附表1 生 产 一 致 性 控 制 计 划 (COP试验和检查)
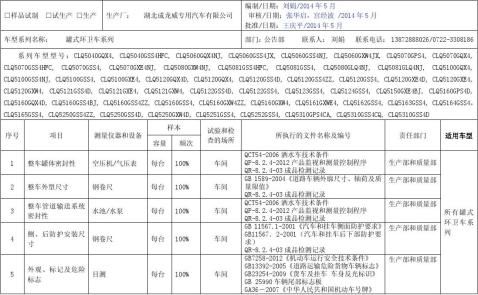

2. 适用的专用车型名称按照GB/T 17350-2009标准中规范名称填写。
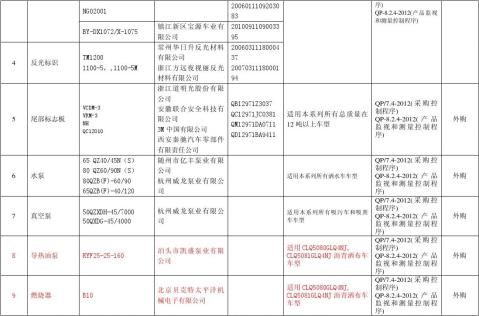
生 产 一 致 性 控 制 计 划 表(关键外购零部件及材料)
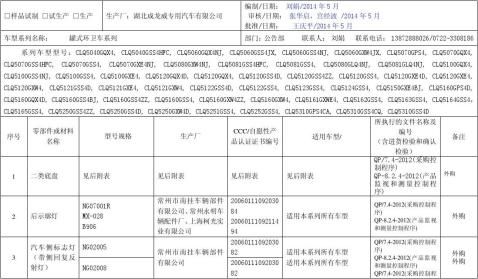

注:1. 凡列入CCC目录的零部件均应列为关键件,其余部件及材料应根据中心要求并结合本企业自身产品情况确定;关键零部件须注明型号(牌号)、
规格及生产厂名称。当关键零部件和材料及其生产厂发生变化时,企业才向中心提交变更申请。
2 “适用车型”可根据产品情况填写“仅适用”或“仅不适用”车型;适用的专用车型名称按照GB/T 17350-2009标准中规范名称填写。
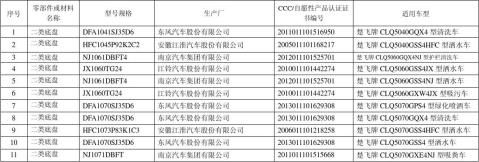
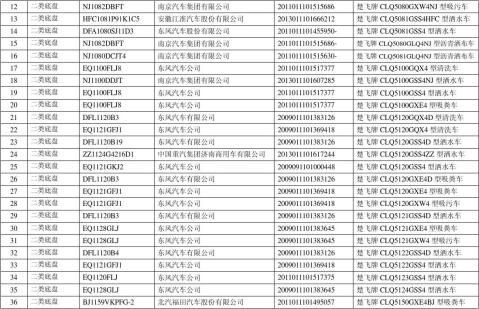
外购底盘清单:

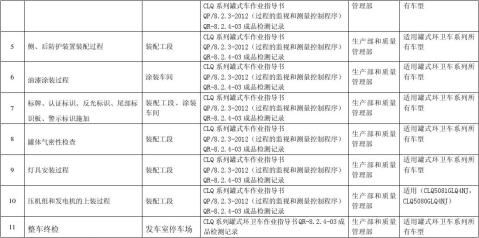
生 产 一 致 性 控 制 计 划 表(关键生产/装配/检验过程)

注:CLQ5040GQX4, CLQ5040GSS4HFC, CLQ5060GQX4NJ, CLQ5060GSS4JX, CLQ5060GSS4NJ, CLQ5060GXW4JX, CLQ5070GPS4, CLQ5070GQX4, CLQ5070GSS4HFC, CLQ5070GSS4, CLQ5070GXE4NJ, CLQ5080GXW4NJ, CLQ5081GSS4HFC, CLQ5081GSS4, CLQ5080GLQ4NJ, CLQ5081GLQ4NJ, CLQ5100GQX4, CLQ5100GSS4NJ, CLQ5100GSS4, CLQ5100GXE4, CLQ5120GQX4D, CLQ5120GQX4, CLQ5120GSS4D, CLQ5120GSS4ZZ, CLQ5120GSS4, CLQ5120GXE4D, CLQ5120GXE4, CLQ5120GXW4, CLQ5121GSS4D, CLQ5121GXE4, CLQ5121GXW4, CLQ5122GSS4D, CLQ5122GSS4, CLQ5123GSS4, CLQ5124GSS4, CLQ5150GXE4BJ, CLQ5160GPS4D, CLQ5160GQX4D, CLQ5160GSS4BJ, CLQ5160GSS4ZZ, CLQ5160GSS4, CLQ5160GXW4ZZ, CLQ5160GXW4, CLQ5161GXWE4, CLQ5162GSS4, CLQ5163GSS4, CLQ5164GSS4,CLQ5165GSS4, CLQ5250GSS4ZZ, CLQ5250GSS4D, CLQ5250GXW4D, CLQ5251GSS4, CLQ5252GSS4, CLQ5310GPS4CA, CLQ5310GSS4CQ, CLQ5310GSS4D
第二篇:20xx生产计划总结
生产计划20xx年总结
时光飞逝,转眼间20xx年就在我们忙碌而充实的工作中留在了背后。这一年虽然没有什么轰轰烈烈的成绩,但也算是经历了一段不平凡的考验与磨砺。
在这辞旧迎新之际,我们生产计划部门将深刻地针对本部门下半年的工作、得与失作出细致的总结,同时祈愿公司明年会更好。
今年x月本人顺利完成同新计划员张天的交接工作,并积极协助、指导其日常工作,使生产计划在人员变动较大的情况下,实现平稳过渡。
在此期间建立了订单接收信息收纳表,并每天及时进行维护确认,确保数据系统性和完整性。彻底杜绝漏单及遗忘现象。
结合技术提供的数据以及听取制造部各车间反映的意见及数据,通过不断的修正,建立了更加准确合理的日计划,大大减少作业员,工作时间太松太紧的状况。并在下发计划前,同各部门负责人进行计划合理性确认,无异议后下发,使生产计划更加均衡合理。
通过工时、工艺修改台帐、车间反馈等方式,要求技术部及时维护部品资料信息,发现工序、工艺、工时等错误及时纠正。不断改善部品中存在的问题,大大减少了公司现在产品中的问题,如模具问题、工时、工序、工艺问题、可合并制造性问题、提高了直通率。
对新客户产品方面,在试制过程中我们将工时、工艺,产品特点及问题点进行了汇总及统计分析,为技术部提供了有价值的参考数据,而这些数据将更符合我们实际运作,以及成本核算。
20xx年x月末,赵总提出要做好生产计划﹐必须做好物料控制。按照赵
总指示,将采购纳入生产计划,并将采购计划放在计划第一位。我们通过建立采购计划、制定合理的物料请购日期、重点跟进不易采购的、及易延误交期的
物料、及时有效的推动物流部门及时供应,大大提高了物料的及时齐套率。此计划的实施取得很大突破,停工待料及因为无原材料而影响纳期、JIT现象彻底杜绝。
11月份斯频德部品扫尾工程,亲自到车间进行清点,并逐步进行消化,将车间剩余半成品及剩余原材料彻底消耗掉,为公司减少了损失。
11月末计划员张天因个人原因提出辞职,对身兼两职的我来说又是一个极大的考验,在上级领导和统计员于梅的支持与帮助,以及各部门长的配合下,通过自身的努力,较好地完成了本职工作。
12月x日我们要求品质、物流每日下午3点参加制造生产计划会,扩大沟通联络范围及信息收集渠道。并通过建立东芝、三菱半成品台账、统筹所有外协部品之进出。将制造、物流、品质有效的结合起来,收到很好的效果。
但是在工作中也有很多不足,对生产计划统筹做得还不够细致,日常数据维护不到位,对生产进度的追踪不及时,生产计划完成情况,欠品情况,缺少用数据、图表进行汇总分析,处理异常状况缓慢等等。
总结一年来的工作,虽然自己在主观上千方百计、一心一意想把工作做的更好,但由于工作千头万绪,有的时候难免会出现一点急躁情绪,感染到周围的人。借此机会向在工作中发生过摩擦的、不愉快的各位同事,真心的说声 对不起。希望在20xx年的工作中,我们能够互帮、互助,更加团结,每天都有好的心情。
总结20xx年的经验及教训,对20xx年全年工作进行辅排,20xx年上半年我们生产计划部门将会从以下8个方面展开工作:
1、在20xx年下半年采购计划实施比较顺利的基础上,20xx年上半年争取做到采购计划的准确率、涵盖率、兑现率达95%以上,计划的领用率达到98%
以上。
2、加强材料使用的跟踪管理,参照局域网钢板库存,及时与库房赵爱丽沟通确认,杜绝发生物料积压、流失和浪费现象。对采购入料到生产制造及出货要做到即時刚好﹐才不会造成空间的积压﹐更不会使资金造成紧张。
3、严格控制库存,对现有部品进行分类,针对产品加工难、总出现不良等现状,设定安全库存。降低库存风险,减少仓库空间积压。
4、提高纳期达成率,保证产品交付日期。20xx年,我们生产计划部门制定的目标为:三洋冷链部品,纳期达成率达到98%以上,东芝部品,纳期达成率达到94%以上,其他客户部品,纳期达成率达到95%以上。目前纳期部品存在内外因素影响,有些是内部因素,有些是外部因素。内部因素,主要是制造各个班组因自身的原因而造成下工序作业不顺畅,计划执行缓慢所导致。外部因素,主要是需要外协进行涂装、电镀部品周期过长或一些质量问题发生,原因还不能够完全明确界定,责任人不能认定,以及监管不到位。在今后工作中,我们要更加细心鉴别,做好纳期部品信息的收集、整理、处理和统计工作,找准问题根源,并一一解决。我坚信,通过公司全体管理人员和员工的努力,我们的目标一定会实现。
5、每天对生产计划进度进行追踪,掌握生产计划完成情况,对生产计划完成情况进行数据统计,分析出每个工序的计划任务达成率,以数据图表形式反应出来,等到此项统计工作成熟时,可用作每个班组考核的一个数据指标。
6、继续持之以恒的召开生产计划会,针对计划会反应的问题点建立会议记录及各部门对应事项台账,进行跟踪、监督、再确认。
7、着重加强与各部门之间的沟通及提供准确的生产信息,以加强数据准确性和及时性,提高沟通效率和沟通质量,即时共享生产信息。
8、生产的异常处理﹐发生异常的问题要迅速反应给上级领导﹐并联络相关部门进行异常处理. 对异常反应及处理速度需要提升,出现问题尽早解决,越早解决公司损失越小。
现代人的生活节奏越来越快,各种新产品层出不穷,产品的生命周期和制造周期也越来越短。制造业高速发展的这种趋势,给企业管理层带来了严峻的挑战,特别是我们作为生产计划的从事者,面对市场的变幻莫测,生产计划排程的技术性,理论性要求更加复杂。肩上的担子很重,还要更加努力。
也使我们清楚的认识到,必须走向前端,服务经营,从后端缺货走向前端的需求,变被动反馈为主动迎合。优化生产计划,最大限度减少生产资源的闲置和浪费,充分利用盈利机会,实现生产成本最低化。提高各类数据的准确率与时效,综合大盘的统筹为努力方向,争取在20xx年打开一个计划的新局面,在上一个台阶。
以上是我对20xx年的工作总结与20xx年上半年的工作规划,在以后的工作中,期盼公司领导多多批评指导和监督。
现在我宣布今天晚上的活动正式开始。
首先请允许我代表数控车间全体员工向在场的各位领导致以最崇高的敬意!让我们以最热烈的掌声欢迎他们的到来。回首20xx我们数控车间取得的不平凡的业绩,是和各个部门的大力支持和帮助分不开的,特别是生产一线的兄弟部门,互帮互助,团结一心。面对即将到来的20xx年,我们会配合的更加紧密。
现在请大家拿出你们久违的热情,创造出最轰动的掌声,请出我们最敬爱的赵总为大家讲话。感谢总经理真诚的讲话,我们坚信:在赵总英明决策的带动下, 公司的事业一定能蒸蒸日上, 向着更高的目标飞翔,我们的明天将更加美好。
在这幢憬未来的盛夜,我们不谈工作,只有欢声,只有笑语, 让我们举起酒杯,尽情享用美酒佳肴. 谢谢!
生产计划员:邓克新
20xx.1.13