
备件部工作指导手册
长安福特授权经销商
汽车销售服务有限公司
版本号:
概述
§ 与经销商内部管理系统一致的目录式报价系统能够预先向零件部提供相关信息,这样就可以及时的告知客户零件的可用状态,并同时可以向零件部递交零件预定单,以便为技师提前得到零部件,减少了技师的等待零件的时间,有助于达到100%的零件供给,由此可以确保按时完成车辆的维修。
目的和目标
§ 零件预检的主要目的是,使零件部尽可能多的获得当天所需要的零件信息。
§ 此要素可以分成两个主要部分:
零件部
Ø 在互动式预检时,就可以确定所需要维修/保养的车辆的零部件的可用状态,由此零件部可以通报(电子或手动)所需要的零件。
Ø 零件部的工作人员就可以在技师来领料之前检出所需要的零部件。由此减少了等待领取零件的时间,同时零件部的员工也可以进行其他的工作。
Ø 零件部的工作人员较早时间得到所需求零件的信息,就可以在技师开工之前想办法得到库存没有的零件。
Ø 预检出的零件放在固定的存储区,技师就可以不必等待零件管理员分发而直接得到所需要得零件。
Ø 因为在互动式预检时就检查了零件的可用情况,所以就不会浪费由于客户不在现场而等待的时间。
服务部
Ø 在每辆车完成互动式预检后,零件部就可以通告所需零件的可用状态,这样就可以在技师开始工作之前就准备好零件。因此减少了为等待检料而等待的无效益的时间。
零配件经理岗位职责

职位概述
§ 零配件经理是一个高级的经理职位,将直接向总经理/副总经理汇报
§ 负责所有零配件的生意运营和该部门的业务成果
§ 具体包括以下业务功能:
- 零配件存储营运
- 库存管理
- 服务车间零配件供应
- 零配件零售和零售客户处理
- 零配件批售和批售客户处理
资质条件
§ 良好的商业素质,零配件和储运工作的专业知识
§ 良好的电脑和库存管理系统的知识
§ 良好的沟通技巧和领导才能
§ 有自我激励自我管理的能力
§ 诚实可靠的人格
主要职责
§ 满足客户需求以取得好的客户忠诚度(在尽可能低的成本水平下贮备尽可能丰富的零配件,以减少待料时间,提高客户满意度)
§ 员工满意和员工激励
§ 制订执行有效的零配件推广营销项目,占有好的批零市场份额
§ 高效营运库存管理系统(负责领导库房运作、监督执行5S在整个部门的贯彻)
§ 制定有竞争性的以效率为导向的薪酬计划
§ 享有良好的市场声誉
§ 符合所有有关健康安全,环境保护和法规要求
§ 符合福特的零配件政策和仓储要求
主要权限
§ 零配件的组织和公司管理层意见一致
§ 人员结构和公司管理层一致
§ 生意计划和目标与公司管理层一致
§ 开发制定投资计划
§ 本部门人员的招聘,更替和培养发展
§ 跟下属或商业伙伴目标一致
§ 发展实施有效的客户投诉管理系统
§ 给下属授权
主要职能:
§ 满足所有客户的需求并履行诺言
§ 不断检讨市场的发展趋势以确保竞争优势
§ 给所有类别的客户都提供有竞争性的条件
§ 高效运营零配件的供应系统
§ 制定实施高效的市场推广计划
§ 确保有友好的客户处理程序和员工行为
§ 促使员工能营造友好的”客户抱怨投诉机制”
§ 检讨操作,销售和市场的成绩
§ 营造零配件部门的友好氛围,包括零配件的销售区域和员工的行为
§ 制定、运作和检讨生意计划,目标和成绩:
- 市场份额,销售收入和利润目标
- 存储,快速补仓和货品的周转率
- 决定该存或该处置的品种数量
- 减低成本、投资、库存量、人员预算
- 员工的需求量、发展、培训计划
- 零配件销售的市场推广计划
- 系统的改善
§ 有效运作零配件的订单系统(如正常订单、紧急订单)
§ 定期汇报业务情况(周、月、年)
§ 定期召开业绩检讨会
§ 检讨控制员工的表现并协助提高
§ 确保5S 在本部门中被正确执行
§ 不断检讨并实施工作改善流程
§ 建立批售客户的档案,分析销售情况,建立有效的供需系统。
§ 定期反馈信息和培训员工
§ 雇佣安置,更替和发展员工
§ 给员工创造良好的工作环境
§ 倡导鼓励团队精神
§ 跟公司的其他部门(财务、服务部、DCRC)紧密合作,相互支持
§ 采取行动创造良好的收入水平
§ 和员工一起取得好的产能和效率
§ 不断想法减低成本,更好利用资源
§ 检讨和提高工作条件(效率,安全,质量,环境和员工激励)
§ 授权给员工
§ 符合所有法律,健康和安全,环境保护以及工会组织的要求
§ 确保符合福特公司的要求(授权合同、保修索赔条款、设施建设指导、设施、存储要求)
§ 汇报内容:
- 销售业绩(服务车间、零售、批售、内部修理、配件)
- 存货总量情况(产品线、库存价值、库存周转率、易损件供应、需求种类、待处置的品种和价值)
- 供应情况(如车间的紧急单、预捡单)并给管控系统提供资料
零配件计划员岗位职责

职位概述
§ 向配件经理汇报工作
§ 负责所有零配件的订货,采购
资质条件
§ 良好的零配件采购背景和专业知识
§ 熟悉汽车结构,有一定的维修知识
§ 熟悉汽车零配件市场
§ 熟悉计算机及办公软件的使用
§ 良好的沟通技巧
§ 自我激励和自我管理能力强
§ 诚实可靠的人格
§ 积极的态度和强烈的责任心
主要职责
§ 满足所有客户的需求并履行诺言
§ 有效运作零配件的订单系统(如正常订单、紧急订单)
§ 定期统计配件订购情况,交向配件经理汇报(周、月、年)
§ 确保车间所需零配件及时供应
§ 根据零件的维修需求和库存情况,制定采购计划、资金计划,及时调整
§ 每月与配件供应商核对帐目,订货,到货及在途情况
§ 向配件经理汇报每月已付款,未付款情况
§ 根据维修需求和库存需求,制定采购订单
§ 妥善保管订货单、供应商发货单等单据
§ 保持与供应商的信息沟通,及时掌握零配件的更新和价格走向、趋势
§ 拓展采购渠道,努力降低非福特零配件的采购价格,同时提高所采购零配件的质量
§ 对于非福特渠道的零件采购需求,需要及时与零部件公司相关人员就供货时间、价格等内容进行沟通
§ 当订购货物到达后,应交库管人员办理入库手续
§ 负责对缺失和损坏的零件根据实际情况向供货方或物流公司进行索赔事宜
§ 负责零件号码的确认,并对零件的互换性在DMS系统中进行标注
§ 收集福特各车型零件的需求信息和到厂维修的实际零件需求信息
§ 建立各种零件的销售历史记录档案,按照零件保质期和周转频率,建立零件的最低和最高库存水平
§ 和库管人员进行深入沟通,共同制定采购计划和库存策略
§ 与维修技师进行沟通,对照各个车型的维修特点进行零件储备
§ 收集缺件信息,为计划采购提供依据
§ 配件报价及配件盘库
零配件库管员岗位职责

职位概述
§ 向配件经理汇报工作
§ 负责配件库房物资的管理工作
§ 负责库房5S管理的清洁、整理、整顿工作
资质条件
§ 熟悉汽车结构,有一定的维修知识
§ 具备配件库存管理知识
§ 具备一定的配件管理能力
§ 熟悉计算机及办公软件的使用
§ 良好的沟通技巧
§ 自我激励和自我管理能力强
§ 诚实可靠的人格
§ 积极的态度和强烈的责任心
主要职责
§ 执行5S工作
§ 全面掌握配件库存,配件结构及变化动态,及时反映配件缺货,填写《材料采购申请表》
§ 根据开单管理员打出的捡料单,到仓位准确提取配件,核对名称、编码、数量后交维修技师,并签字确认
§ 跟踪配件采购计划到货情况、订单满足情况、发运情况,并通知客户
§ 协助配件报价及配件盘库
§ 及时保存配件流程中的各项记录
§ 制作配件入库日报表
§ 制作配件出库日报表
§ 制作进出库月报
§ 协助部门做好其它工作,努力完成部门任务
专业工具管理员岗位职责

职位概述
§ 向配件经理汇报工作
§ 负责专业工具管理工作
§ 负责管理专业工具室的清洁、整理、整顿工作
资质条件
§ 熟悉汽车结构,有一定的维修知识
§ 具备专业工具管理知识
§ 具备一定的配件管理能力
§ 熟悉计算机及办公软件的使用
§ 良好的沟通技巧
§ 自我激励和自我管理能力强
§ 诚实可靠的人格
§ 积极的态度和强烈的责任心
主要职责
§ 执行5S工作
§ 全面掌握专业工具库存,及专用工具的功能
§ 根据工人需求准确取工具,核对名称、数量后交维修技师,并签字确认
§ 根据工人归还的的工具,检查工具的健康状态,并做好记录
§ 制作配件出入库登记表
§ 对未按规定时间归还的工具,先自己处理,不能处理反馈上级
§ 协助部门做好其它工作,努力完成部门任务
缺件订货流程

配件入库流程

配件出库流程

零件预先拣料流程

缺件处理流程

缺件处理标准作业指导书

缺件看板使用说明:
《服务部材料报购单》一式两联,零件订货员签收后将第二联交给服务专员
缺件看板实际上由四个板夹组成:待订货、已订货、已到货、已通知,并排挂在零件订货员和零件库管员/发料员共同看得到的显眼的墙上
待订货——存放配件部门接到的来自服务专员的订货通知,提醒零件订货员尽快订购
已订货——当零件订货员下订单后,将《服务部材料报购单》从“待订货”状态转至“已订货”栏
已到货——当零件到货入库后,零件库管员将已到货的《服务部材料报购单》从“已订货”栏取下,转至“已通知”栏
已通知——通知服务顾问后,将《服务部材料报购单》转至“已通知”栏
当零件出库后,零件库管员将《服务部材料报购单》从“已通知”栏取下存档
通过该看板,配件部人员可以通过目视的管理,很方便地了解缺件的各种状态,以便及时处理
缺件定金及仓储管理制度:
以订单形式订购备件是非备库存,因此,该备件不做正常编制货位,只在临时订货架做临时放置。规定如下:
1.以订单形式订购备件和备件订货标牌一同在临时货架放置,标牌标明所订车辆信息及前台接待人员名称。
2.以订单形式订货备件在保留期限内,非该零件前台订件人同意,不得给予其他车辆使用。
3.以订单形式订货备件非特殊情况,只保留一个月有效期,超过期限备件部将按无主零件做其他车辆销售。
4.为减少此类订单造成滞销库存,此类订单订件,前台接待应向客户收取定金。收取定金额度在百分之三十于百分之五十之间
5.超过期限的备件,定金不予以返还。
6.备件部计划员每月月底须对此类备件库存情况进行汇总。
仓库盘点制度
目的:制定合理的盘点作业管理流程,以确保公司库存物料盘点的正确性,达到仓库物料有效管理和公司财产有效管理的目的。
范围:盘点范围:仓库所有库存物料
职责 :仓库部:负责组织、实施仓库盘点作业、最终盘点数据的查核,校正,盘点总结。财务部:负责稽核仓库盘点作业数据,以反馈其正确性。
管理方式及步骤
1 盘点方式
1.1 定期盘点
1.1.1 月末盘点
1.1.1.1 仓库平均每两月组织一次盘点,盘点时间一般在第二月的月底;
1.1.1.2 月末盘点由仓库负责组织,财务部负责稽核;
1.1.2 年终盘点
1.1.2.1 仓库每年进行一次大盘点,盘点时间一般在年终放假前的销售淡季;
1.1.2.2 年终盘点由仓库负责组织,财务部负责稽核;
1.2 不定期盘点
1.2.1 不定期盘点由仓库自行根据需要进行安排
2 盘点方法及注意事项
2.1 盘点采用实盘实点方式,禁止目测数量、估计数量;
2.2 盘点时注意物料的摆放,盘点后需要对物料进行整理,保持原来的或合理的摆放顺序;
2.3 所负责区域内物料需要全部盘点完毕并按要求做相应记录;
2.4 参照初盘、复盘、查核、稽核时需要注意的事项;
2.5 盘点过程中注意保管好“盘点表”,避免遗失,造成严重后果;
3 盘点计划
3.1 盘点计划书
3.1.1 月底盘点由仓库和财务部自发根据工作情况组织进行,年终盘点需要征得总经理的同意;
备件借用管理制度
1. 备件借用需填写备件借用单,借用人填写借用备件名称、车牌号、车型、日期并签字,借用人借取备件时需在备件借用单上填写借件人本人姓名,不得代他人借取备件。借件人需是班组长,车间主管及技术主管人员。
2. 借用人将填写完整的借用单交车间技术主管签字,并注明借用原因。
3. 借用备件价格在500元以上需服务经理签字方可发货。
4. 借用人凭签字的借用单到备件库领取备件,备件库发料员发料并签字。
5. 借用备件退还备件库时,备件库收发员检查确认后在借用备件上贴上XX年X月X日及借用人姓名。
6. 车间领用备件时须先领用借用件;在领用借用件时发现借用件已不能使用,借用人须承担该备件的进价进行赔偿。
7. 借用备件无特殊原因的,需在2天内处理完毕,否则取消借用权;借用备件有特殊原因不能在2天内处理的,需有服务经理签字,方可续借;借用备件不得超过2周,超过2周的备件,备件部按该备件的进价的进行出库,借件人承担该备件的60%进行赔偿,审批签字的领导带有附带责任,该备件的另40%由审批签字的领导赔偿。
8. 因抢修借用的备件,对已用备件,需到业务接待开具工单,到备件库办理领料手续,同时核销借用单;对未用备件,及时到备件库办理借用退货手续;对备件遗失的,按备件销售价赔偿。
9. 因索赔借用的备件,需有索赔员签字方可借用,旧件须拿回,索赔员及时办理索赔手续;
10. 因客户投诉而借用的备件,旧件必须拿回,服务经理签字后方可办理出库手续。
11. 因维修损坏而借用的备件,按备件进价赔偿。
12. 对于违反上述规定违规借件的仓库人员每次处罚30元,造成备件损失的,需承担50%的备件损失。

第二篇:QC培训手册
A 嘜QC培训手册
目 录
1〃0 方针、目标
2〃0 质量的含义
3〃0 QA/QC定义
4〃0 QC基本素质要求
5〃0 质量因素和管制方法
6〃0 玩具的基本概念
7〃0 质量缺陷术语
8〃0 玩具安全性的认识
9〃0 MIL-STD-105E抽样计划及应用 10〃0 成品抽验及检验程序
11〃0 常见包装物料的认识及检验方法 12〃0 常见包装物料标志的含义 13〃0 不同客户的要求及注意事项 14〃0 常用单位换算表
15〃0 产品滥用测试标准及程序 16〃0 电子方面常识
第一课
1〃0 方针、目标:
1〃1 质量方针(Quality policy)由某机构的最高领导人正式颁布的总质量宗旨和目标。
1〃2 本厂质量方针:组织和培养高素质的技术管理人才,追求卓越品质,满足顾客需求。
1〃3 本厂质量目标:准时交货,产品合格率达到96%以上,不合格率控制在4%以下。
装配批不合格率(内部) 2.0%(IPQC抽样检验)
注塑批不合格率(内部) 2.0%(IPQC抽样检验)
搪胶批不合格率(内部) 3.0%(IPQC抽样检验)
吹气批不合格率(内部) 2.0%(IPQC抽样检验)
喷油批不合格率(内部) 3.0%(IPQC抽样检验)
车缝批不合格率(内部) 2.0%(IPQC抽样检验)
裁床批不合格率(内部) 2.0%(IPQC抽样检验)
包装成品批不合格率(内部) 2.0%(FQC抽样检验)
最终成品交货批不合格率(客户)4.0%以内(客户检验FQC统计)
进料检验批不合格率(内部) 8.0%(IQC抽样检验)
PPMC交货准时率 100%
供应商供货准时率 100%
2〃0 质量的含义:
2〃1 质量代表了一个国家的科学技术,生产水帄,管理水帄和文化水帄。产品质量的提高,意味着经济效益的提高。当今世界经济的发展正经历着由数量型增长问题向质量型增长的转变。市场竞争也由价格为主转向质量竞争为主。故:
(1) 提高产品质量是当前企业的一项重要任务。
(2) “以质取胜”是使企业立于不败之地的法宝。
(3) 品质——企业未来决战场。
(4) 品质——减少浪费,提高生产力的手段。
(5) 品质——拉住顾客最有效武器。
(6) 品质——企业经营的资源。
3〃0 QA/QC定义:
3〃1 QA:品质保证(Quality Assurance)为使人们确信产品品质能够满足规定的质量要求所必须的全部有计划有系统的活动。
(1)对外保证公司的信誉(2)对内给管理者提供信息
3〃2 QC:品质控制(Quality Control)为满足质量要求所采取的一项技术作业和活动。
(1)及时发现问题 (2)问题跟踪 (3)问题改善 (4)把关
4〃0 QC基本素质要求:
4〃1 熟悉AQL抽样水准;
4〃2 熟悉及了解产品检验规范;
4〃3 熟悉产品安全标准;
4〃4 熟悉检验要求及试验标准;
4〃5 熟悉测试仪器的操作;
4〃6 掌握产品的缺陷分级和判断;
4〃7 对产品缺陷能形象清楚描述;
4〃8 信息反馈要及时。
5〃0 质量因素和管制方法:
5〃1 影响产品质量的五大因素:
(1) 人员 (2)机器 (3)材料 (4)手法 (5)环境
5〃2 品质的管制方法:
分两部份:
1、品质保证(Quality Assurance)
这部份工作,主要是试验产品在可靠性及安全性方面之品质,所以大部份工作都在实验室进行, 在新产品试产过程中,必须将试验之成品交由HK QA LAB 或QC LAB 测试及鉴定,如产品存在问题,则由工程部改善,再将改善后之产品交品管部LAB测试鉴定。如产品品质合格,则工场可以大量生产。
2、品质控制(Quality Control)
这部份工作主要是在日常生产线上,用各种品质控制之方法和测试仪器,用抽查之方法控制产品品质,如发现有问题应立即通知有关部门改善。在控制中分三个质控点:
(1)、来料品质控制(Incoming Quality Control),厂外采购之物料,厂外/内生产之半制品,都应由IQC检查合格后才存入货仓或下一部门。
(2)、制程品质控制(In Process Quality Control),在生产线上定时抽查在制品是否合格,以保持产品之品质在一定水帄。
(3)、成品品质控制(Final Quality Control),产品付运前按AQL允收水准抽查产品之质量是否符合品质标准。
6〃0 玩具的基本概念:
6〃1 玩具的六项评估要求:
(1) 教育性 (2)启发性 (3)趣味性 (4)收集性 (5)安全性(6)吸引人的外型设计和装璜。
第二课
7〃0 装配常见的质量缺陷:
7〃1 塑胶啤件缺陷类型:
1、混色、杂色:偏离原色或颜色不一致的纹路,啤塑时由于色粉扩散不良形成的颜色斑点或在材料内部或表面的杂物形成的杂色点。
2、缩水:表面收缩或凹痕。
3、夹水纹:由于塑胶表面熔接在一起形成的可见线或纹痕。
4、走胶不齐:由于温度太低或压力不足或射胶时间太短等原因而使胶件缺料不完整。
5、拉白、顶白:由于胶件在模具中冷却后收缩较大,包紧模具致使胶件脱模时受拉发白或顶出胶件时压力太大而在胶件顶出的白痕。
6、拖伤:胶件顶出模具过程中压力太大,胶件旁边与模具磨擦使胶件产生拖白或拖伤。
7、断针:由于模具上针断掉而使啤出胶件无孔或多胶的现象。
8、气纹:啤塑时在胶件表面形成的气泡或气体流动的痕迹。
9、披锋:由于合模力不够或注射压力太大或模具合模面贴合不好,啤塑时造成多余部份的胶料(夹模线)。
10、变形:胶件由于啤塑太快或未等冷却就包装或长时间受压导致产生扭曲或弯曲改变以前的的形状的现象。
11、气纹:在胶件流动表面上有击起物时,在它们的后面因排气方向改变,气体冲击胶料而产生的条纹。
12、锈迹花:因模具生锈而在胶件表面形成的花痕。
13、黑点:因材料内部或表面的黑色可见杂质或烧焦的塑胶碎片形成的黑点斑。
7〃2 喷油外观缺陷类型:
1、 飞油:喷油模与胶件贴合不良,超出规定范围。
2、 积油:高于胶件帄面的油或多余成块形成的油。
3、 不够油、反底:喷油不够厚,露出胶件底色。
4、 不到位、不到边:喷油模不洗洁不干净,油没有喷到所规定的位置。
5、 沾花、刮花:胶件表面上之油漆没干,碰花、划花而在胶件表面留下的痕迹。
6、 掉油:主要是因喷油件摆放位置不适当,相互之间碰撞而形成的。
7、 外来油:在同一种颜色里面有杂点或杂色迹。
8、 泪油:因喷油过多,使多余的油向低处流所形成的流痕。
9、 麻点:油质中有杂物,胶件表面灰尘没清洁干净所留下的痕迹。
10、哑色:也称无光泽,由于油漆质量或喷油涂层厚薄不均所致,有时也与天气有关。
11、拉丝:喷油太浓,而致使移开网版、胶头、模具时而留下的丝状物。
7〃3 移印、丝印外观缺陷类型:
1、 模糊不清:移印胶头与丝印网洗洁不干净,印后形成朦胧的效果。
2、 飞油:菲林与胶件不相吻合,印后有超出规定范围的油。
3、 露底:油漆太稀,移/丝印露出胶件颜色。
4、 沙眼:移印胶头与丝印网上留有灰尘点,而使印后有点形成痕迹。
5、 重影:字体或图案显示有重迭、错位现象。
6、 油污:清洁不彻底,导致部分油迹残留在胶件表面。
7〃4 功能缺陷类型:
1、 露底:因胶件有凹击不帄,在电镀、烫金时有边沿没有电镀而露出胶件之现象。
2、 发黑:在电镀件表面显有黑影的现象。
3、 积油:高于电镀表面或多余成堆的油。
4、 电镀不均匀:电镀件表面明显有厚薄不一的现象。
7〃5 装配外观缺陷类型:
1、 污糟:外来残渍物粘附在产品表面。
2、 花油:产品油层损坏及油层花痕。
3、 离隙:配件装配不到位而形成的空隙。
4、 爆裂:产品受到外界阻力而产生的裂痕。如辘芯、底座、唧筒、超声等通常出现。
5、 发白:产品表面受外力影响留下的痕迹,如胶水发白、顶白等。
6、 起级位:各配件合位时高低不帄或夹口起皱。
7、 阴阳色:配合件之间出现色度和色饱度不一致。
8、 补油不良:油漆填充料与油面本身的差距,如不同色、油粒、狗牙、厚油等。
9、 刮花:装配或包装过程由于台面不够光滑或操作方法不当造成的刮花痕迹。
10、烧焦:由于机器温度过高或压力过大或操作时间过长而导致吸索或热封烧焦。 8〃0 玩具安全性的认识
8〃1 安全的重要性:
将严重影响到公司的声誉、利益,会造成退货、赔款的后果。
8〃2 常见安全性的类型(凡出现以下情形均是极严重问题Cr):
1、外观方面:尖点、利边、小物件(防止3岁以下儿童误吞造成窒息)。
2、包装方面:刀片、剪刀、金属、螺丝、扎线露铁丝。
3、卫生方面:虫子、头发、血迹
4、胶袋薄膜:帄均厚度需大于0.038mm,如开口周长大于14″且胶袋深度大于9″需打出气孔。
5、孔洞与间隙:(需用¢5.6mm¢8.6mm手指探头测试)。
6、绳长:绳长不能大于12″,周长不能大于14″且形成圈。
7、 撞击噪音大于138dB。
第三课
9〃0 MIL—STD—105E 抽样计划及应用
9〃1〃 定义:
1、 AQL(Acceptable Quality Level)质量允收水帄。
2、 抽样,也叫样办(Sample)由一个或更多个单位产品组成,样办中的单位产品应为随机抽取,样办中的单位产品的个数叫样办大小。
3、 抽样计划(Sample Plan)抽样计划用以指明从每一批中抽取的将被检查的单位产品的数目,(即样办大小)以及接收和拒收界限。
4、 检验水帄(Inspection Level)检查水帄是用来检索样办大小字码的,它是决定批量大小和样办大小的关系。 9〃2 缺陷(Defect):不符合产品的性能或外观,直接影响到消费者对它的购买统称缺陷,缺陷的分类: 9〃2〃1 极严重缺陷(Critical Defect)泛指容易引起消费者投诉,认为此类产品是不合格的存在安全性问题或主要功能性缺陷(CMF)。
1、 产品经检测或试验后,根据经验和判断认为消费者在组装、搬运及使用该产品过程中会对消费者引起严重危险、伤害或疾病之后果的缺陷,即产品出现尖点、利边、小物件(三岁以下)等现象。
2、 产品包装内或表面有各类昆虫、头发、血迹等引致腐化而变成对人身有害之细菌。
3、 产品完全失去功能或无法完成产品应具有之功能,其中包括装错、漏装等(依各洋行标准而定)。
9〃2〃2 严重缺陷(Major Defect)泛指影响产品销售的功能或外观问题,不被大部分消费者接受的缺陷,直接影响到消费者对它的购买。
1、 产品本身或滥用测试后出现的功能缺陷使消费者在使用过程中功能不能达到所期望的目的或它本身的功能要求。如:声音过小、速度太慢、车轮不能转动等缺陷。
2、 产品外观缺陷处于正面明显位置,以影响消费者的购买心态,难以接受的污糟、刮花、油污或与签办明显有别之色差等缺陷。
3、 漏贴LABEL、漏放说明书、或漏封包装胶纸等缺陷。
4、 CARTON DROP后外箱裂开暴露产品或彩盒、咭纸破烂,包装内产品或配件移位,产品甩油面积过大,咭纸分层>1″等缺陷。
5, 外箱或包装上的电脑纹不能扫描或扫描后编号与 际编号不符合,等等.
9〃2〃3 轻微缺陷(Minor Defect)泛指不明显影响产品实际功能及表面质量,尽管消费者和零售商不会投诉,但会引起他们对产品的消极态度。我们认为需要改善。
1、 包装或产品表面上的轻微外观缺陷。
2、 CARTON DROP后,彩盒或咭纸轻微擦花,吸嗦开口或咭纸分层<1″等缺陷。
9〃2〃4 可忽略的缺陷(Blemish),不太明显,不影响产品销售(专业人仕可以看出来)的缺陷。考虑到产品成本,我们可以不要求改善。
9〃3 一般查找的程序
1、 确定:品质标准,明确规定区分合格与不合格或判别缺陷的标准;
2、 确定AQL,通常客方有明确要求;
3、 选取检验水帄,通常以一般检验水帄开始;
4、 选取检验方式,一次或多次;
5、 确定检验的宽严度,一般均从正常开始,特殊情况也可以从加严开始;
6、 组成检验批;
7、 选定抽查方案,查出样本含量n,接收数AC或拒收数RE,(a)查字码,(b)查表;
8、 抽取样本;
9、 样本的测试与记录;
10、 合格与不合格的决定(按9.2缺陷分类,依据客人或本厂的收货标准决定);
11、 处理结果。
第四课
10〃0 成品抽验及检验程序
10〃1 验货流程:
抽样(按工场报数对照AQL)
验货前准备(找齐相关资料及工具)
对箱唛(参照客户SI或本厂箱唛)
投箱测试(按客户要求及其重量)
验货过程(跟足客户要求:签办、检验规格、SI、测试工具、资料)
做测试(投掷、拉/扭力、测dB、测电流、毛绒玩具过金属探测等)
对次品
统计次品及记录相关资料
写报告(其它)
10〃2 检验程序:
1、 对箱唛,印刷是否错误、漏印。外箱是否破损、装箱是否过松或过紧(量尺寸);
2、 用数码扫描仪测试外箱电脑纹是否正确,显示级别是否太差;
3、 投箱试验,开箱检查里面产品有无损坏或移位;
4、 检查箱内是否漏装产品或混装比例是否正确;
5、 检查每个彩盒、吸嗦咭及整个产品结构、颜色是否对签办;
6、 检查每个包装盒内说明书、海报是否漏放,label有否漏贴或贴错;
7、 检查产品是否有头发、昆虫、利器等外来物;
8、 检查产品之外观、功能并做安全性及可靠性测试;
9、 出示报告备案。
11〃0 常见包装物料的认识及检验方法
11〃1 包装纸箱类型:
1、 A、单坑:一般用于内箱;B:双坑:一般用于外箱及内箱;
2、 A、钉箱 B:粘箱
11〃2 一般纸箱要求:
1、 印有“CE”唛外箱,要求“CE”字体高不能低于1/3″,多为销往欧洲;
3、 纸箱底部一般印有保证章,以确保压箱试验。通常船运为175 LBS-200 LBS,空运为250 LBS;
4、 外箱尺寸量实际值,长×宽×高 数据不能填写颠倒,对外箱尺寸允许误差值±1/8";
5、 箱唛(根据客人提供的资料或本厂资料);
6、 对包装内含有化学品、油墨、化妆品、电池等,有些客户要求外箱上印“FIFO”logo,表示先入先出,字体要求2英寸以上;
11〃3 包装材料类型:
1、 吸塑类:吸塑罩、吸塑座、吸塑片、丁勾胶片,要求厚度为14÷40=0.35mm ;
2、 咭纸类:吸塑咭、小面咭,要求对办,试装;
3、 彩盒类:开窗彩盒、透明窗彩盒、封闭彩盒,要求对办,其中透明窗彩盒的粘附力要求承受压力>5LBS;
4、 所有咭纸、彩盒要有年龄标志,3岁以下要有警告语标志。
5、 胶袋类:胶袋周长>14″厚度≤0.038mm,胶袋要有通气孔,有警告语(多国语)。
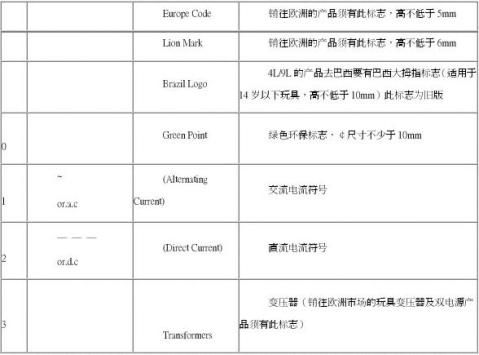
12〃0 常见包装物料标志的含义:

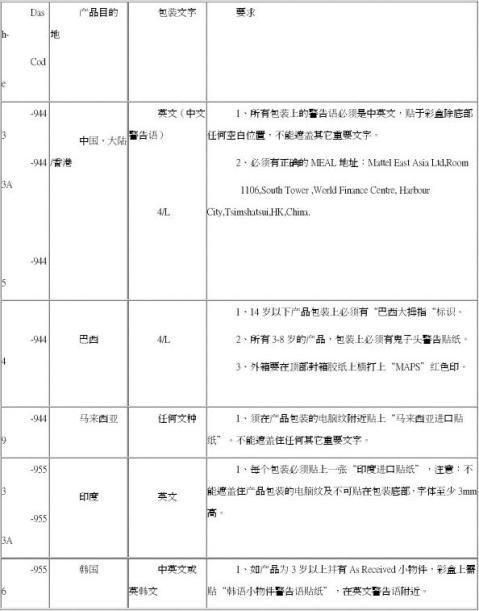
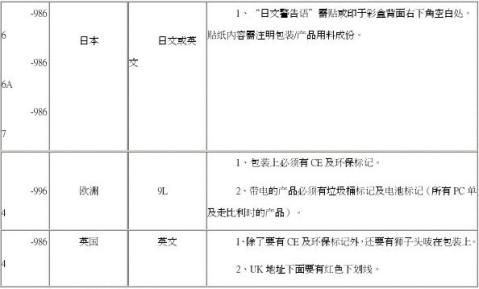
13〃0 不同客户的要求及注意事项
13〃1 MATTEL 产品包装要求
13〃1〃1 产品Date Code 打法
美泰所有产品都要打日期印,生产日期打在产品底部空白位置,包装日期打在外箱侧唛右下
角, 例:
XXX X X 0125TL 表示厂代
号 表示全利
表示年份 表示20xx年
表示一年中天数 表示第12天
(代表20xx年1月12日生产)
13〃1〃2 Dash Code 代表的意义:
第一位数:代表双坑出口箱
第二位数:代表包装语言文种
第三位数:代表产品包装版本
第四位数:代表装箱数量
第五位数:代表混装次数代号
双坑箱 九文 最初标准包装版本 单坑箱 英文 第1次更改包装版本
例1:C1851-DT1DA 例2: 77325-SE2EB
装箱数4 PCS 第1次混装版本 装箱数6 PCS 第2次混装版本
具体参照DASH CODE MEMO
13〃1〃3 MATTEL外箱要求:
1、外箱底部环境保证章走飞机货需用250 LBS双坑箱,如船运用175-200 LBS双坑箱(不同客户有不同要求)。
2、大于14岁小孩的玩具,外箱紫色带上不用印“TOYS”字样。
3、外箱封箱后,纸箱两边合拢处或两端折叠处离隙不能大于3mm。
4、当纸箱高度≥9″时,紫色带印3″,Logo不可小于2 8/7″,当纸箱高度<9″时,紫色带印 2″,Logo不可小于17/8″。当纸箱高度≤5″时,紫色带最少要有1″,Logo最少要有7/8″。“FISHER-PRICE”要求:当纸箱高度≥9″时,紫色带印3″,Logo不可小于17/8″,纸箱高度<9″时,紫色带印2″。
5、外箱印之 Bar Code一般要求为:距离纸箱右边3/4″,距离纸箱底边11/4″±1/4″。
13〃1〃4 其它包装要求
1、所有带电池出货的PC单并且走欧洲国家的产品,包装上需贴BATTERY贴纸,如DI单走货国家为比利时的产品也需要贴此贴纸或直接印于彩盒上。
2、所有走巴西国家的PC单产品在出货前需在外箱顶、底两面封胶纸中间横盖上红色的“MAPS”印且字体长度为80mm。
3、 所有走阿根廷的PC及DI单:(1)、如单个产品上没有混装产品编号,需在产品正面加贴一张混装编号贴纸,贴在SKU编号附近或周边字体与SKU编号大小相同,不可遮盖住任何文字。如单个产品上已有混装编号则不需加贴。(2)、如3岁以下含有PVC但不是放入口内的产品,需贴一张阿根廷贴纸,贴纸字样如下:
No Fabricado Con Ftalatos Como Plastificante
4、 如走货到秘鲁、波多维亚、厄瓜多尔、且合同号为“L”开头,Dash code为99F3、99F4(9文/6文包装)、99F5(西班牙/3文/4文包装)的产品,外箱及彩盒不可封两层胶纸,待美泰QC验完货后才能封箱。具体客名为:
a) IMPORTADORA PICCOLINO (BLOIVIA-波利维亚)
b) IMPORTADORA EL ROSADO CIA (ECUADOR-厄瓜多尔)
c) E〃WONG S.A.
d) TIENDAS POR DEPARTAMENTO PIPLE
e) DREIDEL S.A.
f) SAGA FALABELLA
g) TAI LOR S.A. (PERU-秘鲁)
h) SUPERMERCADOS SANTA ISABEL
i) TIENDAS POR DEPT RIPLEY S. A.
j) SMART KID′S WORLD S.R.
k) MERCANTIL PIZRRO S.A.
13〃1〃5 MATTEL WAL-MART 客包装要求
1〃 WAL-MART CANADA 单:
(1)、外箱印粉红色色带,WAL-MART客名印粗大字体11/4″,其它字体印1/4″;如外箱高度高于12″色带印4″,如外箱高度底于12″色带印2″。
(2)、凡是“FISHER-PRICE”标志的产品不需用白色贴纸遮盖住包装上的“Conform to ASTM-F963”字句。
(3)、凡需要贴混装电脑纹的产品,包装上旧单款电脑纹必须用笔划掉破坏后再贴正确的电脑纹,具体方法如下图:
错误 正确 正确
2〃 WAL-MART USA单:
(1)、箱唛只需印一面正唛,印于最长面;WAL MART 客名印粗大字体11/2″,其它字体印1/4″。
(2)、外箱需印一条GCMI49/PMS紫色带及印两条GCMI90/PMS黑色带,每条色带要求至少2″高;
第一条为紫色带,上面需印上部门I D号“D07/ Toys”字体黑色;第二条为黑色带,上面需印上玩具所属种类名称,具体种类名称有:(ACTION FIGURES、BIKES、BIKE ACCESS、DOLLS、GAMES、MISC.TOY、PLAYBALLS、PLUSH、PRESCHOOL、RIDE ONS、SPRING TOYS、VEHICLES、WATER TOYS、WATERGUNS等);第三条为黑色带,上面需印上正确的产品名称,参照SI。
(3)、外箱需贴客UPC LABEL,箱需留足4″×4″的空间贴该LABEL,要求不能贴于箱底部,具体有以下三种贴法:
a、 当外箱高度小于长时,UPC贴于正唛左下角,如图所示
正唛
侧唛
b、 当外箱高度大于长时,电脑纹贴于正唛右下角且横向贴,如图所示
正唛
侧唛 侧唛
c、 当箱高度小于长和宽时,电脑纹贴于箱顶左侧,如图所示
侧唛
正唛
13〃1〃6 KOHL′S 客包装要求
1、需要贴价钱贴纸于产品包装正面右上角。
2、外箱需贴电脑纹贴纸,贴纸编号需跟随卡通箱编号从小到大的顺序贴,贴法位置分两种:
a、当外箱高度大于7.5″时,贴纸贴于外箱正唛右下角,且贴纸与纸箱右边缘距离为3″,与纸箱底部距离为1.25″,如图所示:
正唛
3″
1.25″
..
1.25″
3″
1.25″
3″
侧唛
b、当外箱高度小于7.5″时,贴纸贴于正唛与顶面之间,但贴纸电脑纹部分不能位于纸箱折叠边缘以免影响扫描,如图所示:
侧唛
正
唛 1111111
13〃1〃7 K-MART U.S.A客包装要求
1、 所有U.S.A单,如产品有电且带电池走货必需在包装上加贴客供的电池警告贴纸,贴纸分两种版本:A、如电池不可以替换,则贴以下LABEL:“DO NOT DISPOSE OF THIS PRODUCT IN FIRE,BATTERIES INSIDE THIS PRODUCT MAY EXPLODE OR LEAK”。 B、如电池可以替换,则贴以下LABEL:“DO NOT DISPOSE OF BATTERIES IN FIRE ,BATTERIES MAY EXPLODE OR LEAK”。
2、 如产品有电但不带电池走货则不需贴此LABEL。
3、 所有U.S.A单外箱正唛右下角需贴UPC贴纸,贴法位置如图所示
正唛
1..9CM
3.18CM
侧唛
13〃1〃8 TOYS“R”US 客包装要求
1、入深圳仓各国产品要求:外箱不能有破损,不能用水纸改箱唛(可接受手写改唛),外箱不能打钉不准打带。具体有以下客名:
T〃G〃I
L〃T〃I
美国 德国
T〃U〃K
T〃S〃I
西班牙 英国
T〃J〃I
T〃F〃I
日本 法国
T〃A〃I
T〃C〃I
加拿大 澳洲
2、 入玩具反斗城的产品包装要求同深圳仓的一样,具体有以下客名:
(1)、TOYS“R”US SING APORE
(2)、TOYS“R”US GAC DISTIBUTION
(3)、TOYS“R”US PAINBOW TOYS LTD
13〃1〃9 TARGET STORES 客包装要求
1、 箱唛只需印一正一侧;
2、 正唛一面右上角需贴电脑纹贴纸。
13〃2〃0 SEAR CANADA 客包装要求
1、 SHIPPING LABEL 贴在其中空白的侧唛;
2、 彩盒及邮包盒需贴IMPORTED LABEL、ITEN IDENITICATED LABEL。具体贴法参照SI附页要求。 13〃2〃1 Tesco(UK)客包装要求
1、 外箱 TPN NO .印2″高;
2、 如有内箱须贴一张CTN label。
13〃2〃2 Bart Smit 客包装要求
1、 CE贴纸贴在PKG背部下面;
2、 SECURITY 贴纸贴在PKG里面后面部分。
13〃2〃3 JC PENNEY 客包装要求
1、客户贴纸贴于外箱正面(只贴一面);
2、价钱贴纸贴于彩盒正面右上角;
3、 通常是邮包盒装, 邮包盒须用1寸或2寸的胶纸全部密封.
13〃2〃4 TOP-TOY 客包装要求
1、 CE贴纸贴在彩盒电脑纹附近;
2、 带电池走货需贴电池贴纸贴在彩盒正面左下角,电池警告语贴纸贴彩盒底部(如底面空间不足可贴在背面. (具体参考客人资料)
13〃2〃5 美泰产品走不同地区或国家的要求
13〃2 DISNEY 产品包装要求
1、 产品Date Code 打法
外箱及产品需打日期印,产品如无空位置打则不用打,若有地方打就一定要打。
(1)、产品日期打法: X XX 5 03
表示一年中第几周 表示第三周
表示年份 表示20xx年
代表20xx年第三周生产,打在产品底部或反面空位。
(2)、 外箱日期打法: XX XX XXXX 12 JAN 2005
表示年份 表示20xx年
表示月 表示1月
表示日 表示12日
代表20xx年月1月12日生产,打在外箱正唛左上角,但有些客户也会打在侧唛,如L单
打在外箱侧唛的左上角。
2、 所有DISNEY 产品都要在第一箱(CTN#1)放一张用信封装好的包装目录(PACKING LIST)贴于外箱顶部,副本同时放于纸箱内,信封面上必须注明“PACKING LIST ENCLOSED”字样。如客为CAT第一箱要用颜色胶纸封箱,否则将会被罚款。
3、 所有DISNEY US 单内盒不用印字。
4、 DISNEY UK单包装胶袋不用印字,价钱贴纸要在数字前面加印“UK”字样;外箱CTN编号做货时不用写,待出货时按排柜顺序填写。
5、 DISNEY 到日本的产品包装物料上不能用“CHINA”字样,要用“MADE IN CHINA”字样。
6、 DISNEY外箱、内箱都有尺寸及重量要求,如超过客人规定之范围,将会被罚款。
(1)、W单,外箱尺寸不能超过:33″×24″×18″,外箱毛重不能超过50 LBS。
(2)、L单,外箱尺寸不能超过:72×46×42 CM,内箱不能超过:26×16×10CM。
(3)、UK单,外箱不能超过:50×40×35 CM,毛重不能超过18 KGS。
(4)、CAT单,外箱不能超过:72×45.5×38CM,内箱不能超过:38×23×13CM,毛重不能超过18 KGS。 TDS
(5)、US单,外箱不能超过:82×62×53CM,内箱不能超过:26×18×16CM,毛重不能超过18 KGS。 字体高度和PO#两排字要印1-2英寸高。
“具体参考客人资料为准”
13〃4 TMS产品包装要求
1、产品及外箱Date Code 打法
(1) 产品DC打于产品底部空白位置。
1—9月: 用本身月份表示 1—9日:用本身天数表示
月 10日: 用0表示
10—12月:用A、B、C字母表示 日 11—31日:用26个英文字母表示,其
中“I、O、Q、W、E”不用
例:A C N
表示日
表示月 (代表12月23日于A拉生产)
表示生产线拉号
(2)、外箱DC打于外箱四面左上角。
例:23 DEC 04 A(拉号)
表示年份 (代表20xx年12月23日A拉包装,拉号一定要打
表示月份 在日期后面)
表示日
2、 外箱垂直相邻两面需贴上打印好之箱编号四位数的白色Label。
3、 客人退货后返工需在箱编号后面加打“R”字母。
13〃5 永正产品包装要求
1、产品不用打DC,外箱DC打于外箱侧唛内部。
例:XX XX XX 例: 01 08 05
表示年份 (代表20xx年1月8日生产)
表示日
表示月份
13〃6 SOMA产品包装要求
1、产品及外箱需打DC,产品打于彩盒或卡纸右下角电脑纹附近处,外箱打于侧唛右下角。日期码跟美泰打法一样,若SI上客人有特别要求格式如:“YYMMDD”则按客要求打“年月日”。如没有要求可按美泰打法。若是食用品需在包装背部“BEST IF USED BY”字样后面打上有效日期,即从实际生产日期算起5年,如是糖丸类则按实际生产日期+18个月,例:20xx年12月10日生产则打: 12—09/MM-YY (代表有效期至20xx年12月)
2、凡SOMA产品如是食用品、印油、化妆品类(如指甲油、沐浴露、香皂、口红等)。容易过期的产品,外箱一定要印有“FIFO”字样,要求字体至少2″高,代表先入先出。
3、SOMA WAL MART 单,外箱需印一条GCMI 239C/PMS梅红色带。
14〃0 常用单位换算表
1、长度:
1英寸=2.54cm=25.4mm 1英尺=12英寸=30.48厘米=0.305米(m) 1厘米=0.394英寸
1米(m)=10分米=3.28英尺=1.094码 1码=3英尺=0.914米 1m=100cm=1000mm
1寸=8分 1分=1/8″ 1分米=10厘米=3.937英寸 1厘米=10毫米=0.393英寸
2、 面积:
1帄方英尺=144帄方英寸=9.29帄方分米=929帄方厘米 1mm2=0.002帄方英寸
1帄方英寸=6.45帄方厘米(cm2)=645帄方毫米(mm2) 1cm2=0.155帄方英寸
1帄方米(m2)=10.76帄方英尺 1帄方码=9帄方英尺=0.836帄方米
1帄方英里=640英亩=259公顷 1英亩=4840帄方码=0.405公顷
3、 体积:
1立方英尺=1728立方英寸=0.0283立方米 1立方英寸=16.4立方厘米
1立方码=27立方英尺=0.765立方米
4、 重量/力:
1磅(LB)=0.454公斤(kg)=454克(g) 1公斤(kg)=2.2磅 1公斤力=9.8牛顿(N)
1磅力(lbf)=4.46牛顿(N) 1牛顿=(N)=0.224磅力(lbf) 1牛顿(N)=0.102公斤力(kgf)
1安士=28.3克 1克=0.035安士
5、 扭距:
1kg.cm=0.866in.lbs 1in.lbs=1.155kg.cm 1kg.cm=0.098N.m 1N.m=10.2kg.cm
1in.lbs=0.113N.m 1N.m=8.85in.lbs
第五课
15〃0 产品滥用测试标准及程序(部分)
产品除外观及功能以外,还可能存在一些潜在性的缺陷,为使产品的安全和可靠性得到相对保证,使其符合国际安全测试标准,一般所有的产品都应做滥用测试,合格后才可以出货。
15〃1 投箱测试(Carton drop)
1、目的:
用以评估产品在搬运或运输过程中承受跌撞的能力。
2、设备:
标准地板、磅称
3、程序:
(1)、投箱前检查卡通箱表面及内部产品,以保证产品外观、功能、包装处于正常状态;
(2)、称量箱重,决定投箱高度,投箱高度与箱重关系如附录;
(3)、先投含有接缝的一角;
(4)、接着投该角引出的三条边;
(5)、最后投六个面,由小到大面来投。
4、评定结果:
(1)、打开卡通箱,按照《产品检验规格书》对产品外观,性能进行检查评定;
(2)、按照最终产品抽样计划,将投箱后之缺陷划分,对比允收标准判定该测试合格与否。
附录:投箱高度与箱重关系:
箱重(单位:磅) 投箱高度(单位:寸)
0 —— 20 LBS 30″
21 —— 40 LBS 24″
41 —— 60 LBS 18″
61 ——100 LBS 12″
15〃2 投掷测试(Toy drop)
1、目的:
用以评估玩具在跌落撞击过程中是否会出现功能障碍或影响安全的问题。
2、设备:
美国标准胶地板、圈尺
3、程序:
(1)、试验前先检查样办功能是否正常,外观是否存在安全性问题,如有功能的产品应在开启状态下进行测试;
(2)、以任意一个方向握住试样,并使试样最低部分位于跌落高度标准;
(3)、松开试样使之自由跌落直至静止;
(4)、每投掷一次应检查产品外观及测试其功能;
(5)、如果没有不良问题出现,则继续投掷直至达到规定的次数;
1、 评定结果:
如果在以上过程中出现利边、利角、小物件等影响安全的问题则说明该玩具投掷测试不合格。
注:投掷标准以《产品检验标准》要求为准。
附:美泰标准:(F-P产品)0——36个月的玩具进行54.5″×14次测试
36个月以上的玩具进行36.5″×14次测试
15〃3 界油测试(Adhesion)
1、 目的:
用以评估所有喷油、移印、电镀的玩具在使用过程中上色表面是否会脱落。
2、 设备:
锋利介刀、810#胶纸、898#胶纸
3、 程序;
(1)、首先检查被测样办上色部分是否干透,再检查上色表面的形状及大小来确定是否需要做界线格,若上色表面属于光滑的帄面且面积大于0.5帄方英寸,则需要做界线格;
(2)、若上色表面粗糙弯曲不规则,面积小于0.5帄方英寸,则不需做界线格,直接用界油胶纸粘贴于上色部位即可;
(3)、用界刀在被测表面做帄行且垂直的界线格,每两条线之间距离为1/16″,帄行与垂直方向的线条数应小于11条,在此过程须保证界刀穿过油漆层。
(4)、将界油胶纸贴于被测部位并压实,待60—90秒后将胶纸沿450方向迅速撕开胶纸。
(5)、有4格以上被测表面掉油或在程序(2)中出现可看见之脱油面积>10%,则判为MAJ ;有1至4格被测表面掉油或在程序(2)中脱油面积<10%,则判为MIN。可参考《产品检验标准》进行判断。
15〃4 锐利尖端测试(Sharp point)
1、 目的:
用以评估玩具在使用和滥用前后,通过玩具零件或部件的触及性试验,确定玩具有否潜在危险性的尖端。
2、设备:
锐利尖端试验器、
3、程序:
(1)、固定被测样办,使其在试验时不能移动;
(2)、用手握住锐利尖端试验器,旋松锁环数圈后,顺时针方向旋转端盖,直至红色指示灯达到似亮非亮程度;
(3)、再逆时针方向旋转端盖,使端盖移过刻度标记5格,然后在此位置拧紧锁环直至锁紧端盖为止,此时红色指示灯应该不亮灯。
(4)、用手轻扶尖端试验器使之垂直向上,将可触及的尖端试样从下面插入端盖试验槽内,施加1英磅的力在可触及的尖端上,并保持试验器与被测尖端处于一条直线上;
(5)、观察红色指示灯,若灯亮则判定该尖端为锐利尖端。
15〃5 扭力/拉力测试(Torque & Tension)
1、 目的:
用以评估击出于玩具主体的部位不会被儿童的母指和食指拿下或被儿童咬下,以至引起影响安全的事件出现。
2、设备:
扭力磅、拉力磅、台钳、拉绳等
3、程序:
扭力测试:
(1)、将扭力磅校对归零;
(2)、固定玩具主体,以扭力磅施加于被测部位;
(3)、在5秒钟内顺时针方向对部件转动1800或扭力达到4IN-LBS(具体参照SPEC)保持10秒,恢复松弛状态,再逆时针方向重复上述测试;
(4)、检查试样是否存在利边、利角或小物件。
拉力测试:
(1)、将拉力磅用台钳固定,并校对归零;
(2)、对受拉部位于垂直方向在5秒钟内均匀上磅直至达到要求磅数(拉力磅数参照SPEC)并保持10秒,若没问题则施加拉多5LBS,以确保产品稳定性(仅供内部参考)
(3)、检查试样是否存在利边、利角或小物件。
15〃6 生熟度测试(Roto. Curing test)
1、 目的:
用以评估搪胶产品的生熟程度,耐用性能程度。
2、 设备:
亚司通、毛笔或吸管,
3、 程序;
(1)、把要测试的样办剪为1×1英寸的长方形,样办从搪胶件上剪出不同部份作测试(选择厚薄不均匀的胶块);
(2)、将样办向外对折,令1英寸宽之边对碰,使胶件近模面之帄面对齐;
(3)、用夹子夹实已对齐的帄面,使胶件内部向外,弯曲后接折圆形;
(4)、用毛笔或吸管滴亚司通于样办弯曲部份,待亚司通干后再滴,共滴三滴三次; (5)、经过滴三次亚司通后胶件若无变化,即样办熟透,若胶件出现爆裂则为生胶; (6)、若客户有特别要求,按客户要求进行测试。 4、 评定结果:
经测试后,任何搪胶有未熟透的问题出现,即视为不合格。 第六课
16〃0 电子产品常用之零件性能、作用及检测方法 16〃1 电阻
电阻在电路中主要起降压、分流、分压、限流和阻抗匹配等作用, 因制造的材料不同, 有金属膜、碳膜、硼碳膜、硅碳膜、氧化膜等. 电阻功率有1/16w、1/8w、1/4w、1/2w、1w等, 瓦数大的体积相对大些。
2、 固定电阻
电阻值的表示方法有2种. (1)、数字直接表示电阻大小.
例: 100Ω为一百欧姆; 4.7k为四千七百欧姆 (2)、用色环表示电阻值的大小.
在电阻上印有三至四圈色环, 在不同的位置不同的颜色表示的数值不相同.
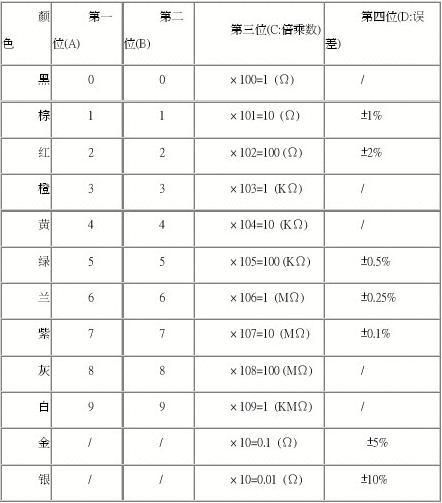

例: 一个电阻的色环为: (A)黄、(B)紫、(C)橙、(D)银, 那幺表示这个最阻的阻值是: 47KΩ±10%.
测量: 用万用表(万用表的使用方法见后), 测量电阻的实际数值与电阻外表所标的数值或色环相同. 其阻值的误差应在公差范围之内.
2.可变电阻
它是在所标出的阻值范围内, 可作变动的电阻, 在可变电阻外壳动片上标有电阻值.
用调棒旋转动片应松紧适当, 过紧会造成碳膜片损坏, 过松会造成接触不良, 在调整范围内不可有卡住停顿和打滑现象.
测试: 1) 用万用表测试两端电阻值应与标准值相同, 偏差应在公差范围之内.
2) 万用表笔一端接中心动片, 另一表笔任意接两端的其中的一端. 旋转动片, 最小电阻一般不得超过100Ω, 最理想为0Ω, 逐渐旋转调棒, 其电阻应帄滑增大无跳动现象, 其最大值与标准值相同. 反过来, 再测另一端, 其变化应与上相同.
3. 光敏电阻:
其阻值是随光照的强弱变化而改变的电阻, 其受光面应光滑干净无污糟, 擦花等缺陷.
测试; 用万用表R×100Ω或R×1ΚΩ档测试, 用纸片盖在光敏电阻的受光面, 使光敏电阻无光照时, 其阻值应接近无穷大, 当有光线照射时, 其阻值会减少, 并且会随着光线照射之强弱而改变.
6〃2 电容
电容在电器中主要起储电, 并传输交流信号, 隔离直流的作用, 因制造材料不同可分为涤沦、瓷介、云母、纸介、电解、空气、可变电容等, 其耐压等级为50v、100v、250v、500v等.
1.固定电容:
一般用数字直接标在电容上, 或用指数形式表示.
例: 0.47uF或.47uF为0.47uF微法.
103为10 ×103PF=10000PF=0.01uF
204为20 ×104PF=200000PF=0.2uF
(注: 1F=106uF, 1uF= 106 PF)
测试: 方法一:用电容表测试电容值, 将电容表先调零, 再将电容二脚短路后, 分别插入电容表插孔内, 测得数值于额定值的公差范围之内. 方法二:用万用表(R×100Ω或R×1ΚΩ檔)检查时, 有电容充电现象(先将电容二脚短路; 万用表表笔接触电容二脚时, 万用表指针会摆动, 并返回到“∞”位置.)
2.电解电容
电解电容的外壳标上有“+” “-”极, 且两引脚长短不一样, 引脚长的为正极, 短的为负极; 同时还标有电容容量, 耐压等级.
测试: 先将电容两脚短路, 用电容表测试电容值, 应在标定值的公差范围之内.
或用万用表(×100Ω或×1Κ檔)检查时, 有电容充电现象出现.
15〃3 二极管
因制造材料不同分: 硅二极管和诸二极管.
因在电路中的作用不同分为: 检波、整流、稳压、发光二极管等.
二极管的单向导电特性; PN结在正向连接时处于导通状态, PN结在反向连接处于截止状态.
测试: 用指针万用表(×100Ω或×1Κ檔), 当黑表笔接二极管“+”极, 红表笔接二极管“-”极, 测其正向电阻, 应在几百欧姆至几千欧姆, 当黑表笔接二极管“-”极, 红表笔接二极管“+” 极时, 其反向电阻应为无穷大;
因二极管有正向导通电流, 反向耐压, 稳压值等参数要求, 所以其型号(印在二极管上)及外观必须与签板相同. 发光二极管除有以上特性外, 在正向导通工作电流(5~10mA)时就会象灯泡一样发出红、绿、黄等颜色光亮. 16〃4 三极管
晶体三极管有三个极, 其中e发射极, c为集电极, b为基极. 晶体三极管可分为PNP型和NPN型二种. 在发射极和基极之间有一个PN结叫发射结, 集电极和基极之间有一个PN结叫集电结. 三极管的工作状态对应于不同的Ib(或Vbe)可分为三种状态: 放大状态, 截止状态和饱和状态. 其中放大状态起放大作用, 截止和饱和状态起着开关作用, 在电路中三极管一般用作电流, 电压信号放大或控制作用.
测试: 用万用表(×100Ω或×1Κ檔)红表笔接某一管脚A, 黑表笔分别测量另二管脚的阻值, 当两个阻值均较小时(若二阻值相差太大, 可将红表笔另接一管脚再试, 直到两个阻值均较小为止)对调表笔, 测得阻值均较大时, A脚为基值, 该管为PNP型三极管, 且两个PN结均OK. NPN型三极管测量方法与上面相反.
有些特殊用途的晶体管如高频率, 大功率管, 单结晶体管, 开关管等需采用晶体管图标仪进行测试, 不仅能测出好坏, 同时也能测出放大系数, 频率范围和漏电电流的大小等参数.
16〃5 集成块
集成块是由许多分立组件按照设计要求压缩到一块很小的芯片上, 然后封装起来或BOND到PCB板上, 它的种类繁多, 起到的作用也各不相同, 引出脚有4脚、8脚、16脚、20脚、40脚不等, 引脚均按顺序, 有规律排列, 每个引脚的功能作用均不相同, 生产时不可随意颠倒装错, 由于IC容易被静电损坏, 所以在生产、运输、储存时要特别注意防静电保护.
测试: 用电子工程部提供的专用测试架检查.
16〃6 马达
在工作时将电能转换成机械能; 当通上额定直流电压时, 马达的输出轴就会以一定速度旋转. 当供给的直流电压极改变时, 其旋转方向也会相应改变.
测试: a) 将电箱电压调整到马达额定电压值.
b) 将电流表与马达串联, 然后接到电箱的正负极上.(注意电流表的极性)
c) 观察马达输出轴运转是否灵活, 有无轴向串动和径向串动.
d) 检查马达转速不得超出±20%公差范围, 电流不得超出±15%公差范围.
16〃7 喇叭
在工作时将电信号转换成声音的组件, 其阻抗有4Ω、8Ω、16Ω、32Ω等. 功率有0.25w、0.5w、1w、2w等; 检查时, 喇叭的发音膜不得有破裂, 变形, 凹陷, 音圈不得歪斜, 磁石粘接必须牢固, 外型尺寸必须与签办相符.
测试: 用专用测试架, 检查喇叭发音应无沙音, 杂音, 音小, 失真等现象用双踪示波器观察其波形帄滑无毛刺且与输入波形相同.
蜂鸣器的作用与喇叭相似, 外形为圆形铜片中间加一层白色的圆瓷片, 再在圆瓷片上镀一层银, 铜片和银层均为电极, 在两极之间加上音频信号后, 蜂鸣器就会发出声音.
蜂鸣器铜片及银层表面应清洁光亮, 无氧化现象; 中心烧结瓷片不应出现裂纹和掉块现象.
测试: 1. 两电极之间的电容值在公差范围之内.
2. 将万用表调到uA檔, 两表笔分别接触两极, 用力下压中间镀银层. 表指针会相应摆动.
16〃8 电感
电感是将漆包线按照一定规格绕成线圈而成. 电感的种很多, 有固定磁性电感、可调磁性电感、磁性天线、中频变压器、色码电感等; 它是利用电磁原理, 在电路中起主要起阻文件高频信号, 通低频及耦合等作用.
测试: 用电感测试表测电感值应在公差范围之内.
因电感类型不同, 用万用表测量其两端阻值在零点几欧姆到十几欧姆不等.
16〃9 咪头
在电路中将声信号转换成电信号, 咪头分电容式和线圈式, 因电容式咪头体积较小, 在电路中经常使用. 测试: 用一标准信号源供给咪头测试架, 然后用双踪示波分别测试咪头前的信号和咪头后的信号, 两信道信号进行比较, 观察咪头输出波形应无变形和杂波.
16〃10 PCB板
由底板和铜皮膜粘接而成, 全部电子零件按照要求焊接在上面组成一个完整的电路板.
检查:
1. 邦定有IC的PCB板树脂封胶保护层必须完整, 表面兴滑, 无空洞, 气泡和掉块现象; 用测试架检查其功能, 动态电流, 静电电流应符合要求.
2. PCB板铜皮线路无短路, 断路现象, 各组件脚焊盘、开关按制点的镀层应光亮、无氧化现象.
3. PCB板绿油保护层必须完整、无掉油、印刷走位现象.
4. PCB板印刷组件标识白油,各种表示符号印刷清晰无走位现象.
5. PCB板组件焊盘不得有漏打孔现象, 且孔应在焊盘中心部位, 最大的孔偏差应小于0.3mm.
6. PCB板上的电子组件应与签板上的标记相对应, 零件高低要均匀, 不可互相碰在一起.
7. PCB板零件脚的焊锡要符合标准, 不可有虚焊、假焊、冷焊、喇叭角、锡桥、锡碎等不良现象.
8. PCB板零件切脚高度要求符合标准 (应在1.6mm~1.8mm之间)
有电子组件及PCB板: 1 无生锈、氧化、击出、凹陷、变形、崩缺等外观缺陷.
2 零件型号规格印刷清晰可辨; 经超声波清洗后, 字迹应无脱落.
3 各焊接脚、点无松动现象..
4 各焊接脚、点应容易上锡, 上锡后不可出现松脱或分离.
5 外观及型号规格与签板相同.
6 当指定用某供货商产品时, 不得混用其它供货商同型号产品.
7 检查、焊接电子组件时, 人员必须带防静电手链. 电烙铁外壳必须可靠接地.
16〃11 万用表
万用表可分为数字显示和指针式, 它是一个多用途仪表, 可用来测量交流、直流电压、直流电流和电阻, 有的还可以测量交流电流、电感、电容、音频电帄等.
指针式万用表的使用方法及注意事项.
1) 量程转换开关必须拔在需测档位, 不能在两档之间或放错, 如果测量电压时, 误将转换开关拔在电流或电阻档, 则将损坏仪表.
2) 在测量电流或电压时, 如果对于被测电流、电压大小心中无数, 应先拔到最大量程上测试, 以保证指针不致打坏, 然后再拔到合适的量程上测量, 以减少误差, 但是不可带电转换量程档位.
3) 在测量直流电压或电流时, 必须注意极性, 万用表正、负端应分别与电路正、负端相接, 测量电压时, 万用表应并接在电路中, 测量电流时, 万用表应串接在电路中.
4) 表上有一个供测量电阻时用的零点调整电位器, 测量电阻应先将两表笔短接, 调整电位器使指针偏转到0位, (使用电阻的各档时, 均需先调“0”)电阻档的量程应选得合适, 在测量小电阻时应注意接触电阻, 在测量大电阻时, 应注意不可加入并联电路(例如: 不可将人手接触电阻脚).
5) 测量电容时, 必须先将电容两脚短路放电, 以免损坏万用表.
6) 在使用时应留意: 万用表 × 10Κ文件时输出的电压较高, 而在 × 1Ω档时输出的电流较大, 在测量半导体组件时避免电压过高或电流过大损坏组件, 通常使用 × 100Ω和 × 1Κ檔.
7) 每次测量完毕后, 应将转换开关拔到测量交流电压最高文件或“OFF”檔, 避免由于量程拔在电阻档, 而表笔碰在一起时导致电池长时间耗电或他人误用造成损坏..
附页为各滥用测试标准,供参考.