《其它模具设计简介》大作业
摩托车侧盖前支承冲压工艺与模具设计
姓名:
学号:
班级:
指导教师:
一、零件及其冲压工艺性分析
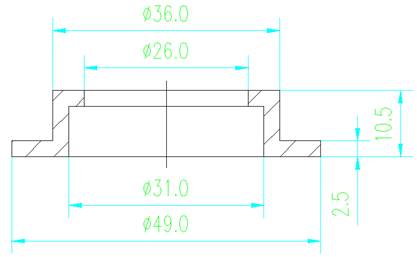
摩托车侧盖前支承零件是以2个φ5.9mm的凸包定位且焊接组合在车架的电气元件支架上,腰圆孔用于侧盖的装配,故腰圆孔位置是该零件需要保证的重点。另外,该零件属隐蔽件,被侧盖完全遮蔽,外观上要求不高,只需平整。图1所示为摩托车侧盖前支承零件示意图,材料Q215钢,厚度1.5mm,年生产量5万件,要求编制该冲压工艺方案。
图1 侧盖前支承零件示意图
该零件端部四角为尖角,若采用落料工艺,则工艺性较差,根据该零件的装配使用情况,为了改善落料的工艺性,故将四角修改为圆角,取圆角半径为2mm。此外零件的“腿”较长,若能有效地利用过弯曲和校正弯曲来控制回弹,则可以得到形状和尺寸比较准确的零件。
腰圆孔边至弯曲半径R中心的距离为2.5mm。大于材料厚度 (1.5mm),从而腰圆孔位于变形区之外,弯曲时不会引起孔变形,故该孔可在弯曲前冲出。
二、确定工艺方案
首先根据零件形状确定冲压工序类型和选择工序顺序。冲压该零件需要的基本工序有剪切(或落料)、冲腰圆孔、一次弯曲、二次弯曲和冲凸包。其中弯曲决定了零件的总体形状和尺寸,因此选择合理的弯曲方法十分重要。
1、弯曲变形的方法及比较 该零件弯曲变形的方法可采用如图2所示中的任何一种。
第一种方法(图2a)为一次成形,其优点是用一副模具成形,可以提高生产率,减少所需设备和操作人员。缺点是毛坯的整个面积几乎都参与激烈的变形,零件表面擦伤严重,且擦伤面积大,零件形状与尺寸都不精确,弯曲处变薄严重,这些缺陷将随零件“腿”长的增加和“腿”长的减小而愈加明显。
第二种方法(图2b)是先用一副模具弯曲端部两角,然后在另一副模具上弯曲中间两角。这显然比第一种方法弯曲变形的激烈程度缓和的多,但回弹现象难以控制,且增加了模具、设备和操作人员。
第三种方法(图2c)是先在一副模具上弯曲端部两角并使中间两角预弯45°,然后在另一副模具上弯曲成形,这样由于能够实现过弯曲和校正弯曲来控制回弹,故零件的形状和尺寸精确度高。此外,由于成形过程中材料受凸、凹模圆角的阻力较小,零件的表面质量较好。这种弯曲变形方法对于精度要求高或长“脚”短“脚”弯曲件的成形特别有利。

图2 弯曲成形
a)一副模具成形 b)、c)两副模具成形
2、工序组合方案及比较 根据冲压该零件需要的基本工序和弯曲成形的不同方法,可以作出下列各种组合方案。
方案一:落料与冲腰圆孔复合、弯曲四角、冲凸包。其优点是工序比较集中,占用设备和人员少,但回弹难以控制,尺寸和形状不精确,表面擦伤严重。
方案二:落料与冲腰圆孔复合、弯曲端部两角、弯曲中间两角、冲凸包。其优点是模具结构简单,投产快,但回弹难以控制,尺寸和形状不精确,而且工序分散,占用设备和人员多。
方案三:落料与冲腰圆孔复合、弯曲端部两角并使中间两角预弯45°、弯曲中间两角、冲凸包。其优点是工件回弹容易控制,尺寸和形状精确,表面质量好,对于这种长“腿”短“脚”弯曲件的成形特别有利,缺点是工序分散,占用设备和人员多。
方案四:冲腰圆孔、切断及弯曲四角连续冲压、冲凸包。其优点是工序比较集中,占用设备和人员少,但回弹难以控制,尺寸和形状不精确,表面擦伤严重。
方案五:冲腰圆孔、切断及弯曲端部冲腰圆孔、切断连续冲压、弯曲中间两角、冲凸包。这种方案实质上与方案二差不多,只是采用了结构复杂的连续模,故工件回弹难以控制,尺寸和形状不精确。
方案六:将方案三全部工序组合,采用带料连续冲压。其优点是工序集中,只用一副模具完成全部工序,其实质是把方案三的各工序分别布置在连续模的各工位上,所以还具有方案三的各项优点,缺点是模具结构复杂,安装、调试和维修困难。制造周期长。
综合上述,该零件 虽然对表面外观要求不高,但由于“腿”特别长,需要有效地利用过弯曲和校正来控制回弹,其方案三和方案六都能满足这一要求,但考虑到该零件件生产批量不是太大,故选用方案三,其冲压工序如下:
落料冲孔、一次弯形 (弯曲端部两角并使中间两角预弯45°)、二次弯形(弯曲中间两角)、冲凸包。
三、主要工艺参数计算
1、毛坯展开尺寸 (查工具书) 展开尺寸按图3分段计算。毛坯展开长度 L?2l1?2l?l?2l?2l2345
式中
l=12.5mm; 1ll2=45.5m; =30mm; 3
?
rl4和l5按2?r?xt?计算。 其中圆周半径r分别为2mm和4mm,材料厚度t=1.5mm,中性层位置系数x按由表3-2查取。当r=2mm时取x=0.43,r=4mm时取x=0.46。
将以上数值代入上式得
L?2?12.5?2?45.5?30?2??2?0.43?1.5??2??4?0.46?1.5??169?mm?22
考虑到弯曲时材料略有伸长,故取毛坯展开长度L=168mm。
对于精度要求高的弯曲件,还需要通过试弯后进行修正,以获得准确的展开尺寸。
2、确定排样方案和计算材料利用率
①确定排样方案,根据零件形状选用合理的排样方案,以提高材料利用率。该零件采用落料与冲孔复合冲压,毛坯形状为矩形,长度方向尺寸较大,为便于送料,采用单排方案 (见图4)。
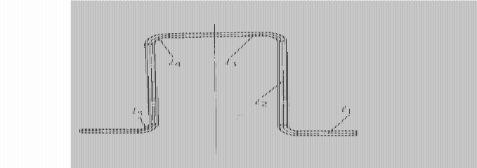
图3 毛坯计算图 图4 排样方案
搭边值a和a1由表2-12查得,a=2mm,a1=1.8mm。
②确定板料规格和裁料方式。根据条料的宽度尺寸,选择合适的板料规格,使剩余的边料越小越好。该零件宽度用料为172mm,以选择
1.5mm×710mm×1420mm的板料规格为宜。
裁料方式既要考虑所选板料规格、冲制零件的数量,又要考虑裁料操作的方便性,该零件以纵裁下料为宜。对于较为大型的零件,则着重考虑冲制零件的数量,以降低零件的材料费用。
3、计算材料消耗工艺定额和材料利用率。根据排样计算,一张钢板可冲制的零件数量为n=4×59=236(件)。
材料消耗工艺定额
一张钢板的质量1.5?710?1420?0.0000078??0.04998kg一张钢板冲制零件的数量236 G?
材料利用率
一张钢板冲制零件数量?零件面积?100%一张钢板面积 ??
236?168?22?12?13???6.52
???100%710?1420=79.7% ??
零件面积由图5计算得出。
图5 落料、冲孔工序略图
四、计算各工序冲压力和选择冲压设备
1、第一道工序—落料冲孔(见图6) 该工序冲压力包括冲裁力FP,卸料力F3和推料力F1,按图6所示的结构形式,系采用打杆在滑块快回到最高位置时将工件直接从凹模内打出,故不再考虑顶件力
冲裁力 F2。
FP?Lt?b(或1.3Lt?)
式中 L—剪切长度;
t —材料厚度(1.5mm);
?b—拉深强度,由表8-49查取,取?b=400Mpa; τ—抗剪强度。
剪切长度L按图12-5所示尺寸计算`
L?L?L 12
式中 L1—落料长度(mm);
L2—冲孔长度(mm)。
将图示尺寸代入
1L计算公式可得 L?2??168?2?2?2?2??2?2??376mm
L2?2??12?6.5?

??65mm
因此,
L=376+65=441mm
将以上数值代入冲裁力计算公式可得
Fp?Lt?
'b?441?1.5?400?264600?N? 落料卸料力 F3?K卸Fp?K卸L1t
式中
'?b K卸—卸料力系数,由表2-8查取;
Fp—落料力(N)。
将数值代入卸料力公式可得
F3?N??0.04?376?1.5?400?9024_
冲孔推件力
F1?nKF推''p?nKLt?推2b
式中 n—梗塞件数量(即腰圆形废料数),取n=4;
K推—推件力系数,由表2-8查取;
Fp—冲孔力(N)。
将数值代入推件力公式可得 ''
F1?N??4?0.055?65?1.5?400?8580
zp31第一道工序总冲压力 F?F?F?F
=264600+9024+8580
=282204≈282(kN)
选择冲压设备时着重考虑的主要参数是公称压力、装模高度、滑块行程、台面尺寸等。
根据第一道工序所需的冲压力,选用公称压力为400kN的压力机就完全能够满足使用要求。
(2) 第二道工序—一次弯形(见图12-7) 该工序的冲压力包括预弯中部两角和弯曲、校正 端部两角及压料力等,这些力并不是同时发生或达到最大值的,最初只有压弯力和预弯力,滑块下降到一定 位置时开始压弯端部两角,最后进行校正弯曲,故最大冲压力只考虑校正弯曲力P2和压料力Py。
校正弯曲力
式中 P?Sq 2S??mm—校正部分的投影面积 2
—单位面积校正(MPa),由表3-11查取,
结合图12-1、图12-5所示尺寸计算式如下 qq=100Mpa。
?12?13?6.52?????2544?mm2?S??34??168?34?cos45???22????
校正弯曲力
P?Sq2?N??2544?100?254400
y 压料力P为自由弯曲力P的30%~80%。 1
自由弯曲力(表3-10)
式中 系数 Cbt??P2L12b C=1.2;
弯曲件宽度 b=22mm;
料厚 t=1.5mm;
抗拉强度 ?
2b=400MPa; 1 支点间距2L近似取10mm。将上述数据代入P表达式,得:
?2376P1?
取1.2y?22?1.5?400?50%P1,得 ?N? P
压料力 Py=50%×2376=1188?N?
则第二道工序总冲压力
P?P?Pz2Y?N??256?kN??254400?1188?255588
根据第二道工序所需要的冲压力,选用公称压力为400kN的压力机完全能够满足使用要求。
(3)第三道工序—二次弯形(见图12-8) 该工序仍需要压料,故冲压力
包括自由弯曲力P和压料力Py。 1
自由弯曲力
压料力 ?22?1.5?4001.2?699?N?P? 12Py?50%P1?699?50%?349?N?
则第三道工序总冲压力P?P?Pz1Y?N??699?349?1048
第三道工序所需的冲压力很小,若单从这一角度考虑,所选的压力机太小,滑块行程不能满足该工序的加工需要。故该工序宜选用滑块行程较大的400kN的压力机。
(4)第四道工序—冲凸包(见图12-9) 该工序需要压料和顶料,其冲压力包括凸包成形力Pp和卸料力P3及顶件力P2,从图12-1所示标注的尺寸看,凸包的成形情况与冲裁相似,故凸包成形力
凸包成形力
卸料力
顶件力 Pp可按冲裁力公式计算得 P3p?Lt?卸pb?2?6??1.5?400?22608?N?P?KP2卸?0.04?22608?904?N?p (系数P?KP?N??0.06?22608?1356K顶K卸由表2-8、
查取)
则第四道工序总冲压力
P?P?P?P?22608?904?1356?24868?N??25?kN? Zp32
从该工序所需的冲压力考虑,选用公称压力为40kN的压力机就行了,但是该工件高度大,需要滑块行程也相应要大,故该工序选用公称压力为250kN的压力机。
五、模具结构形式的确定
落料冲孔模具、一次弯形模具、二次弯形模具、冲凸包模具结构形式分别见图6、图7、图8、图9。
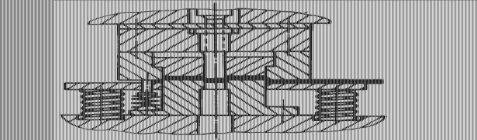
图6 落料冲孔模具结构形式形式
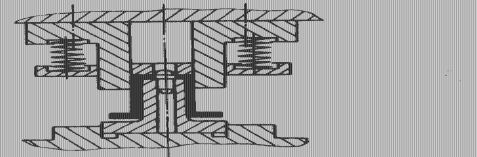
图8 二次弯形模具结构形式 具结构形式 图7 一次弯形模具结构 图9 冲凸包模
第二篇:作业:模具设计
一、已知:材料:聚丙烯(PP),尺寸见下图,未注公差取MT5.
二、需完成以下工作:
1、进行成型工艺性分析;2、选择分型面并阐述理由;3、确定型腔数目并画出排列形式(CAD图或3D图);4、初步选择注射机并校核;5、进行浇注系统设计(CAD图或3D);6、进行成型零件设计(结构设计和工作尺寸计算);7、选择模架(CAD图或3D),确定每块板的具体尺寸。
三、提交的内容: word说明书以及PPT(3D或CAD图纸需体现在说明书和PPT当中)。