”保护动作MFT,当时机组正处于冷态启动阶段,电动引风机6C、二台送风机、一次风机6A运行,磨煤机6B投入运行,汽轮机在盘车状态。
2. 原因分析
仪控专业人员检查风量的历史曲线,发现是B侧二次风量的SA B SIDE FLOW2和SA B SIDE FLOW3二个变送器的风量信号大幅度晃动,引起锅炉总风量小于30%(875T/H)而MFT。
对事故原因进行分析认为:由于现有吹扫装置对联络管有作用,对取样管路不起作用,B侧二次风量二个差压变送器高压取样回路因堵而压力下降,与低压取样回路压力平衡时,引起二次风量信号大幅度晃动到0,导致总风量小于30%(875t/h)而MFT。
3. 防范措施
(1)设备部仪控专业对三期二次风风量测量装置的吹扫装置进行改造。
(2)设备部仪控专业将“机组启动时在DCS画面检查二次风量投运情况”的检查内容补充到《机组启动仪控检查卡》。
(3)设备部仪控专业增加第一台磨煤机启动后任一个二次风量变送器风量低的硬报警信号。
20##年2月18日某厂#6机组
给水流量低保护动作跳闸分析
(未考核障碍)
1. 事件经过
20##年2月18日10时4分,#6机组结束小修后已并网,负荷至500MW,机组尚未复役运行。运行人员开始机组RB试验前CCS控制方式调试。10时14分CCS协调控制不明原因发生扰动,机组给水流量大幅下降,机组因“给水流量低低”保护动作而跳闸。
2. 原因分析及处理
机组跳闸后,检查机组其他系统和设备动作情况正常。仪控人员查看机组跳闸过程的历史数据发现:
10时04分48秒,在投入协调控制方式后,至给水控制去的负荷指令“BID TO FW”从514MW下降到96MW,对应的实际给水流量指令从1446t/h下降到900t/h,在流量差作用下,给水PID调节器的输出逐渐下降至0%,导致机组控制至BASE方式。机组控制方式到BASE方式后,机组功率指令MWD跟踪实际功率,引起煤量、给水流量快速下降,10时14分56秒给水流量低低,锅炉MFT。
进一步检查CCS逻辑,发现:DROP13的SHEET203的LAG功能块013-04462的高限为100,更改为1050后系统正常。查看以往的软件备份,发现20##年5月软件备份中还没有这部分逻辑,20##年6月的软件备份中已经有了这部分逻辑,而且LAG功能块013-04462的数值为100。而20##年12月机组检修前,仪控专业人员将运行控制器EEPROM的逻辑反读到ORACLE数据库文件并转化为软件备份,从该备份软件中发现LAG功能块013-04462的数值已自动修改为1050。
西屋公司DCS控制系统的主备用冗余设计不同,仪控人员通过工程师站对主控制器EEPRPM LAG功能块013-04462的高限参数由100改为1050时,备用控制器EEPROM里面逻辑因与主控制器不一致而未自动得到修改,造成了控制器在重新上电后LAG功能块013-04462的高限由1050重新变为100,最终造成机组投入CCS协调控制方式时系统发生扰动,引起机组跳闸。仪控专业控制系统软件修改管理工作不规范,未按照控制系统软件修改流程要求进行控制器数据库的数据比较统一。 同时,CCS协调控制出现异常时运行人员未能及时撤出调整也是造成该事件的间接原因。
3. 防范措施
1)设备部仪控专业进一步完善仪控软件修改制度,提高可执行性。进一步提高仪控专业技术人员的规范管理,从管理上防范不安全事件的发生。
2)设备部进一步加强仪控内部人员技术培训,提高技术技能。运行部完善细化重要操作的操作票内容,加强过程监控。
监督意见:
近年来浙江省发电厂由于热工人员软件修改或信号强制不规范已造成数起机组或主要设备跳闸事件,需要加强仪控逻辑修改和信号强制的管理,明确操作流程并严格执行管理制度。
20##年5月9日某厂#1机组2X轴振大
汽机跳闸原因分析
(未考核热工)
1. 事件经过
20##年5月9日7时32分,#1机组启动期间,大机转速定速3000转/分钟,机组未并网。20##年5月9日7时32分44秒,1号机组并网前,汽机 2X轴向振动瞬间由30.83μm突增至433.13μm(随即变为坏点),超过保护定值(250μm),导致汽轮机轴承振动大ETS保护动作,汽机跳闸。过程趋势如下图:
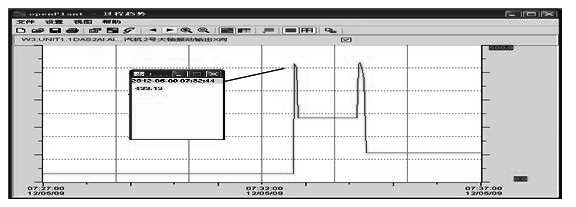
2. 原因分析
热控值班人员发现情况后,迅速赶到就地振动接线盒处对2X涡流探头前置器进行测量,检查发现该测点电压大幅摆动,初步判断为振动探头故障,导致测量信号突变。
热控人员随即将该探头拆除,检查探头外观及信号线插头,并测量探头电阻;发现探头外观完好,接线插头接触良好,信号线外观情况良好,但是探头线圈直流电阻为680MΩ,正常探头电阻值应在0.9-1.0 Ω范围内,据此确定探头封装线圈内部断线,导致探头故障。
随后热控人员更换新的振动探头以及前置器,现场调试合格,8时23分,故障处理完毕,2X振动测点恢复正常。
2X振动探头安装在汽轮机2号轴承箱箱盖外,涡流探头的信号线通过1M处快速中间接头与延长线对接后,再接至接线盒内的配套的前置器进行信号处理。
涡流探头振动测点故障常见原因是预置延长线的中间接头松动,我们首先检查了中间接头的接线情况,该接头对接后内层用防水胶带缠裹,外层用热缩管热缩处理过,工艺较为可靠,排除了中间接头松动的可能;如图所示:

由于2瓦处环境温度相对较高,可能会造成延长线绝缘老化。仔细检查了探头延长线外皮,无发黄变脆的迹象,而且外部蛇皮保护管外观良好。排除高温引起探头延长线老化的可能;
之前发生过探头黑色圆柱体磨损的情况,发现故障探头黑色圆柱体外观良好,无磨损痕迹。但用手触摸探头黑色圆柱体时发现头部的黑色圆柱体松动,判断为头部松动导致探头内部线路断裂。正常的探头头部黑色圆柱体为环氧树脂材质,内部埋有测量线圈,外部套有金属安装螺纹套,环氧树脂头与金属螺纹套应当是压制为一体,且牢固无松动。
如下图所示:

该探头头部松动的原因可能有:
ü 探头本身质量不过关或在探头拆装、运输过程中存在磕碰,留下隐患;
ü 该处测量环境较为恶劣,2瓦轴封处有漏汽现象,导致探头处的环氧树脂脆化;
ü 使用年限较长,元件老化,被油冲击后发生断裂。
3. 防范措施
ü 检修期间对各振动探头进行可靠性检查,重点检查本体头部,以及中间接线的工艺质量,测量接线电阻是否正常,对不合格的探头进行更换;
ü 进一步规范探头检修工艺,在探头拆、装、保存过程中加强探头保护,探头安装前进行探头质量检查,尤其是探头线圈部位的检查。
ü 细化探头安装台账,增加记录每只探头的安装时间项,监控每只探头的使用时间,对使用年限超过一年的探头在机组临修时进行拆卸检查;对使用年限在一年之内的探头进行外部测量检查。
20##年5月31日某厂#7机组ATT试验中EHC油压低动作跳闸分析
(非热工考核)
1. 事件经过
20##年5月31日,某厂#7机组负荷710MW,处于协调控制方式。根据设备定期切换/试验工作安排进行#7机组ATT试验(主机主汽门、调门全行程活动性试验)。11时55分,运行人员在CRT执行ATT ESV/CV的SGC子程序,开始ATT试验。12时完成A侧高压主汽门/调门试验。12时01分10秒,SGC执行B侧高压主汽门/调门试验,在B侧高压调门第二次全关时EHC油压急剧下降。12时01分33秒,备泵自启动,但油压仍继续快速下跌,立即至就地关闭B侧主汽门、调门EHC油进油手动隔离阀。12时01分51秒,汽机因EHC油压低保护动作跳闸,锅炉MFT。
2. 原因分析
机组跳闸后,仪控人员检查确认为高压调门B跳闸电磁阀1卡涩。更换高压调门B的2个跳闸电磁阀,之后手动进行主汽门调门的活动性试验,所有主汽门调门动作正常,EHC油压没有大的波动。
上汽西门子1000MW汽机的高压调门EHC油路图如图1所示。
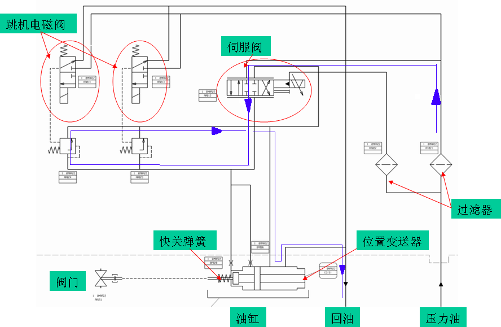
图1 1000MW汽机高压调门EHC油路图
经确认,ATT试验SGC程序如下:
记忆高调门的开度;
高压调门A缓慢关闭;
高压主汽门A #1跳闸电磁阀动作,高压主汽门A关闭;
高压主汽门A #1跳闸电磁阀恢复,高压主汽门A打开;
高压主汽门A #2跳闸电磁阀动作,高压主汽门A关闭;
高压调门A打开到100%;
高压调门A #1跳闸电磁阀动作,高压调门A关闭;
高压调门A #1跳闸电磁阀恢复,高压调门A恢复到100%开度;
高压调门A #2跳闸电磁阀动作,高压调门A关闭;
高压主汽门A #2跳闸电磁阀恢复,高压主汽门A打开;
高压调门A #2跳闸电磁阀恢复,高压调门A恢复到试验前开度。
一组高压主汽门、调门试验程序完成后,接着做下一组,直至四组阀门试验完成,程序结束。
经分析,本次ATT试验导致机组跳闸原因为高压调门B第二次全关活动试验时,高压调门B跳闸电磁阀1虽然已经带电,但电磁阀1实际还在开启卸油状态,当调门指令至100%,调门伺服阀开启,导致EHC油进油与回油导通,EHC油压快速下降。EH油油路如图蓝色线路所示。EHC油压下降过程中,备用EHC油泵自启动正常,但进油流量小于跳闸电磁阀回流流量,无法提升油压,最终导致EHC油压低汽机跳闸。高压调门B跳闸电磁阀1故障是导致跳机的直接原因。
事件直接原因是#7机组进行ATT试验过程中,高压调门B跳闸电磁阀1故障卡涩,导致机组因EHC油压低保护动作跳闸。分析认为西门子对ATT试验油路设计过于简单,试验过程容易引起机组跳闸。
3. 防范措施
1)机组停机检修前,暂停三期的主机ATT试验,手动执行高中压主汽门和调门活动性试验(不经过跳闸电磁阀实现,具体实施需方案审批),机组启停时进行主机ATT试验。
2)继续加强EHC油质监督和处理,加强油质检测中不能检测到的亚微米颗粒油质处理,减缓油系统小颗粒凝聚。下次检修时进行#7机组的主机EHC油系统冲洗和更换。
3)定期清洗、测试或更换主机跳闸电磁阀、先导阀等随机组检修周期进行;伺服阀的检修执行检修规程规定。
监督意见:
完善相关试验逻辑,跳闸电磁阀出现异常时,立即中断试验,隔离相应阀门的进油,避免EHC油压突降。
20##年6月4日某厂#9机组汽机跳闸分析
(未考核)
1. 事件经过
20##年6月4日11时11分33秒,某厂#9机组在C修启动并网后,发生汽轮机跳闸事件。ETS汽轮机跳闸首出原因:MFT故障跳机。而MFT首出原因:汽机跳闸。
2.原因分析
跳机后检查控制系统历史曲线,从历史记录中分析出:MFT逻辑中误收到ETS跳闸保护(硬接线),机组MFT,汽机跳闸。造成本次跳机的原因是DROP13站误采样到了汽机跳闸信号,而DROP42站未发出汽机跳闸信号,导致ETS和MFT的首出信号不一致的情况。
3.防范措施
为避免以上问题,采取了以下措施:
1)增加信号可靠性,加拉电缆增加新通道信号,将原单信号送SCS改为SCS三取二收信号方式。
2)已更换了DO卡的继电器、DI卡件及导致跳闸的信号电缆。
3)考虑对机组的所有该保护进行进行核查,增加逻辑判断。
20##年6月26日某厂#2燃机
气体燃料进气阀间压力低停机分析
(非热工考核)
1. 事件经过
20##年6月26日10时9分,某厂#2机负荷340MW运行,MarkVI P2测点压力偏差大报警。运行就地检查无异常发现,通知检修处理,由于P2压力持续低,SRV阀全开,燃机自动减负荷,10时47分,发电机接令解列。
2. 原因分析
热工检查发现P2压力变送器输出异常(偏低),同时发现上透平北侧两扇燃机轮机间门未关,燃料气模块间温度偏高。
分析认为由于#2燃汽轮机间北侧两扇门未关,造成88BT抽风短路,未能提供燃料气模块合适的冷却风,致使室内温度偏高超过压力变送器允许的工作温度,从而三只变送器示值异常。
3. 防范措施
1)机组运行期间不得随意打开轮机间各侧门,防止冷却风短路。
2)加强运行巡回检查质量,提高工作责任心和强化技能培训。
3)在P2压力变送器无法移至较好环境时,在燃料气模块内装设温度报警,有利于运行人员监视。
20##年8月17日某厂#3炉汽包水位低MFT动作
(非热工考核)
1.事件经过
20##年8月17日某厂# 3机组锅炉汽包水位(AALMQBSW01、AALMQBSW02、AALMQBSW03、AALMQBSW04,依次瞬时下降,由于01、02、03点三取二参与汽包水位保护,水位低至至保护动作值,17时17分锅炉MFT动作,机组跳闸。
2.原因分析
热力机械工作票“#3炉定期排污调节阀后电动隔离阀解体检修”结束,运行恢复相关安全措施。在安全措施恢复过程中,当安措恢复至第16条“关闭#3炉B侧#1平衡容器疏水一次阀,二次阀;#3炉B侧双色水位计疏水一次阀,二次阀;#3炉B侧#2平衡容器疏水一次阀,二次阀;#3炉B侧电接点疏水一次阀,二次阀;#3炉A侧双色水位计疏水一次阀,二次阀;#3炉A侧#1平衡容器疏水一次阀,二次阀;#3炉A侧#2平衡容器疏水一次阀,二次阀;#3炉A侧电接点疏水一次阀,二次阀;分别挂“禁止操作”警告牌。”时,操作人员认为上述阀门在执行安措时处关闭状态,在安措恢复时应开启上述阀门。因此开启了#3炉A侧#1平衡容器疏水一次阀,二次阀,#3炉B侧#2平衡容器疏水一次阀,二次阀,锅炉汽包水位(AALMQBSW01、AALMQBSW02、AALMQBSW03、AALMQBSW04,依次瞬时下降。
事件暴露出问题:
1)对设备运行工况的风险评估不到位,没有制定安全风险辨识措施卡,风险预控措施不规范。安全生产管理制度缺失,没有制定针对该项操作专用热机操作卡。
2)运行单元长在指派工作任务时,没有进一步深入仔细核对相关安全措施。对监护人、操作人缺少针对性安全交底。监护人、操作人员安全意识淡薄,技术业务水平较低,对可能产生的后果没有充分认识。
3.防范措施
1)制定落实专用热机操作卡,认真落实操作前安全技术交底工作。
2)认真落实危险源辨识及预控工作,加强风险辨识工作。
3)加强工作责任性教育,提高人员技术水平,增强安全生产意识。
4)认真落实两票管理制度。
20##年12月6日某厂#1机组真空低保护跳闸分析
(未考核定性)
1. 事件经过
20##年12月6日19时17分某厂#1机组真空严密性试验过程中,停运#1B真空泵后,该泵进口气动阀未及时联锁关闭,真空快速下跌。重启#1B真空泵但因过电流跳闸。运行人员立即停两台磨,就地关#1B真空泵进口手动隔离阀,并启动#1A真空泵。19时21分低真空保护触发汽机跳闸。
2. 原因分析
跳机后检查进口气动阀已自行关闭,且多次操作正常,当时未关原因不明。分析认为停泵试验时,#1B真空泵进口气动阀未及时联锁关闭,#1B真空泵进口逆止门不严密,导致真空破坏。
3. 防范措施
1) 利用停机机会,将进口手动隔离阀改造为电动球阀。对所有真空泵进口气动阀和进口逆止阀进行全面检查消缺;
2) 修改真空严密性试验操作典票,改为先关阀后停泵方式;
3) 完善真空泵与进口气动阀的联锁条件:增加进口气动阀关闭后才允许停泵,以及停泵状态不允许开阀的逻辑;
4)取消真空泵进口气动阀就地控制箱“就地/远方”切换开关。
20##年3月26日某厂#3炉3D给煤机
出口堵煤误报跳闸分析
(二类障碍)
1. 故障现象
20##年3月26日某厂#3锅炉3D给煤机跳闸。
2. 原因分析
经热工检查跳闸原因给煤机出口堵煤开关误动作。误动作原因是由于煤潮湿,长期运行过程中水汽通过堵煤检测装置进入堵煤开关接盒。接线盒端盖密封严密,水汽不易发散。腐蚀堵煤开关接线,导致接线断裂。
3. 防范措施
1)在#3A-3E堵煤检测装置与堵煤开关接线盒之间加强密封;
2)给煤机堵煤开关接线盒底部打孔,以排除积水和水汽。定期检查接线盒内部情况。
20##年3月31日某厂#4机组锅炉
乙侧汽包安全门误动作分析
(二类障碍)
1. 事故经过
20##年3月31日9时0分,某厂#4炉甲、乙侧汽包压力安全门静态试验。主汽压降至13.4MPa运行,9∶12 #4锅炉乙侧汽包安全门动作。动作时主汽压力13.03MPa,汽包压力14.31MPa,动作后汽包压力最低到12.7MPa,主汽压力11.5MPa。水位最低到-150mm左右(电接点)。安全门动作后无法手动回座,9时14分自动回座,动作时间2分钟。9时23分后锅炉汽包水位稳定后,恢复压力至13.1MPa。
2. 原因分析
#4锅炉乙侧汽包安全门电磁阀至安全门下缸进气阀在检修人员关闭该阀门的情况下,未完全关死。当模拟安全门开信号(起座)后,仪用汽泄漏至安全门下缸,导致#4炉乙侧汽包安全门起座,设备误动,属阀门老旧导致漏气。
3. 防范措施
1)更换老旧针型阀,以保证今后试验的顺利进行。
2)在机组停机检修时安排检查安全门汽缸进气阀。
20##年6月4日某厂#3炉#3C炉水泵
冷却水流量开关误动跳闸分析
(二类障碍)
1. 故障现象
20##年6月4日,某厂#3机组负荷160MW运行中,#3炉#3C炉水循环泵冷却水流量低跳炉水循环泵。
2. 原因分析
查看曲线发现当时3C炉水循环泵冷却水流量未低。3C炉水循环泵冷却水流量流量开关是Flotech产品。现场检发现查此流量开关接线盒积水,积水是从开关驱动杆漏入。由于积水导致流量开关接点导通,引起3炉#3C炉水循环泵冷却水流量开关误动。
3. 防范措施
1)#3炉#3C炉水循环泵冷却水流量开关接线盒内积水清理;
2)行程开关接点清洁干燥;
3)接线盒底部开孔防止积水,并做好定期检查工作。
20##年11月25日某厂#2炉高压电磁泄放阀
误动原因分析
(二类障碍)
1. 事件经过
20##年11月25日09时53分,运行人员发现#2炉高压电磁泄放阀就地自动开启, #2炉高压电磁泄放管道泄漏声较大,大量蒸汽冒出,运行人员手动关闭电磁泄放阀,阀门关闭后又自动开启,再次关闭仍自动开启。热工告知运行人员可通过就地控制柜由自动控制切至手动的方式防止阀门再次开启。阀门切手动后,电磁泄放阀关闭正常,阀门可远方进行自动/手动操作。
2. 原因分析
10时0分,热工人员查看就地#2炉高压电磁泄放阀压力控制器,显示#2炉高压主蒸汽压力为1969Psi-1990Psi(该信号仅就地显示和控制,不远传至DCS画面),DCS画面上显示#2炉高压主蒸汽系统管道实际压力为1679Psi。
晚上#2机组停机后20时0分,对压力变送器和压力控制器进行校验,结果发现压力变送器校验正常,而压力控制器显示压力值偏高,且偏差较大。由此判断为二次表计,即就地压力控制器故障。
3. 防范措施
热工专业更换压力控制器,故障现象消除。
20##年12月6日某厂#1机组1A小机
振动信号高跳闸RB动作
(二类障碍)
1. 事件过程
20##年12月6日8时55分某厂#1机组负荷285MW,#1A汽泵跳闸(首出:轴承振动HH),电泵联启,机组RB动作,切#1E磨,目标负荷220MW。
2. 原因分析
对轴承振动信号(GE16303)测量系统的延伸电缆、前置器进行检查,未发现异常。由于振动测量故障前无任何报警和故障预兆,怀疑探头老化所引起。
3. 防范措施
1)退出该点的振动保护;
2)待停机时彻底检查以及保护逻辑优化。
20##年各电厂典型热控系统故障异常汇总
1. 20##年1月10日某厂2D给煤机启动后给煤机煤量反馈失去
事件经过:
20##年1月10日7时42分08秒,正常启动#2炉D制粉系统。启动2D给煤机后,给煤机煤量反馈失去,给煤机其他参数正常,给煤机正常运行至7时42分28秒,运行人员手动停运给煤机,煤量反馈恢复。运行人员重新启动给煤机,煤量反馈显示正常,给煤机运行正常。
原因分析及处理:
热控人员就地检查给煤机控制柜内设备,控制器及变频器均运行正常。未发现明显的异常。热控人员检查给煤机所有曲线,参数均正常。
分析DCS煤量反馈坏点的原因是信号本身故障断开或者反馈信号超出DCS量程范围。第一种可能是由于控制板工作异常或是接线插头之间接触不好,导致信号故障断开;第二种情况的原因:当给煤机初次启动,有可能因落煤不畅或是本身启动力矩较大,就地控制使给煤机转速异常导致煤量反馈瞬时超调。以往也出现过多次给煤机启动时煤量直接瞬时升到65T/h最大,停运再次启动煤量即能加到正常最低煤量16.25T/h。原因基本是就地落煤不畅、皮带煤层过湿过重或皮带无煤等原因导致,设备本身正常。因此确定本次故障原因是给煤机煤量反馈信号故障断开或就地工况导致煤量瞬时超限。
防范措施:
对给煤机板件上的连接插头进行检查和清洗,并考虑对插头连接进行固定。
2. 20##年1月15日某厂3A小机低压调门故障
事件经过:
20##年1月15日9时某厂#3机负荷210MW,AGC状态,#3A、#3B、#3C、#3D制粉运行,#3A、#3B汽泵投自动运行,#3C电泵备用。
9时26分32秒,3A小机低压调门第一路LVDT到4.99,低压调门全关(第二路LVDT到0),9时26分36 秒锅炉自动退出,9时26分51秒后第一路LVDT正常,运行投回锅炉自动。期间3A小机转速从4500转最低到1871转,汽包水位低到-40mm。
9时37分07分,3A小机低压调门第一路LVDT再次到4.99,低压调门关死(第二路LVDT到0),9时39分27秒转速从4768转到0,到9时44分34秒期间转速一直在0(9时37分运行人员手动启电泵),其后第一路LVDT恢复正常阀门开启,9时44分48秒转速到4881,运行人员拍3A前置泵跳3A小机。期间汽包水位最高到+160mm。
处理措施:
检查发现#3A小机低压调门的第一路LVDT存在着时好时坏的情况,会发生突然反馈到最高造成阀门全关的情况,更换该LVDT和配套的VCC卡件后恢复正常。
3. 20##年1月28日某厂#1机组小机B MEH系统CPU故障
事件经过:
20##年1月28日18时36分38秒#1机组DCS显示报警“MEH stop(KKS:10MEH02BT006)”。
原因分析:
。脾值班量反馈信号故障断开;或是,或是热控人员根据报警内容判断为小机B MEH系统CPU故障。就地检查MEH控制柜发现1B小机从侧CPU所有指示灯红闪,CPU414模块故障失效。检查CPU故障记录为memory test error,判断CPU模块存储器故障。20时25分电泵启动,1B小机退至热备状态后进行在线更换CPU,更换结束后从侧CPU投入运行。经主从侧CPU切换试验,证实MEH系统已工作正常。
防范措施:
更换控制器CPU后系统运行正常。
4. 20##年2月2日1某厂#3机组FGD旁路挡板门上位机无法操作
事件经过:
20##年2月2日10时,运行发现#3机组FGD旁路下挡板门操作缓慢(整个行程需要十多分钟,正常情况四五分钟)。由于挡板开关操作进气排气均正常,当时热工与运行、机务共同确认为阀门卡涩导致动作缓慢。2月2日下午发现#3机组FGD旁路上挡板门无法关闭。
原因分析:
检查发现定位器已接收到上位机指令,且有输出气压,故排除逻辑回路及定位器的问题。机务人员手动关门至80%以下后操作正常,再次打开后,仍需手动由100%关至80%以下方能正常关闭。检查锁气器发现有轻微漏气,更换备件后旁路挡板彻底无法操作(原设备型号57D-55-RE,更换为同型号后无法运行,根据分析及事后与其他机组对比确认,现场原锁气器实际型号应为57D-85-RE,判断设备出厂时标签被贴错或者更换过气控阀内滑阀)。于是将旧锁气器拆回班组清洗,回装后慢开、慢关操作正常,快开试验后,又出现无法操作的故障,再次拆卸、清理、清洗,直至晚上20时恢复后正常。
分析认为#3旁路挡板门控制锁气器(气控阀)设备长周期运行,由于气控阀内部滑阀密封圈老化导致锁气器有漏气故障,从而造成挡板门操作异常。
防范措施:
对原锁气器进行清理、清洗后安装恢复后试验动作正常。
5. 20##年2月4日某厂#2机组#3高压调门因LVDT的竖连杆断裂而关闭,导致主机轴向位移突降
事件经过:
20##年2月4日8时40分,#2机组负荷300MW运行,运行人员发现主机轴向位移从0.53mm突降至0.43mm,DEH系统“伺服系统故障”、“阀位偏差大”报警,检查主机#3高压调门反馈全关。立即将机组控制方式撤至BASE后,全开主机#4高压调门,同时检查主机相关系统无其它异常,就地检查#3调门实际全关。
原因分析:
检修人员至现场后检查发现#3高压调门LVDT安装在弹簧筒上的竖连杆已断裂。#2机组DEH改造后,为增加调门位置反馈信号的可靠性,设置了二个LVDT,LVDT的传动机构较为复杂。和20##年#2机组#1高压调门LVDT竖连杆二次发生断裂故障进行对比,20##年#1高压调门竖连杆发生了前后歪曲,而本次#3高压调门竖连杆发生左右偏差,导致竖连杆和水平传动杆无法对上连接。
将竖连杆校正后连接正常,并检查其它几个LVDT传动机构,未发现明显弯曲和偏移,机组恢复正常运行。
分析认为对LVDT等重要测量设备管路维护不到位。竖连杆可能在油动机检修安装过程中引起弯曲,导致传动杆运行轨迹发生偏移。当调门开关移动时引起竖连杆受到交变应力,发生断裂,导致LVDT信号偏大,不能正确反应调门的真实位置,在VPC闭环控制的作用下,调门慢慢关闭。#3高压调门因LVDT的竖连杆断裂而关闭,导致主机轴向位移突降。
防范措施:
1) 明确#2机组高压调门LVDT等主机重要测量装置的专业分工界面,确保重要测量装置的检修安全,避免因测量装置损坏导致机组故障。
2)仪控人员全面检查#2机组高压调门LVDT机构的状况,对发现的竖连杆弯曲、转动杆轨迹偏移等问题进行矫正处理。对竖连杆及传动杆的连接方式进行调研,提出改进意见。
6. 20##年2月4日某厂#3锅炉A侧二次风量测点2取样管开裂造成总风量波动,脱硫差压风机自动退出
事件经过:
20##年2月4日1时23分,#3机组负荷410MW运行,给煤总量为162t/h,总风量为1447 t/h,炉膛压力为-15Pa。1时25分30秒左右,炉膛压力大幅波动,最高为544Pa,最低达-250Pa,总风量也随之波动,最高为1721 t/h ,最低为1346 t/h ,脱硫差压风机自动随之跳出自动。
原因分析:
热控人员查看炉膛负压力自动,结合运行人员分析,初步判断为燃烧工况的扰动导致,待白天进一步检查处理。白班运行人员发现A侧二次风量测点2跳动。热控人员到现场检查发现A侧二次风量测点2在取样管路接头处开裂,导致测量母管压力变化,引起总风量跳变,进而影响负压自动及增压风机自动无法投入。对A侧二次风量测点2在取样管路接头进行焊接后测点显示正常,自动投入正常。
分析认为仪表管路铺设不合理,在二次风管道膨胀应力拉伸仪表管路并最终导致裂开。
防范措施:
对仪表取样管进行焊接后,仪表投入正常运行。
监督意见:
日常巡检中应加强对热工现场设备的巡视检查,及时发现并消除测量取样管路接头松动或固定不牢等隐患。
7. 20##年2月7日某厂#4机组4A给煤机启动延误
事件经过:
20##年2月7日某厂#4锅炉点火准备状态,21时42分启动4A给煤机,启动后4A给煤机包给煤率故障跳闸。1时0分更换控制板后启动正常。
原因分析:
3时02分检查给煤机称重探头,发现一只探头有腐蚀情况,更换新秤重传感器。2月8日3时42分,新探头更换完毕进行标定,发现新探头与控制板不匹配,又将旧传感器换上,9时30分检修结束恢复运行。
给煤机CPU控制板故障,秤重探头腐蚀。仓库中的探头与给煤机不匹配,导致检修时间过长。
防范措施:
1)加强三级验收管理,确保检修质量;
2)加强备品备件申报,采购管理。
8. 20##年2月8日某厂#2机组2B小机从侧CPU故障
事件经过:
20##年2月8日7时50分,#2机组DCS显示报警“MEH stop”。热控值班人员根据报警内容判断为#2机小机B MEH系统CPU故障。
原因分析:
就地检查MEH控制柜发现2B小机从侧CPU所有指示灯红闪,CPU处于故障停运状态,检查CPU故障记录为STOP not possible,判断从侧CPU故障,立即将故障汇报领导。并经过认真分析研究后判断本次故障现象及原因与之前其他机组小机MEH从侧CPU故障情况相类似。决定参照之前处理的步骤在线更换CPU。
9时32分电泵启动,2B小机退至热备状态后进行更换,10时30分CPU更换结束,从侧CPU投入运行。10时38分经主从侧CPU切换试验,确认MEH系统已工作正常。
分析认为CPU414模块质量不良,运行不稳定。
防范措施:
1)更换CPU后运行正常。
2)利用检修机会逐步升级改造为CPU417或升级高版本CPU414。
9. 20##年3月28日某厂#6机组汽轮机防进水保护系统的部分信号在环路通讯输出端与接收端信号不一致,数据不刷新
事件经过:
20##年3月28日,在DCS系统的Composer工具上检查PCU18-M5内75个柜间通讯点,发现有6个点通讯异常,目标和源数值不一致。在Conductor NT上检查,通讯异常的六个点和Composer上检查结果一致(六个点的Block号如下:Block1460/1470-FC26、Block1471/1473/1474/1475-FC42)。
原因分析:
在3月29日机组停运后,通过修改PCU18-M5的执行周期,然后恢复原始执行周期,通讯异常现象未消除。复位EWS通讯模件ICT12及切换PCU18的NPM12,通讯异常未消除。在执行冷启动PCU18的NPM12后,通讯异常点恢复正常。
根据上述处理过程,初步判断是由于通讯异常(PCU间环路通讯信号)、NPM12点表建立不完整导致。根据出现故障点在PCU18-M5的输出值基本为开机前的状态值或是坏质量点,推断在机柜上电后这些点就存在异常。
ABB厂家处理建议:在机组机柜停电恢复正常后,但所有控制器都工作正常后,对所有节点的NPM进行冷启动一次,以使点表建立完整。
如果在机组运行中发现该现象,建议先进行NPM12主备切换。如果不能消除,就在做好安措后进行目标节点的NPM12的冷启动一次。(涉及的保护和逻辑较多,需视具体情况进行,不建议盲目切换或冷启)
防范措施:
机组检修后在DCS系统停电再恢复时,需对各机柜的通讯卡件进行冷启动。
1) 检查PCU机柜内各BRC和MFP状态灯处于正常状态;
2) 停止PCU机柜内的NPM卡件(该节点的所有NPM卡件)(注:PCU机柜内的环路通讯卡件为NIS/NPM对,一般都是2对,停NPM卡件即停了一对NIS/NPM)
3) 恢复PCU机柜内的NPM卡件,检查NIS/NPM对运行是否正常(也可通过EWS监视来判断是否已正常)
10. 2012年3月份某厂#2机组2D循环水旋转滤网发生两次机械保护动作、剪切销断裂
原因分析:
排查发现近期海水中杂物较多,滤网堵塞情况比较严重,循泵运行时滤网前后水位差较大,滤网运行张力增大。
防范措施:
1) 运行人员每值增加旋转滤网的运行次数与巡检次数。
2) 通过机务和电仪专业的分析,计划对旋转滤网过力矩保护进行改造。在驱动端轴承室调整螺母上增加行程开关。当转动力矩过大旋转滤网轴承室向上位移时,该调整螺母跟着向上位移,当位移量超过10mm时(暂定),行程开关动作,旋转滤网停运。
11. 20##年3月27日#1机组DCS 系统10CKA01柜BG067位置上的FUM210阀门驱动卡件故障
事件经过:
20##年3月27日11时6分某厂#1机组操作员站ASD 发出闭式泵、定冷泵联锁块故障报警,备用闭式泵、定冷泵不允许启动。
原因分析:
热控人员现场检查发现是DCS系统10CKA03柜BG067位置上FUM210驱动卡件故障。联系运行确认在不会对运行设备造成影响的情况下,将相应设备切就地运行运行方式后,更换FUM210卡件。更换结束后相关设备措施恢复远方操作方式,相应报警全部复位,卡件恢复正常工作。
随着设备长时间的运行,部分零部件存在老化趋势。分析认为由于FUM210卡件内部元件老化引起卡件故障。
防范措施:
1)在线更换卡件;
2)做好故障台帐,积累经验,摸索规律,同时将在今后的工作中加强巡检和检查。
监督意见:
加强对同类卡件的检查统计,减少运行中出现卡件故障的可能性。
12. 20##年4月3日某厂#7机组#2高压调门伺服阀故障引起高压调门运行异常
事件经过:
20##年4月3日20时18分,某厂#7机组负荷700MW,发现#2高压调门开度突降至0(#1调门开度同步开大至92%),70秒后缓慢回升,主机#4瓦振由6.0↘5.2mm/s,轴向位移-0.13↘-0.23mm,EHC油压未变化,其余参数未见明显变化。 20时45分、21时48分类似情况再次发生。
原因分析:
机组负荷降至500MW后,开始故障处理准备工作。自3月18日开始,#2高压调门最大开度只能到90%,仪控人员分析#2高压调门伺服阀存在故障的可能性很大,22时50分机组撤出CCS-COORD至TF方式后,根据《#7机组#2高压调门故障处理方案》,进行#2高压调门伺服阀更换工作。
23时38 分伺服阀更换结束,经试验开关正常,#7机组恢复正常负荷控制方式。分析认为由于伺服阀质量不可靠或EHC油中含杂质导致伺服阀堵塞。
防范措施:
1)定期(一个大修周期)对伺服阀送专业厂家进行维护保养。
2)加强对主机EHC油质的监督和维护。
13. 20##年4月10日某厂#2机高加解列(设备异常未考核)
事件经过
20##年4月10日14时07分,某厂#2机组处于协调控制方式,AGC负荷280W,当备用凝泵启动时,将工作凝泵变频器减至49HZ,#2机高加解列。
原因分析
经曲线分析:14时07分47秒 备用凝泵启动瞬间,除氧器压力从0.63MPa跳变至0.84MPa,三抽压力从1.28MPa跳变至1.47MPa,#3高加水位从27mm降至-276mm。14时07分49秒,高加解列的首出原因是#2高加水位高,但对曲线进行检查发现#2高加水位的测量值未到动作值。分析由于和利时系统的曲线取样时间是1s,而逻辑的扫描时间是250ms,故未在历史缺陷中记录。事件原因是因为干扰影响。
防范措施
1) 对高加水位测量值增加了坏值判断,并进行了接地的检查。
2) 20##年4月后几次的备用凝泵启动过程中虽未再次发生高加解列,但干扰还是存在,每次影响的测量点也不同,目前无法进一步检查,需要在#2机A修时进行处理。
14. 20##年4月16日某厂#6机组6D磨煤机一次风量低动作跳闸
事件经过:
20##年4月16日6时11分,运行人员发现#6机6D磨煤机一次风流量突降至0t/h,随即磨煤机跳闸,当时混风压力显示7.0kPa,磨煤机出口压力显示3.2kPa。
原因分析
现场对磨煤机6D一次风量测量回路进行吹扫,紧固了取样管路各接口,并经检查一次风量显示正常。检查磨煤机内部无堵煤现象后,于17时50分启动磨煤机6D正常。分析认为制粉系统一次风取样管路冷热温差大且磨煤机6D启停较频繁,取样管路靠近风道处接头易松动,且一次风含灰量较大,取样管易堵。6D磨煤机一次风量取样管路由于瞬间堵塞,导致一次风量测量值突降至0t/h。
防范措施
1)磨煤机6D一次风量取样管路进行吹扫,取样管路各接口紧固,并对管路进行查漏并消除漏点。
2)定期对一次风量取样管路进行吹扫,接头紧固,并对管路进行查漏。
15. 20##年4月19日某厂#2机组脱硫增压风机因“振动高高”保护误动跳闸,FGD撤出运行
事件经过:
20##年4月19日6时12分51秒某厂#2机组脱硫增压风机振动2(风机侧)振动达192μm,随即风机轴承振动高高报警(≥160μm),2秒后增压风机跳闸,旁路挡板开启。
原因分析:
风机跳闸后,现场检查增压风机轴承温度正常,电机轴承油位正常,端子箱外观无异常。进一步检查发现增压风机就地接线柜内风机侧振动2信号端子已损坏。经更换接线板后启动增压风机正常,FGD投入运行。
分析认为增压风机#2振动探头(风机侧)接线端子排老化,导致接线接触不良,误发振动高高信号。#2机脱硫增压风机“振动高高”保护误动作,引起增压风机跳闸,FGD撤出。
防范措施:
根椐机组检修计划安排,择机对一二三期脱硫系统重要辅机的重要保护测点端子排进行检查紧固,对不符合质量要求的端子排进行更换。对其他机组脱硫系统重要单点保护进行梳理优化。
监督意见:
检修中排查接线端子排老化情况,对明显老化的端子排尽早更换。
16. 20##年4月29日某厂一二期机组脱硫公用DCS系统#66柜内备用电缆发生火情引起石膏脱水系统SP跳闸
事件经过:
20##年4月29日8时35分,某厂一二期机组石膏脱水系统SP跳闸,同时发现真空脱水皮带机线圈温度、电机温度、石膏仓料位等参数显示坏值。脱硫公用电子室内检查发现脱硫公用DCS系统#66柜有烟冒出,打开#66柜门,可见备用电缆线头处已初发明火。用干粉灭火器对起火点喷射2次后,明火被消除。
原因分析:
检修人员对DCS系统#66柜进行检查,发现部分接线端子板损坏,致使部分模拟量信号失去。经强制相关信号,一二期脱硫公用系统恢复正常运行。
随后完成对受损的DCS端子板的更换,对损坏的电线整理,对受损的备用电缆头进行绝缘包扎处理,保证了脱硫公用系统的正常运行。
分析认为备用电缆接线不规范,且MCC开关质量存在问题。石膏浆液泵A开关触头变形引入220V电压到DCS柜。脱硫公用DCS系统#66柜内备用电缆老化或者绝缘破损引起明火。
防范措施:
(1)全面检查灰硫系统各MCC开关二次触头是否有变形情况,对发现问题的开关及时处理。在机组检修时对开关的二次触头进行检查,加大二次触头中380V电源触点和其他二次回路触头的距离。
(2)检查灰硫系统各电子室、电气室、各电气仪控中间接线柜备用电缆情况,排查备用电缆芯有无带电、接地等故障,对柜内有备用电缆头的进行绝缘包扎后浮空或接地处理,并加大备用电缆芯与柜顶的距离。对灰硫系统的控制电缆是否是阻燃电缆进行普查,并对灰硫所有的电缆封堵情况进行排查。
(3)对一二三期灰硫电子室、电气室内的火警烟探进行全面检查与测试,确保能正常工作。
(4)对于灰硫系统电子室的消防设施完备性进行检查,确定灭火设备是否可靠、合理,对存在不合理的情况进行改进。
17. 20##年4月30日某厂#1机组DCS系统10CKA13柜AG层左侧IM614卡件故障
事件经过:
20##年4月30日13时47分,某厂#1机组操作员站ASD发12AP13YDR.AG IM failure 报警。热控人员检查发现10CKA13柜AG层左侧IM614卡件故障,R灯不亮,F红灯常亮,右侧IM614卡件F绿灯常亮(说明该侧为主运行)。由于10CKA13柜主要控制协调系统、汽包水位、炉水泵及炉侧水系统相关电动门,若冗余IM614卡件同时故障,相应卡件输入输出信号失效,无法监视现场数据或是控制信号无法到达现场被控设备,严重可导致机组停机。召开专题会讨论制定更换方案,并在#2机组(机组未启)20CKA13柜模拟AG层左侧IM614卡件故障,在线更换,验证了更换方案的正确性。
20##年5月1日热控专业根据#1机组DCS系统10CKA13柜AG层左侧IM614卡件故障更换方案,成功更换故障IM614卡件。
原因分析:
IM614卡件长时间运行部件老化,导致功能性故障,需要把故障卡件送西门子厂家检测,待厂家回复后确定卡件故障原因。
防范措施:
针对部分设备元件存在老化趋势,做好故障台帐,摸索规律,同时将在今后的工作中加强巡检和检查。
18. 20##年7月10日某厂2B、4A循泵启动后跳闸
事件经过:
20##年7月10日某厂运行人员执行定期工作,2A循泵切至2B循泵、4B循泵切至4A循泵运行时,2B、4A循泵启动后即跳闸,DCS盘面无报警。
事故原因:
就地检查发现2B、4A循泵出口蝶阀启动过程中实际开启,但关反馈行程开关未脱开。
分析认为上半年较长时间持续阴雨天气,设备在阀门井坑内,潮气较大,工作环境差,行程开关拐臂转轴积污卡涩,转动不灵活;对季节性变化引起设备可靠性降低的风险分析预控不足。
防范措施:
1)根据行程开关工作特性,对拐臂转轴涂油保养。
2)根据季节性气候特点,调整设备定期检查试验维护周期。
19. 20##年6月3日某厂#9机组开机过程中BRAUN 转速表出现110%超速跳闸信号
事件过程:
20##年6月3日,某厂#9机组C修结束后的开机过程中发现三块BRAUN 转速表均出现110%超速跳闸信号(在ETS系统内实现三取二保护跳闸),对表计以及现场探头进行检查正常,要求电气对直流电源进行检测发现存在直流谐波信号。因热工侧无处理手段,故将BRAUN 表的超速信号进行了强制。但是在机组开始升速后该保护一直未动作,只是在汽机复归之前才会出现该现象。
原因分析及措施:
要求中试院配合对设备进行检查,检查发现存在以下问题并采取了相应的整改措施:
1)原表计内的扫描周期厂家说明书上为100ms,实际表计内未5ms。目前#9、#10机组所有表计扫描时间设置为50ms;
2)表计上标明内部短接的回路,实际上厂家未进行短接。目前将#9、#10机组都表计进行了短接;
3)因电气直流220V存在谐波,故#10机组将电源改接成了交流220VAC。#9机组的电源回路在机组C修时重新处理。
#9机组的三块BRAUN 转速表从机组正常并网后到目前为止未出现110%超速跳闸信号。
20. 20##年6月11日某厂#3机组3A小机由于自由端X方向振动大引起跳闸
事件经过:
20##年6月10日17时55时,浙能长兴3A小机“自由端X方向振动大”频繁发生报警,后自行复归。6月11日0时34分,机组负荷180MW,3A汽泵突然跳闸,电泵自启。
原因分析:
3A小机跳闸首出为小机轴承振动高高,历史曲线显示故障时#3A小机自由端轴承振动X方向突升至99.80um。检查发现#3A小机自由端轴承X方向振动探头前置器故障,更换前置器后正常。
防范措施:
更换故障前置器,检查其它前置器的运行情况。
21. 20##年6月12日某厂0B列制氢系统异常跳闸
事件经过:
20##年6月12日4点57,0B列制氢系统跳停, 最高槽压达到3.4MPa。检查0B列制氢系统氧分离器排空门画面显示打开状态,但就地阀门一直处于关闭状态。热控人员检查逻辑确认开阀指令已发出,就地查看继电器也已动作。后拆卸电磁阀线圈发现线圈阻值开路,更换新电磁阀线圈后该阀门动作正常。运行人员启动0B列制氢系统正常运行。
原因分析:
0B列制氢系统长周期运行,氢系统氧分离器排空门阀门动作频繁,电磁阀线圈老化,导致异常发生。同时热工专业日常工作中对电磁阀线圈老化评估不足。
防范措施:
更换电磁阀线圈,并作做好定期更换电磁阀台账。
22. 20##年6月19日某厂#1机组ASD发定冷水泵子环及闭冷水子环故障
事件经过:
20##年6月19日某厂#1机组ASD发出“定冷水泵子环及闭冷水子环故障”报警,1A定冷泵、1A闭冷泵、炉水泵事故冷却水泵联启。
原因分析:
热控人员查看逻辑,发现1A闭冷泵联启的原因为1B闭冷泵开反馈消失导致,同样1A定冷泵联启的原因为1B定冷泵开反馈消失。
查看反馈信号卡件为同一块卡件010CKA03柜BG067,由此判断可能是卡件故障导致反馈消失,导致备泵联启。分析认为卡件质量不好导致卡件故障。将故障卡件更换后,反馈信号正常,设备运行正常。
防范措施:
更换卡件,并作做好定期更换台账,同时对卡件进行检查评估。
23. 20##年6月19日某厂#8机组8A给煤机跳闸
20##年6月19日8时36分,某厂#8A磨煤机跳闸。检查发现由于#8A1、#8A2、#8A3、#8A4火检短时丢失引起,对ABB火检系统进行检查后无异常,初步原因判断为:因目前控制NOx排放量,缺氧燃烧;而且当时正在进行炉膛吹灰,故导致火检信号丢失。
24. 20##年6月20日某厂#3机组汽泵3A因跳闸电磁阀线圈损坏导致跳闸回路电源熔丝熔断后失电而跳闸
事件经过:
20##年6月20日9时25分,某厂运行人员发现#3机组报警盘发出“BOILER TURBINE RUNBACK”、“DC SYSTEM TROUBLE”、“BFPT3A TRIPPED”报警, #3、#4 GCB屏同时发出“115V DC SYS(A) TROUBLE/ 115V DC SYS(B) TROUBLE”报警,汽泵3A跳闸。
原因分析:
仪控人员检查发现汽泵3A的一个跳闸电磁阀线圈已损坏,导致跳闸回路因电源熔丝熔断而失电,进而引起汽泵3A跳闸。更换跳闸电磁阀后,汽泵3A于15时22分重新恢复运行。
正常运行时小机跳闸电磁阀得电,电磁阀阀体温度较高容易引起设备老化损坏。测量跳闸电磁阀线圈电阻只有10Ω,正常线圈电阻应该有130Ω左右。线圈电阻降低引起回路电源过流,跳闸电磁阀温度升高,造成连接电磁阀的电缆航空接头橡胶碳化。绝缘降低引起115VDC接地,电源熔丝熔断。
防范措施:
1) 用红外线温度检测仪检测二期小机跳闸电磁阀的电缆接头温度,发现异常及时处理。
2) 利用二期机组停机检修的机会,全面检查小机跳闸电磁阀线圈电阻和回路绝缘情况。
25. 20##年7月2日某厂5A一次风机振动高跳闸,机组RB动作
事件经过:
20##年7月2日某厂#5机组负荷290MW运行。5A/5B/5C/5D制粉系统运行,#5A/#5B送风机、引风机和一次风机正常运行。
9时5分#5A一次风机跳闸,首出为“风机振动高高”,机组RB动作。5A/5D制粉跳闸,目标负荷147MW,投油助燃,撤出AGC。经检查无异常情况后,#5A一次风机于10时15分启动,检查正常。在启动5A/5D制粉,投入#5机AGC后,机组恢复正常。
原因分析:
查看DCS的历史记录,9时5分58秒5A一次风机X11与X12的模拟量、振动高与高高信号均同时出现,延时3秒后5A一次风机跳闸。本次5A一次风机跳闸时,该风机的振动信号存在突变的情况可能是脱硝工程施工引起。
在#5机组脱硝工程施工前已办理相关手续,对送引风机及一次风机的振动保护进行强制退出。而在本次A修停机时热工专业对相关组态的比较结果进行整理,由于在机组启动前未对相关振动保护信号恢复强制,造成本次保护的误动作。
防范措施:
1) 检查恢复对#5炉送、引、一次风机振动信号的强制。
2) 在机组计划检修前后应对DCS的逻辑组态进行比较,并对相关信号的强制情况进行分析整理。
监督意见:
重视热工信号强制的日常检查梳理,在机组检修启动前逐项确认并记录。
26. 20##年7月3日某厂#4机组DCS系统40CKA13柜右侧IM614卡件故障,7月11日#4机组DCS系统40CKA03柜AG075卡件故障
事件经过:
20##年7月3日13时14分,某厂#4机组操作员站ASD发“AP13YDR.AG IM failure”报警。检查上位机发现有大量IM614故障报警,该报警时断时续。
20##年7月11日17时47分,#4机组大屏发STAT CL FAULT故障,4B定冷泵联启,4A定冷泵状态翻红,4A闭冷泵状态翻红,炉水泵事故冷却水泵状态翻红。40CKA03控制柜AG075等卡件闪烁故障。
原因分析:
7月3日热控人员现场检查发现40CKA13柜IM614卡件指示灯正常(左侧IM614卡件F绿灯常亮,为主运行,右侧IM614卡件R黄灯常亮,为从运行),诊断为右侧IM614卡件软件故障。40CKA13柜主要控制协调系统、汽包水位、炉水泵及炉侧水系统相关电动门,若两侧IM614卡件同时故障,相应卡件输入输出信号失效,无法监视现场数据或是控制信号无法到达现场被控设备,严重可导致机组停机。热控专业提交《#4机组DCS系统40CKA13柜右侧IM614卡件故障更换方案》,经审核批准后成功更换。
7月11日热控人员现场检查复位卡件后,各泵状态恢复正常。12日3时50分,大屏又发 STAT CL FAULT故障,4B定冷泵、4A定冷泵等相关设备联启。检查后AG075卡件再次故障,5时4分,更换4号机组10CKA03柜AG075卡件,相关设备恢复正常。
设备长期运行,内部电子元器件老化导致卡件工作不正常。对设备长时间的运行,部分零部件存在老化趋势评估不够。
防范措施:
1)更换相关故障卡件。
2)做好卡件故障台帐,积累故障处理经验,在今后的工作中加强巡检和检查。
27. 20##年7月14日某厂#5B一次风机跳闸
事故经过:
20##年7月14日某厂#5机组负荷约266MW,#5B、#5C、#5D、#5E制粉运行,13时51分40秒#5B一次风机跳闸,首出为一次风机出口挡板关闭,机组RB动作,#5D、5E制粉系统跳闸。
原因分析:
检查发现#5B一次风机出口门执行器内有积水,事故原因为执行器积水后引起关信号误发引起。
#5B一次风机出口门电动执行机构相关封堵工作未完善。从现场安装情况看,电缆保护管从执行器上方的电缆桥架引出,执行器内部的积水可能来自于电缆保护管接头或电缆桥架。在今年1月份因脱硝施工的需要,5A、5B一次风机的电动执行机构进行了移位工作,并相应更改了电缆的走向。而5B一次风机因电缆长度的原因,其电缆走由从地面往上方的执行器敷设改成由位于执行器上方的电缆桥架往下方的执行器敷设,执行器移位工作完成后没有在电缆桥架侧进行封堵处理,从而桥架处长期进水后导致执行机构积水。
防范措施:
1)检查一次风机出口门执行器并做好防进水措施。
2)根据现场情况,对4A、4B、5A、5B一次风机出口门电动头进行检查,盖好防雨罩。
3)对其他设备易进水的电缆保护管接头进行密封处理,并在电缆桥架处进行封堵。
28. 20##年7月18日某厂#2机组电除尘多电场短时间内陆续跳闸
事件过程:
20##年7月18日8时35分#2机组电除尘系统2A15、2A24、2B15跳闸。热控人员就地上位机检查电场停运报警为二次电压低。查看#2机组其他电场参数,发现除1电场外,2、3、4、5电场多数二次脉冲电压均在25KV左右,二次脉冲电流超过最大值1400mA。高压控制柜中测量就地送来的二次电压信号均比正常的低,为1.8V左右(正常为3.8V左右),到PC段检查发现,6个PC段控制屏上均无电流显示。
原因分析:
在上位机上发出连续振打信号,之后调整充电比,由1:25;1:21等较小充电比向大调整,加大除尘频率,二次电压峰值立刻上升,二次脉冲电流立刻下降。30分钟左右电场参数恢复正常状态。
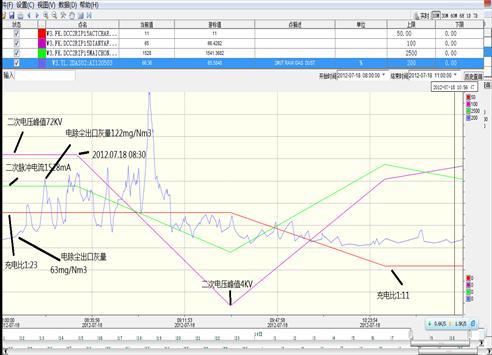
图1 电除尘系统的参数曲线
改变充电比后二次电压,二次电流,粉尘发生变化。
跳闸发生后,立刻联系北京信实德电气设备有限公司,公司技术人员于7月21日到达我厂,对现场的电源控制设备进行了检查:
1)检查发现控制器运行正常,参数设置和参数显示正常;
2)整流变压器二次采样公共端接地、整流变外壳接地、配电间高压控制柜与地排接地均正常。
信实德公司技术人员结合前面的检查和发生跳闸时的SIS曲线分析,引起整体跳机的主要原因有以下两点:
1)二次电压低跳闸多数是电场内灰尘多或本体故障引起。
2)来自外界的干扰,造成控制器突然检测不到二次电压信号,出现二次电压低跳闸。
分析认为如果是由于灰量增大出现灰短路,一般会是一个渐进过程,不大可能会突然间十几个电场同时短路,所以灰短路或本体故障这个原因应该可以排除。
来自外界的干扰,而要想找到外界的干扰只有在设备发生故障的瞬间才可以从示波器中的波形看到。控制系统对可控硅的触发控制和计算过程中有一个重要采样量,就是过“零”点的同步,当外界存在严重干扰时控制器可控硅的触发控制和导通面积的计算会出现很大偏差,导通角锁死、电流、电压的波动,也会引起控制器跳闸现象的发生。EPMAX-Ⅲ 工频控制器由于电控设备控制理论及硬件设计较早,抗干扰能力较弱。该厂遇到的问题曾经在沧州黄骅电厂、长春热电厂、大唐盘山电厂都遇到过类似问题,其中黄骅电厂非常明显,从电源波形看存在一些干扰问题,EPMAX在这种干扰下工作就有些不正常,必需要找到干扰源,才能找到解决办法。
为了能够使电场运行更加稳定做了两方面的措施:
1)对控制参数方面调整了火花灵敏度,使设备采集火花更加灵敏,从而更好的控制二次电压和二次电流。
2)在其中一台高压柜的一次电源进线上增加了示波器,对发生异常时进行记录,方便在问题发生时记录波形情况,分析原因。
整改及预控措施
1) 将目前使用的EPMAX-Ⅲ 工频控制器进行型号升级,提升设备性能,特别是抗干扰能力。
2) 考虑结合技改,将工频控制器供电方式进行改造,不再从电除尘高压控制柜内部取供电电源,而是从除灰MCC段抽屉柜中单独取供电电源,防止电源谐波干扰。
29. 20##年7月27日某厂#5/#6机组的参数曲线出现断点
事件经过:
20##年7月27日13时35分某厂#5/#6机发电机有功、真空、煤量、风量、风机动叶、给水流量和AGC指令等参数曲线出现断点。
原因分析:
热控专业检查发现DCS系统两台GPS时钟时间不一致,左侧GPS时钟跳到20##年6月7日7时0分。分析认为DCS系统两台GPS时钟时间不一致,导致服务器历史趋势进程无法区分两个时间而出现断点。
将左侧GPS时钟断开网络连接后进行重启,等待两台GPS时钟时间同步后,将左侧GPS时钟网络连接接入。20##年7月27日14时15分曲线恢复正常。
目前DCS系统的两个GPS时钟分别连接路由器,没有主从之分,两台时钟时间不一致,会使服务器时间冲突。
防范措施:
1)将左侧GPS时钟断开网络连接,重新启动对时。
2)定期检查GPS时钟天线。
30. 20##年8月10日某厂#5机组AP526控制器单侧同步卡故障
事件经过:
20##年8月10日12时35 分,某厂#5机组AP526控制器故障报警,就地检查确认AP526控制器右侧同步卡1故障,导致同侧控制器停运。
原因分析:
按照AP控制器异常处理预案,运行对该控制器控制重要设备隔离完毕,故障同步卡更换完毕后控制器重启,自动同步成功,AP526控制器恢复正常。
经分析认为电子元件老化,AP526控制器右侧同步卡故障,造成右侧控制器无法与左侧控制器实时同步(左为主),所以右侧控制器故障。
防范措施:
1)更换同步卡模块。
31. 20##年8月3日某厂辅控网#3/#4炉输灰系统上位机死机
事件经过:
20##年8 月3日4时45分,某厂#3/#4气力除灰系统PLC及其电脑电源丢失,就地检查电源确认双路电源供电正常,但是各分路电源的母排总电源空开(MCB5)断开,再次检查各分路空开发现二期至一期工业废水流量计空开(MCB23)断开。
拆卸并用万用表测量该电源线确认未有接地和线间短路情况下,分别合上开关,34号气力除灰系统电源正常,PLC及其电脑运行正常。
20##年8月3日10时再次出现#3/#4气力除灰系统PLC及其电脑电源丢失。热工人员就地检查确认各分路电源的母排总电源空开(MCB5)断开,二期至一期工业废水流量计空开(MCB23)断开。通过摇绝缘测试发现二期至一期工业废水流量计电源线绝缘电阻为0.2兆欧。将绝缘不好的电源线更换为备用芯后,合上两个空开(MCB5、MCB23),PLC及其电脑运行正常。
原因分析:
二期至一期工业废水流量计长期运行,对电源线绝缘性能不良未能掌握。导致二期至一期工业废水流量计空开(MCB23)断开,各分路电源的母排总电源空开(MCB5)断开,辅控网34号炉输灰系统PLC及其上位机失电。
防范措施:
1)及时将绝缘性能不好的电源线更换为备用芯。
2)加强日常巡检,分析和掌握电源线绝缘性能变化情况,在今后大小修中制定检查和检修项目。
32. 20##年8月13日某厂二期网控IG541消防系统误喷
事件过程:
20##年8月13日9时50分, 热工人员处理二期网控室IG-541气体灭火控制盘故障报警缺陷(MIS系统缺陷)。工作人员首先检查控制盘信号输入通道 #1~#4线路(两路烟感、两路温感)接线线路有无松动,然后进行逐一拆线检查,在检查完毕恢复IN#3、IN#4接线时,IG541喷射启动钢瓶电磁阀动作,继而导致二期网控区域IG541消防系统动作喷射。
原因分析:
事后在消防主机上的报警信息栏里查得20##年8月13日上午10点47秒时二期网控室消防火灾报警,20##年8月13日上午10点52秒时二期网控室灭火系统动作。从报警到动作整个过程仅为5秒(包括数据采集时间)。分析原因有:
1)在处理类缺陷时,没有做好防误动措施,(断开IG541喷射启动钢瓶电磁阀线圈引线);
2)由于该系统图纸不全,工作人员在检查消缺过程中只是按照IG-541气体灭火控制盘故障报警仪内部印刷电路板底板标识进行检查判断,而印刷电路板底板标识IN#3、IN#4实际是终端输出端子,工作人员将此端子作为输入端子对待,因在拆接输入电缆引线时没有考虑到会引起IG541消防系统误喷;
3) IG-541气体灭火控制盘故障报警仪内部接线端子由于空间关系,布置相当紧凑、间隔很小,加上信号电缆采用的是多股软线,怀疑可能是多股软线毛刺与相临接线误碰导致火灾报警输出,最终导致二期网控区域IG541消防系统误喷。
下图为现场IG-541气体灭火控制盘故障报警仪内部接线图。



图1 IG-541气体灭火控制盘故障报警仪内部接线图
防范措施
1)今后在处理此类缺陷时,首先做好防误动措施,断开IG541喷射启动钢瓶电磁阀线圈引线或采用机械闭锁装置确保系统不会误动。
2)本次事件从报警到动作整个过程仅为5秒(包括数据采集时间),后与厂家技术人员沟通后得知二期网控IG541控制系统为其前期产品,系统内部主板设置动作延时环节为5秒,目前使用的新产品系统内部主板设置动作延时环节为30秒(三期所采用的IG541装置与二期网控为同一公司产品,主机系统内部设置动作延时环节为30秒),动作延时环节的延长,可以使就地工作人员在发现保护条件误发后,通过紧急停止按钮来闭锁IG541的动作。在接下来考虑的主板采购及更换过程中应考虑更新为新型主板。
3) 加强检修维护人员培训工作,尽可能多的了解和掌握消防设备系统功能,增强安全防范意识。
4) 在使用多股软线场合,特别是接线端子间间隙小的地方在接线时一定要做好防止接线电缆产生毛刺的措施,制作软线端子,防止电缆相邻接线误碰导致设备误动情况发生。并完善接线端子上的标识 (方向套)。
5) 举一反三对全厂消防报警系统进行一次全面的检查,具体内容包括:各个辅助区域的消防保护投入情况;图纸和现场设备、接线端子的核查;对于多股线制作软线端子等。
33. 20##年8月20日某厂#1A汽泵跳闸RB动作
事件经过:
20##年8月20日14时28分,某厂#1A汽泵跳闸,首出原因为密封水差压低和密封水温度高,RB动作正常,联跳#1E磨煤机,电泵自启正常,运行调整机组参数正常后负荷稳定在190MW。
原因分析:
经查发现由于备用凝泵试转时密封水压力偏高导致#1A汽泵密封水差压变送器超量程变坏值引起调门关小,造成#1A汽泵密封水差压调节阀自动退出且在全关位置。
防范措施:
1) 将#1机组A/B小机汽泵密封水差压变送器(PdT16303、PdT16403)量程从0-200kPa修改至0-300kPa,
2) #2机组小机密封水差压变送器因量程选型偏小无法更改,计划20##年检修间更换变送器。
34. 20##年9月26日某厂#5/#6脱硫DCS系统服务器硬盘故障
事件经过:
20##年9月26日9时56分,某厂脱硫DCS系统上位机画面翻红,运行失去监视。
原因分析:
热控人员检查服务器进入自动重启阶段,电子间各AP控制器工作正常。办理工作票后开启#5/#6机组脱硫旁路挡板,重启服务器。12时45分运行人员登录T3000界面,#5/#6机组脱硫系统监视,操作正常。更换新硬盘在上层服务器进行同步,无法完全同步。检查脱服务器ring_buffer文件,确认下层硬盘(在线)存在坏道,导致上层硬盘(备用)无法完全同步。
目前服务器进入自动重启的初步原因经与西门子公司沟通后确认为:上层硬盘(冗余)故障,下层硬盘(在线)存在坏道,下层硬盘读取或写入坏道处数据时出现错误,向上层硬盘切换时不成功,系统进入自动关机程序,上位机失去监视。
电厂热控专业将相关信息反馈至南京西门子公司,待进一步分析。
防范措施:
统大修的设备目前仍然#5机组调停后更换新的脱硫服务器硬盘,并重新进行硬盘同步。
35. 20##年10月7日某厂1A给煤机跳闸(设备异常未考核)
事件经过
20##年10月7日,某厂#1机组负荷218 MW,#1A、#1C、#1D磨煤机运行,总燃料量93.2 t/h,汽包水位-31.08mm。13点58分22秒,#1A给煤机跳闸,总燃料量跌至92t/h(之后回至75t/h),汽包水位最低至-72.3mm;运行人员将#1A给煤机切至就地控制,就地启动后再次跳闸。14点03分57秒,机组负荷降至178 MW,运行人员停运#1A磨煤机。
原因分析
查看历史数据发现#1A给煤机第一次跳闸前,转速突升,由683.9 rpm/min突升至1398 rpm/min,而且后面几次给煤机跳闸前均有转速突升现象。根据给煤机故障代码显示判断跳闸原因为转速信号异常。热工人员检查电机尾部转速探头,发现电机尾部罩壳及转速探头支架有松动,且转速探头前端有积灰,清理积灰并重新调整探头位置,就地启动#1A给煤机,运行正常。
防范措施
1)对给煤机转速探头的检查及积灰清理,并日常加强转速探头安装支架螺栓松紧的观察。
2)做好给煤机系统日常巡检工作。
36. 20##年10月14日某厂#4机#2瓦X方向振动探头跳变
事件经过:
10月14日14时08分,某厂#4机组TSI系统NOT OK报警。热控人员随即检查历史曲线,发现为#2瓦X方向振动跳变至零,持续时间约10秒,后恢复正常。
原因分析:
现场检查发现此时有人在#2/#3瓦探头处工作。为了防止再次发生跳变,14时35分,申请退出主机2瓦X相振动保护,对#2瓦探头及延伸电缆进行检查。最后发现探头与延伸电缆接头有松动,接头经紧固后再无跳变现象。17时54分投入#2瓦X方向振动保护。
振动探头与延伸电缆接头未牢固连接,未充分考虑到外力触碰情况。受到外力触碰后瞬间接触不良,卡件检测不到探头信号,认为探头断线,显示值为零。卡件再次检测到探头信号时,几秒后便自动恢复正常。
防范措施:
1)检查其它振动探头的历史曲线,发现振动探头与延伸电缆接头未牢固连接的立即处理。
2)对容易被误碰踩踏的振动探头电缆检查,电缆绑扎牢固,做好防触碰或踩踏措施。
37. 20##年10月20日某厂#5机组#5炉50CBA18/AD004卡件故障
事件经过:
20##年10月20日6时17分,某厂5A送风机出口挡板A发故障报警,6时19分5A空预器出口热二次风挡板A发故障报警,同时5A送风机液压油站电加热器自启并发故障报警。立即撤出AGC后,稳定总风量,并撤出5A送风机动叶自动。观察炉膛负压及总风量无大波动。判断AP517故障,热控人员确认为50CBA18/AD004卡件故障,需更换。将卡件上相关挡板切至就地,更换卡件后,逐步恢复正常方式。7时44分投入5A送风机动叶自动,投入机组AGC。
原因分析:
DCS卡件作为电子元器件,长期运行后存在老化的可能,但西门子DO卡件(50CBA18/AD004卡件)已经是第3次发生类似故障。具体原因待卡件寄回厂家进行检查分析。
防范措施:
更换卡件。
38. 20##年11月11日某厂#4炉水冷壁管严重超温
事件过程:
20##年11月11日23时55分,某厂#4机组负荷178MW,启动#4A制粉系统,煤量逐步升至30t/h,总煤量90t/h。准备开始转干态(负荷213MW)。此前#4A汽泵已并入,给水系统投入自动,和#4C电泵并列运行。#4炉开始转干态,逐步减少给水量,314阀关小至0开度。
0时15分,#4炉分离器储水箱水位至零导致炉水循环泵跳闸。
0时30分,发现过热度上升,立即减少给煤量(107t/h减至100t/h),同时给水偏置从100t/h加至500t/h,给水流量最高至1000t/h以上,壁温仍未下降。
0时35分,手动拉停#4A磨煤机,总煤量从107t/h降至68t/h。壁温下降。
0时45分13秒下降至321.7℃,贮水箱有水位后,重新启动锅炉循环泵。
期间螺旋管壁温T24测点0时38分达到最高值583℃,超过报警值持续时间8分钟。
原因分析:
#4机组给水流量测点1仪表三阀组处管路泄漏,造成给水流量测点1跳变,给水流量指示值由于“三选中”自动从流量测点2切换到测点3(即显示值由654t/h,跳至780t/h),给水流量指示值突升126t/h,当时给水流量投在煤水比自动,实际给水量自动下减,使锅炉煤水比失调,是造成本次严重超温的原因之一。
当时#4炉正处转干态期间,操作员在发现贮水箱水位快速下降锅炉循环泵跳闸后,以为是转干态了,后发现壁温快速上升才手动干预,在判断和干预上不够及时,是本次严重超温的另一原因。
防范措施:
1)修改集控运行规程,将锅炉转干态负荷点由200MW提高到280MW,使锅炉转干态时有较高的水冷壁流量,避免水冷壁在转干态过程中超温,提高锅炉转干态的安全性。
2)机组启动升温升压过程中加强就地相关重要仪表的巡视工作,重点安排检查主给水流量、贮水箱水位等测点。
39. 20##年11月16日某厂2C层火检电源空气开关故障引起该层火检信号同时失去,导致磨煤机2C跳闸
事件经过:
20##年11月16日22时53分,某厂#2机组负荷402MW,运行人员发现磨煤机2C跳闸,首出原因“BOTH BURNER GROUP 2/3 NO FLAME”。
原因分析:
就地检查给煤机及磨煤机本体无异常,DCS画面“BURNER ROW E/C/D”有“FLM C TRB ”报警。仪控人员至电子室火检检测柜检查发现2C磨6个火检MFD智能单元失电。进一步检查柜内该层火检电源空气开关,发现处于合闸状态,用万用表测量其进线端有220VAC电压而出线端无电压输出,确定为该电源开关已故障。
11月17日09时50分 ,经强制#2机组火检保护信号后更换了C层火检智能单元的电源空气开关,C层火检MFD智能单元恢复检测,DCS画面2007中“FLM C TRB ”报警复归,2C磨恢复备用。
2C层火检电源空气开关因老化引起故障,引起该层火检信号同时失去,导致磨煤机2C跳闸。暴露了对火检电源空气开关维护力度不足。
防范措施:
1)对2C层火检电源空气开关进行更换。
2)更换同批次的电源空气开关。
40. 20##年11月18日某厂#6机组DCS系统60CBA19柜AD层通讯故障
事件经过:
20##年11月18日4时34分,某厂运行人员发现6B引风机电机前、后轴承温度、6B引风机轴承温度及部分电机线圈温度突增8℃,之后出现多次跳变,速率保护动作报警。
热工人员现场检查发现跳变的温度点共7个,均在60CBA19柜AD08卡件内,强制退出6B引风机及电机轴承温度保护。办理工作票,准备进行60CBA19柜AD08卡件的更换。10时45分B侧送、引风机本体画面多个测点变坏点,同时6B引风机指令与反馈逐渐变大,撤出6B引风机静叶自动,撤出机组AGC。11时20分按照预案做好相关措施后更换AD08卡件,重启通讯卡件IM153后,60CBA19柜运行正常。
原因分析:
#6机组DCS卡件60CBA19柜AD08卡件长期运行后存在老化的可能,更换60CBA19柜AD08卡件时接触不良导致IM153卡件停运。
防范措施:
1)定期巡检,发现异常及时更换卡件;
2)卡件更换前做好风险预控,操作过程规范。
41. 20##年11月19日某厂#1机组1A引风机RB动作。(非考核)
事件经过:
20##年11月19日21点31分,某厂1A引风机#3轴承温度快速升高,1A引风机轴承振动值增大且波动。21点42分轴承温度高于95℃,1A引风机保护动作跳闸。
原因分析:
隔绝引风机进行检查,发现1A引风机中心筒底部腐蚀磨损严重,有近半平米的面积与风机出口烟道相通。
试启1A引风机后监听轴承异音较大,有明显的金属刮蹭声音,确定为轴承损坏,热工保护正常动作。分析由于轴承已运行6年,磨损老化后在运行中失效损坏。
防范措施:
加强引风机日常点检,严格按引风机标准要求执行定期工作。
42. 20##年11月23日某厂#1机组TV2异常关闭造成负荷突降。(未考核)
事件经过:
20##年11月23日15时33分35秒负荷599MW,汽压24.3MPa运行。15时33分59秒负荷突降至461.5MW,主汽压力上升至27.2MPa。
原因分析:
经检查发现主汽门TV2关闭,TV2的LVDT连杆固定螺母处断开。该LVDT作为控制信号(另一支VDT作为备用信号),阀杆振动引起位置反馈信号由100.03%上升至100.3%,与阀位指令出现偏差,造成TV2阀门HSS03控制卡输出变化,TV2逐渐关闭,负荷下降。
分析认为LVDT连杆固定端位置与连杆不在一个平面上,持续振动造成连杆断裂。


图1 主汽门TV2的LVDT连杆断裂部位
防范措施:
1)加强检修后LVDT装置的安装检查;
2)考虑调研分析LVDT安装固定方式的改进方法。
43. 20##年11月23日某厂#2机组炉膛压力两个变送器相继出现故障并显示正值,引起炉膛压力控制异常
事件经过:
20##年11月23日3时0分,某厂#2机组负荷326MW,运行人员发现炉膛负压测点PT-761故障显示正值,最高至1.22kPa(当时炉膛负压调节采取三取中策略,对炉膛负压调整并无影响),加强对炉膛负压监视。3时26分,炉膛负压测点PT-763也故障并显示正值,用作调节的炉膛负压值(PT-763)持续上升,最高至+0.93kPa。运行人员迅速将机组撤至BASE方式,将送风机调节方式撤至手动后,炉膛负压显示值为+0.78kPa,而实际值PT-762为-0.6kPa,备用盘上炉压低硬报警,引风机转速调节增闭锁动作。运行人员将炉膛负压测点切至正常的PT-762调节后,引风机转速调整闭锁解除,炉压缓慢恢复正常,“炉膛压力低”报警复归,#2机组炉膛负压的三个测点后来自行恢复正常。
原因分析:
根据炉膛负压控制逻辑,当时3个炉膛压力变送器测点为三取中方式,当PT-761故障显示增大时,调节信号取值为其他2个正常测点的其中一个中间值,所以炉膛负压调整无影响。当PT-763随后也故障显示增大时,调节信号就取值为正值第二高的PT-763,引起控制系统误认为炉膛负压高而引风机转速持续增大(实际当时PT-762显示为负正常),导致炉膛压力实际低硬报警,进而触发引风机转速调节增闭锁正确动作。
#2炉炉膛变送器已运行20年,设备存在老化现象,再加上雨天仪表箱潮气较重,加剧了变送器性能不稳定,导致变送器输出异常。
防范措施:
1)更换炉膛压力变送器,并把仪表箱移位。
2)将炉膛压力变送器PT-761、PT-763的端子线改为直接相连并绝缘处理。
44. 20##年12月2日某厂4A汽泵跳闸,机组RB动作(非考核)
事件过程:
20##年12月2日16时36分浙能乐清#4机组负荷576MW,主汽压21.6MPa,主汽温598℃,主给水流量1622t/h,燃料量204t/h。4A汽泵跳闸,机组RB动作,4D/4F制粉系统跳闸,一次调频退出。
原因分析:
检查发现4A汽泵进口压力信号变送器故障(单点),引起汽泵进口压力与除氧器压力(三取中)之差信号减小,汽泵跳闸。
防范措施:
更换故障的变送器。
监督意见:
加强对主要设备单点保护条件的检查,考虑通过坏值剔除、延时或者增加测点的方式提高保护的可靠性。
45. 20##年12月11日某厂#4机组4D磨跳闸,机组RB动作
事件过程:
20##年12月11日#4机组负荷300MW,4A/4B/4C/4D制粉运行。4D制粉一次风量64t/h,煤量30t/h,14时21分4D给煤机/磨煤机跳闸,机组RB,负荷指令230MW。
原因分析:
从事件记录上看,引起#4D磨煤机跳闸的原因为磨煤机出口门关闭。在磨煤机出口门关闭的过程中,4D磨煤机一次风量逐渐降低,降低至小于40t/h时,给煤机延时30秒跳闸。
磨煤机出口门关闭的原因不明确,可能原因包括:DCS输出卡件故障、DCS端子板继电器故障、磨煤机出口门电磁阀故障、仪用气漏气等。
16时45分热工吹扫#4D制粉一次风量测点后,启动#4D制粉。
暴露问题:
1、#4D磨煤机出口门关闭回路故障。
2、#4D给煤机皮带无煤信号首出逻辑连接错误。
防范措施:
1)检查紧固4D磨煤机出口门电磁阀及仪用气系统,确保电磁阀动作正常。
2) 检查测试4D磨煤机出口门关闭DCS输出指令,包括DCS输出卡件和继电器等。
46. 20##年12月18日某厂4A汽泵跳闸保护动作,机组RB动作
事件过程:
20##年12月18日04时01分某厂#4机组负荷388MW,主汽压14.7MPa,主给水流量1013t/h。4A汽泵传动端径向轴承温度快速上升,1分钟后#4机组4A汽泵跳闸,首出为4A汽泵传动端径向轴承温度高。触发RB动作,一次调频退出,#4FGD烟气旁路挡板快开,负荷降至330MW。
原因分析:
测点逐步磨损断线引起4A汽泵传动端径向轴承温度失准,此时温度速率限制未起作用。
防范措施:
将该点温度高跳小机保护逻辑强制退出,待有停泵机会时更换。
47. 20##年12月20日某厂#5机组DCS服务器电源模块故障引起上层服务器停运
事件过程:
20##年12月20日 08时40分,热控班员在巡检时发现#5机组DCS上层服务器所有状态指示灯熄灭。
原因分析:
检查供电电压为220V正常,判断故障为服务器内部电源模块故障,导致服务器停运。11时50分做好隔离措施后更换上层服务器,12时20分更换完上层服务器,启动正常,上下层硬盘开始同步,故障处理结束。
分析认为服务器使用将近4年时间,电源模块长时间运行老化导致DCS上层服务器电源模块故障,引起上层服务器停运。
防范措施:
更换电源模块;定期检查,及时发现问题及时解决。
48. 20##年3月20日某厂#8机组给煤机B、F、D跳闸
事件过程:
20##年3月20日,#8机组AGC运行方式,制粉系统B、C、D、E、F运行。给煤机B、F、D跳闸。19时38分,380V锅炉8B段接地瞬时报警;19时54分,#8机组给煤机B、F、D跳闸,机组燃料RB动作,手动投入AB、CD、EF层油枪。
20##年3月21日18时40分, #8机组380V锅炉8B段出现瞬间接地报警,20时17分,8号机组给煤机D跳闸,RB动作,手动投运CD层油枪。20时30分,8号炉给煤机B跳闸,RB动作,手动投运AB、EF层油枪。
原因分析:
#8机组给煤机跳闸后进行了现场的检查和确认,给煤机控制器本身无异常,而变频器上均有接地故障报警;
本次380V锅炉8B段接地点为8号炉灰渣MCC段母线上“干渣机区域照明箱”负荷。由于#8机380V锅炉段为小电流接地系统,不应接入照明等三相不平衡负载,容易引起母线接地;
确认该变频器(ABB ACS510-01)在给煤机整套装置出厂时没有严格按照接地要求进行设计安装, ABB变频器安装要求:《ACS510-01 变频器 (1.1~110 kW) 用户手册》P15页“ 警告!对于浮地电网、高阻接地电网或非对称接地电网,需要拆下内部 RFI 滤波器上的接地螺钉 EM1 和 EM3 。”;
厂家在安装调试时没有将这两颗接地螺钉拆除,导致接地方式不正确,同时未将接地故障(EARTH FALULT)保护进行屏蔽,当变频器电源系统中出现接地的情况时,由于变频器接地方式错误,导致滤波器与接地故障保护回路互相干扰,最终引发接地故障(EARTH FALULT)保护动作,变频器发出接地报警;经过咨询给煤机配套厂家以及ABB工程师后,确认了以上原因,并得知江苏泰州电厂曾经发生过相同问题。
防范措施:
1)将三期给煤机变频器的故障功能中的接地故障(EARTH FALULT)保护取消,同时检查一、二期给煤机变频器的相应故障功能,对存在的问题予以改进;
2)严格按照给煤机变频器用户手册要求对三期给煤机变频器(ABB ACS510-01)中的内部滤波器接地螺钉EM1和EM3拆除;
3)将#8炉灰渣MCC段母线上“干渣机区域照明箱”负荷移至#8机380V照明段。