产品质量检查证明书
供应单位: 上海弘巨贸易有限公司 出具日期:20##年9月11日
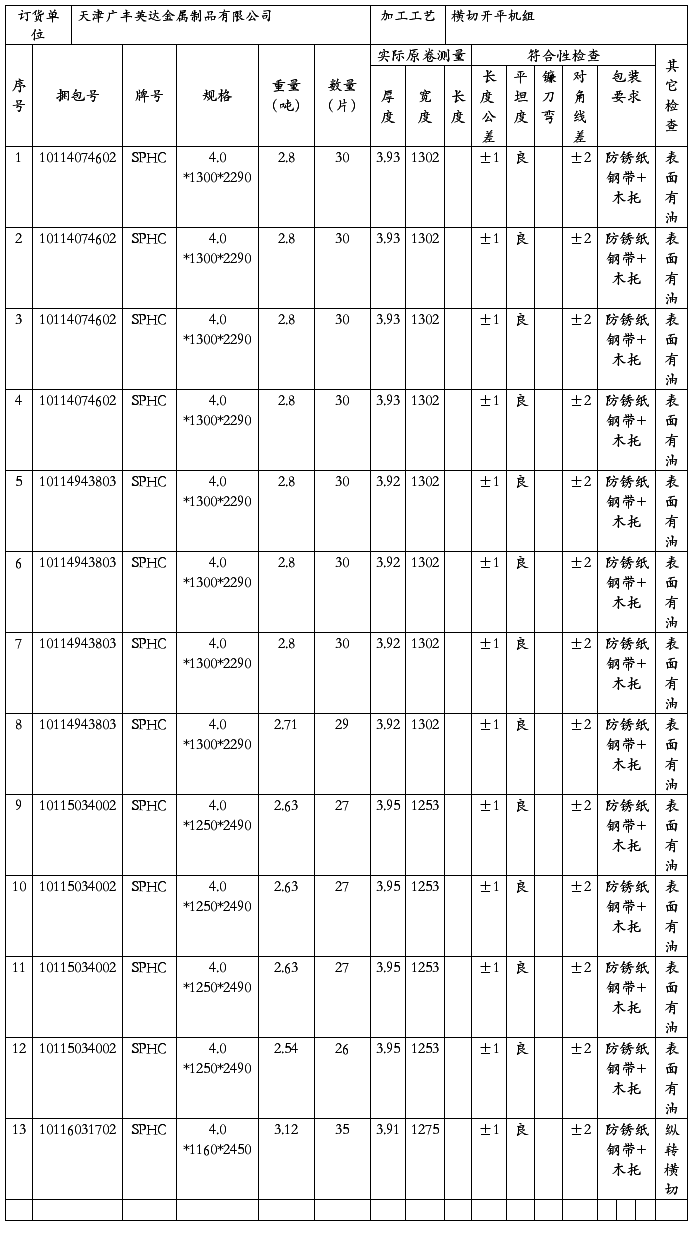
检验: 石晓蕾 复核: 供应商签章:
第二篇:产品质量检查的规定
榆次方盛液压机电设备有限公司文件
榆盛(08)质字01号 签发:郭铁虎
★
关于产品质量检验的规定
一、主题内容及适用范围
本文件规定了产品质量检验的实施方法和程序。
本文件适用于入厂物资、工序过程和产品出厂的检验。
二、入厂物资检验
我公司产品上使用的原材料、元器件、配件、标准件等均应进行入厂检验。
2.1入厂检查由供应部门送检(填写外购物资检验申请单)一式两份。
2.2入厂检查采用抽检方式进行,检查员在接到检验申请单后要及时进行入厂物资的检验,检验的抽样按附表《完工及入厂检查抽样方法》。
2.3入厂物资均应有验收标准。验收标准由设计部提出,无验收标准时,由检查员进行反馈,设计部及时提供。
2.4检验合格后,检查员在《外购物资检验申请单》上注明检验结果(不作其它记录)并盖章,供应人员持盖章后的检验申请单,方可办理入库手续。
2.5检验不合格时,检查员开据《不合格品通知单》一式三份,及时传递给供应部门(二份)。供应部门认为需办理不合格评审(回用)时,由供应部门负责办理评审手续。或者直接办理退货手续,并重新组织进货。
2.6各入厂物资在公司指定的单位订货,不得随意更换供货厂家,当需要变更供货单位时,必须征得公司领导同意,并履行首次交验物资的检验程序(即更严的检验标准和更多的检验项目)。
三、工序过程检查
工序过程包括本公司进行的工序和委托外协进行的工序。
3.1操作者对自己加工的零件质量负责。经清理、清洗后,认真自检,自检合格后再交检查员检查,操作者要做到:首件三检(自检、互检、专检)和三自(自检、自分类、自做标记)。
3.2零件加工各工序内的检查,由各组组长(兼职检查员)负责,并在当班工作票上盖章,兼职检查员对加工的零件检验合格后方可交检查员进行工序检查,合格后在移动工票上盖章确认,才能转下道工序,否则下道工序可以拒绝加工和检验。
3.3专职检查员负责产品零部件的工序完工检验、零件完工入库前检验和外协件的验收检查,经检验后转入下道工序和完工入库的零部件,发现质量问题,专职检查员负主要漏、错检责任,兼职检验员负连带责任。
3.4工序过程检查为符合性检查,不符合图纸时,责任检查员应立即开出不合格通知单,一式三份及时传递给制造部门。由制造部门找出不合格原因订出纠正措施,需办理会签评审的制造部门应责成专人办理评审手续,得出评审意见后,按评审意见进行以后的处置。
3.5工序过程发生返工、返修,必然影响加工制作的一次合格率。公司将对出现的质量问题进行分析,追究有关人员的责任。
3.6委托外协加工的零件,由外协负责人送检,填写《外协件检验申请单》,验收时请受委托方人员在场,以便当面指明存在问题。委托外协的零件不合格时检查员开出《不合格品通知单》,一式三份,及时传递给送检人和送货人各一份,需办理会签评审的,由送检人办理评审手续。得出评审意见后按评审意见处置。或者直接拒收、退货,并重新组织外协。
3.7工序检查中发现的量具超差,可立即令使用者停止使用。
3.8检查人员请假,由质管部向副总经理提出替岗请求,由副总经理安排人员替岗,替岗人员在替岗期间有与专职检查员相同的权利和义务。
四、产品出厂的检查
4.1产品(液压元件、液压辅件、液压用电器件、液压系统)的出厂试验标准由设计部提出并提供给试验人员和检验人员。
4.2出厂试验的必试项目是必须逐台逐项认真进行的检验项目,一般不保留记录,当用户要求时可保留记录;抽试项目是遇到下列情况时才进行的试验项目,应作记录,但不向用户提供。
4.2.1当元件的设计、工艺或材料改变可能影响性能时;
4.2.2出厂试验时发现某些项目出现异常或发现不允许的偏差时;
4.2.3用户对某些指标有特殊要求或产生质疑时;
4.2.4对于批量产品,每三年进行一次。
4.3液压元件需改装后出厂的,应在改装后进行全部必试项目的试验,并请检查员监督,合格后重新办理入库手续。
4.4液压元件入库前应全部粘贴标牌,否则检查员可拒绝在入库单上盖章,库房可拒收该产品入库。
4.5产品缴库单是产品入库的凭证,无检验员盖章不得办理入库手续。
4.6产品入库时应附合格证,合格证由检查员签发。
4.7当用户反馈质量问题,尤其造成较大影响的产品质量事故。公司将责成企管部门组织有关部门分析研究事故原因,追究质量事故责任人的责任并进行处罚。