
编号:WI-PE-C-2014 批准:

工艺管理程序
 20##年9月1日发布 20##年10月1日实施
20##年9月1日发布 20##年10月1日实施
工艺部发布
前 言
本程序依据GB/T19001:2000《质量管理体系 要求》进行编制,是事业部一体化管理体系文件之一。
本程序文件由技术开发部提出并归口。
本程序文件由工艺技术开发部负责起草。
本程序主要起草人:杨志军等人。
1职责
1.1技术开发部是工艺设计和工艺管理的主管部门.
1.2生产车间负责按工艺要求加工和装配.
1.3质量保证部负责生产工序质量检查工作。
2工作程序与要求
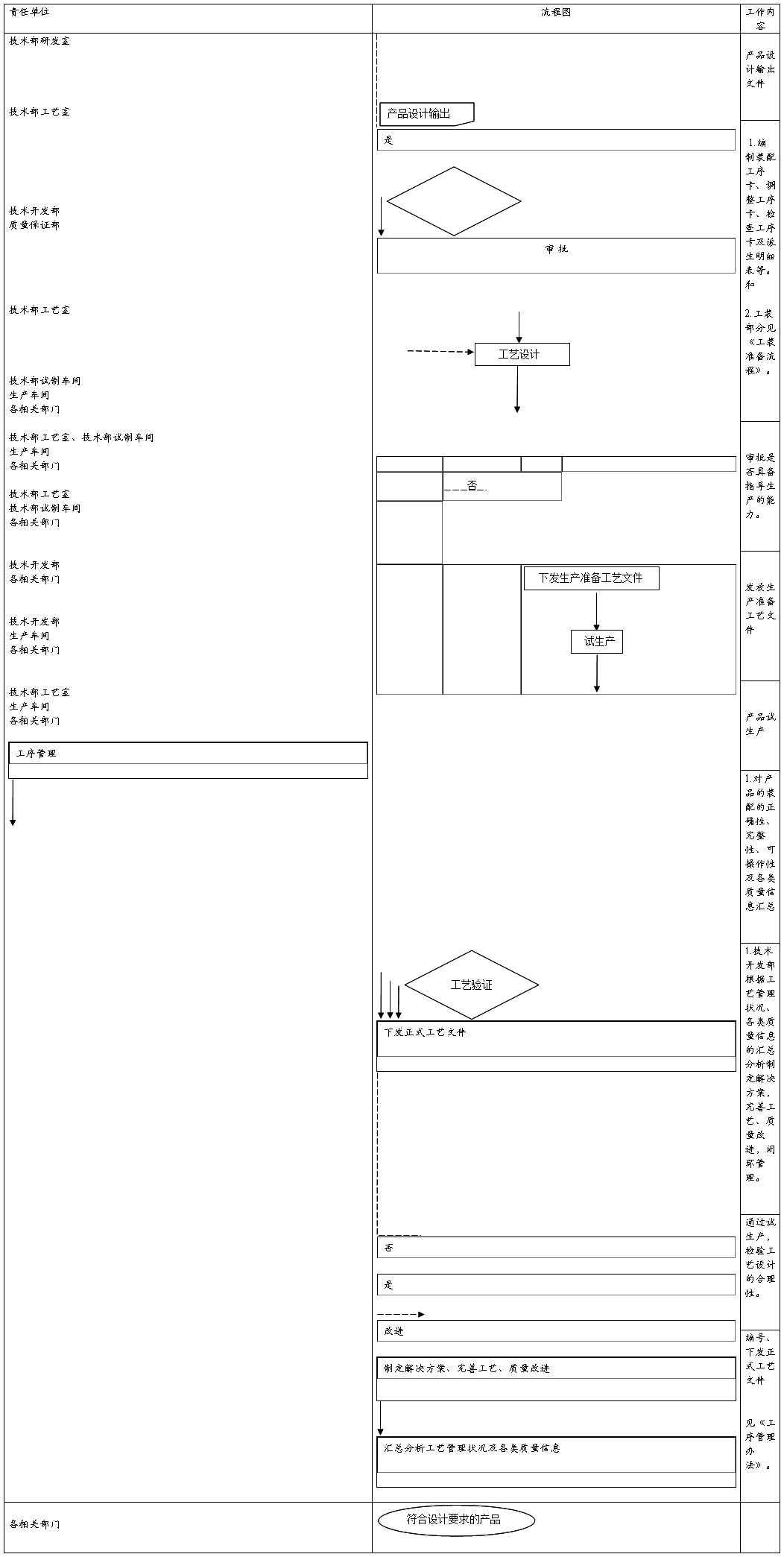
2.1技术开发部根据产品设计输出文件进行工艺设计,并提出专用关键设备和设计专用工装(具体见《工艺装备管理办法》)。在进行工艺设计时,要将产品质量特性的重要程度和对不同工序(或不同工序因素)提出相应的控制要求,具体、准确地体现在工艺文件中,从而保证符合产品设计要求。
2.3技术开发部下发生产准备工艺文件。
2.4试生产过程中,技术开发部根据工艺管理状况、各类质量信息的汇总分析制定解决方案,完善工艺、质量改进,闭环管理。
2.5工艺验证合格后,下发正式工艺文件。(具体工艺验证内容见《工艺验证管理办法》)
2.6生产现场工艺管理(具体见《工序管理办法》和《工艺普查管理办法》)
3相关文件
3.1《工艺装备管理办法》
3.2《工艺验证管理办法》
3.3《工序管理办法》
3.4《工艺普查管理办法》
第二篇:工艺管理程序
工艺管理程序
1、范围
本标准规定了企业工艺管理的基本任务、工艺工作内容、企业各有关部门的工艺管理职能。
2、目的
2.1工艺工作是机械制造的基础工作,贯穿于企业生产的全过程,是实现产品设计、保证产品质量、发展生产、降低消耗、提高生产效率的重要手段。为了更好地发挥工艺工作的作用、增强企业应变能力,企业必须加强工艺管理。
2.2工艺管理的基本任务是在一定生产条件下,应用现代管理科学理论,对各项工艺工作进行计划、组织和控制,使之按一定的原则、程序和方法协调有效地进行。
3、职责
3.1
设计部门应保证产品设计的结构工艺性。
3.2工艺部门负责提供产品加工工艺规程,设计开发必要的工艺装备.
3.3供应部门应按工艺要求提供各种合格的材料和外购件。
3.4生产部应按工艺文件要求均衡地安排生产;按生产需要配备各类生产人员,保证定人、定机、定工种的实现;必须按产品图样、工艺规程和有关标准进行生产,严格执行现场工艺纪律。并应保证工艺设备经常处于完好状态。
3.5质量管理部门应负责计量器具的周期检定与配置;加强制程工艺技术的指导和工艺纪律的监督检查,搞好工序质量控制。
4、程序
4.1设计工艺规程的基本要求
4.1.1工艺规程是直接指导现场生产操作的重要技术文件,应做到正确、完整、统一、清晰。
4.1.2在充分利用本企业现有生产条件的,吸收、总结实际加工的经验基础上,尽可能采用国内外先进工艺技术和经验。
4.1.3在保证产品质量的前提下,能尽量提高生产率和降低消耗。
4.1.4设计工艺规程必须考虑安全和工业卫生措施。
4.1.5结构特性和工艺特征相近的零件应尽量设计典型工艺规程。
4.1.6各专业工艺规程在设计过程中应协调一致,不得相互矛盾。根据产品的重要程度,确定工艺文件完备性要求:工艺路线表、(关键、特殊)工序工艺卡、工艺过程卡片、检验卡片、工艺守则(操作规程)、工艺附图、工序质量控制图、
工装台帐、专用工艺装备设计文件、工艺验证与总结记录、外协件明细表、工艺文件目录。
4.2工艺规程的审批程序
4.2.1工艺规程的审核一般可由工艺主管进行。主要审核内容:
○工序安排和工艺要求是否合理;○选用设备和工艺装备是否合理;○标准化审查
4.2.2工艺规程经审核和标准化审查后,应送交生产部会签。当生产条件与工艺规程的要求不一致时,生产部门在提出相关实际情况后,有权要求工艺师根据实际的需要更改工艺,重新给定工时定额。当工艺认为,更改会造成生产效率、质量保证能力大降低,可向总工程师反馈相关情况,以取得工作的支持。当工艺文件下发生产部后,无任何意见反馈者,表示会签通过。
4.2.3当加工工艺方法或材料发生变更(与工艺规定不一致),或材料原因加工难度加大,需重新确定工时,由生产部门通知工艺,予以重新给定,派工单上应注明变更的原因。工艺应评估并反馈这种变更的合理性和影响(可从质量保证、进度影响、工时成本等方面考虑)。
4.2.4主要会签内容:
○工艺规程中选用的设备和工艺装备是否合理。
○工艺规程的合理性。○生产条件和实际生产能力的符合性。
4.2.5会签后的成套工艺规程,一般由总工批准.本公司建立标准产品、部件成套工艺规程,对所有非标产品和部件均一次性管理,仅在客户档案中予以保存。
4.3劳动定额的制定与修订
4.3.1制定劳动定额的主要依据
○产品图样和工艺规程;○ 生产类型(加工批量特性);
○企业的生产技术水平;○定型产品标准定额或有关资料。
4.3.2.劳动定额的形式
本公司劳动定额,采用时间定额(工时定额)的定额形式。
4.3.3.制定劳动定额的基本要求和方法。
○制定劳动定额应根据企业的生产技术条件,使大多数职工努力都可以超过20-30%,少数职工不经过努力达不到。
○以往已定型产品的定额工时为标准,同类型产品予以比较类推。○根据工艺部要求的工艺加工方法进行实测。对于非定型产品,如员工实际加工中发现工时不够时,可向生产部门反应,由工艺进行实测。非定型产品工时给定时,应考虑批量的影响、作业工时、其他辅助工时。
○《非定额产品工艺工时》是工艺根据当期产品加工需要,对非定型产品或变型部分的临时工时给定标准和财务核算本期成本费用的依据。因考虑当期加工的
实际,如加工批量与准备时间的长短、技术工艺成熟度、加工方法和手段、设备能力等因素确定,一般是一次性的,不作为下次同类产品工时给予的标准。
○非定型产品工时标准给定或工时实测,工艺主要考虑作业工时和必要的辅助工时(根据批量和实际情况)。工艺可建立安装或拆卸较大工艺装备所需准备工时的清单,生产部门根据实际需要予以给予。
○工艺应确保非定型产品工时标准给定、工时实测、现场工艺变更后的工时重新给定的及时性。一般应在产品加工完成前提供;特殊情况下,在接到生产部门通知要求后,一天内给定。
4.3.4劳动定额的修订
. 随着企业生产技术条件的不断改善,劳动定额应定期进行修订,以保持定额的平均先进水平。定型产品工时定额标准,在发生下列情况之一时,应及时修改劳动定额: ○产品设计结构修改;○工艺方法修改;○原材料或毛坯改变;○设备或工艺装备改变;○生产组织形式改变;○生产条件改变等。公司的《产品工时定额》作为受控文件发布,其工时的任何变更应执行文件控制程序,以确保现场使用工时标准的唯一性和严肃性。
非标准型产品工时定额给定是一次性的,生产部门不予保存。但工艺部门应存档保管,以利于将来可能再加工,甚至会转标准型产品的变型产品或新产品形成定额标准。