文献综述
题目 箱体夹具设计及工艺规程的研究
学生姓名 **
专业班级 机 设 0 7— 2
学号 ***
院(系) 机 电 工 程 学 院
指导教师*** (教 授)
完成时间 2 0 X X 年 3 月 2 日
箱体夹具设计及工艺规程的研究
摘要:针对汽车、拖拉机、工程机械等产品的箱体加工主要是变速器箱体的主要加工表面加工,提出了在高速加工中心上加工时工艺方案的设计和编制原则,并介绍了常用刀具、夹具的选择技巧,对一些公司、研究院及相关技术人员在这方面的研究成果也做了简要介绍,并结合现阶段的技术水平提出了加工箱体的新方案。
关键词:箱体加工;高速加工中心; 工艺规程;加工中心刀具
引言:随着时代的发展,我国的工业技术也在飞速发展,近年来,在箱体加工方面,我国的专家和技术人员积累了相当丰富的经验,并能结合技术发展及时采用新的技术和工艺装备,如采用柔性加工线加工箱体,大大提高了生产效率,为我国日后更好的跟上时代工业的潮流奠定了基础。
1. 箱体类零件的主要加工表面
1.1 箱体类零件的特点
1)箱体多为铸造件,结构复杂,壁薄且不均匀,其内部呈腔形,零件的整体刚性较差,难以装夹。
2)一般都需要进行多工位孔系及平面加工,形位公差及空间位置度要求较严,要保证其位置精度要求,必须在一次装夹中完成铣面、镗孔、钻、铰孔等多工序。
3)精度要求较高,一般箱体类零件都有很高的轴承孔和表面的形位公差要求及轴承孔尺寸公差要求。
4)加工内容多,通常要经过铣面、销孔钻镗加工、镗削轴承孔、深孔镗削、深槽铣削、攻螺纹等加工,需频繁更换刀具。
1.2 箱体类零件的加工表面
1)平面的加工:主要是箱体上的装配基准面,其直接影响箱体加工时的定位精度,影响箱体在装配时的接触刚度和相互位置精度。
2)孔的加工:主要是轴承孔、孔内环槽及定位销孔、工艺销孔、拨叉轴孔。
定位销孔的精度与孔距精度要求较严,箱体的主要相配件在装配时,大多靠销孔与箱体定位。轴承孔本身的尺寸精度、形状精度要求很高。否则,将影响轴承与箱体孔的配合精度,使轴的回转精度下降。
3)孔系的加工:主要是有位置度要求的各轴承孔的总和,其主要包括有平行度要求的轴承孔系和有同轴度要求的孔系两类。平行孔系主要是各平行轴承孔中心线之间以及轴承孔中心线与定位面之间的精度。同轴孔系主要是要求各孔的同轴度。否则,不仅装配有困难,而且使轴的运转情况恶化,温度升高,轴承磨损加剧,齿轮啮合精度下降,引起振动和噪声,影响齿轮寿命。
4)其它加工部分联接孔、螺孔、销孔、斜油标孔以及孔的凸台面等。
2 箱体类零件在加工中心上加工时方法的选择
2.1 平面的加工方法
平面在加工中心上的加工方法一般为铣削。
例如:变速箱齿座的两面南通科技投资集团股份有限公司利用数控分度头的回转功能实现圆周的分度,轴向方向以内齿及端面定位夹紧,径向方向以外花键限位。夹具简图如图1所示。
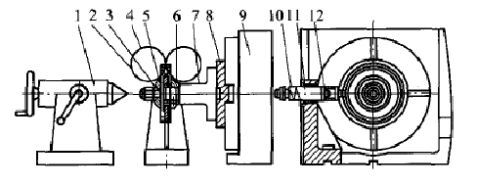
图1 夹具简图
1.分度头尾座 2.螺母 3.球面垫圈 4.三面刃铣刀 5.开口压板
6.定位环 7.心轴 8.连接盘 9.分度头 l0.弹簧 11.推杆 12.球头顶尖
此夹具采用了压、顶的方式,实现了一次装夹就可加工两面的功能,避免了重复定位,提高了加工精度,减少了装夹时间,大大提高了生产效率。经生产实践证明,此夹具性能可靠、使用方便,通用性强。
2.2 孔加工方法
孔加工方法比较多,有钻、扩、铰、镗等。孔的具体加工方案可按下述方法制定:
1)对于轴承孔的加工,其加工工艺为:粗镗→半精镗→孔端倒角→精镗。其中粗镗→半精镗→孔端倒角可安排在普通机床上先完成,留给加工中心的余量为4~6mm(直径),然后在加工中心上精镗;在轴承孔系的加工中,一般先加工直径大的轴承孔,再加工直径小的轴承孔,特别是在两轴承孔系相距较近的情况下,必须采取这一措施。
2)轴承孔内的密封槽的加工可用锯片铣刀在轴承孔半精镗之后、精镗之前用圆弧插补方式完成。大直径孔的加工主要受刀库中刀具直径和机械手抓刀重量的限制,无法使用镗刀加工,因此其加工工艺一般为:立铣刀圆弧插补粗铣→精铣。
3)对于直径小于30mm 的孔,由于毛坯不需铸出毛坯孔,因此其全部加工内容都在加工中心上完成,其加工工艺为:锪平面→打中心孔→钻→扩→孔端倒角→铰。例如:北京北方红旗精密机械制造有限公司对摩托车箱体零件侧面孔的加工,该零件为摩托车右箱体,材料为铝,零件周边有4个孔,采用的工艺分别为钻、扩、铰。上道工序已加工完成2个定位销孔R10mm、R18mm及基准面,零件加工内容如图2所示:
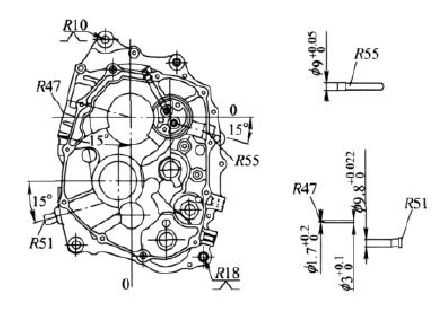
图2 摩托车右箱体孔加工
如图3所示夹具,在左侧增加圆形压板4,克服了悬伸过长的缺点,而且利用圆盘夹紧,圆周接触,压紧点增多,压紧力均匀,解决了方案一由于夹紧部位小,加工过程中可能引起振动的缺点。
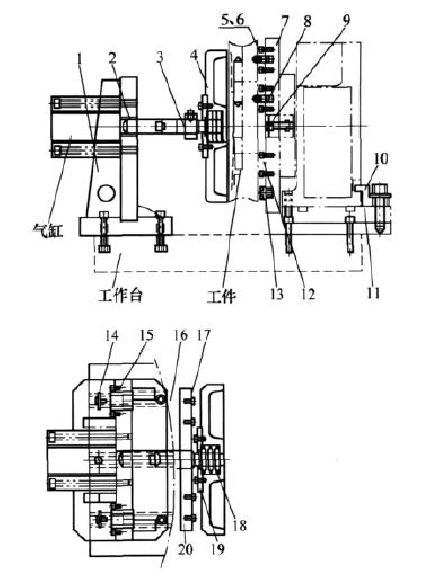
图3
1) 夹具体 2) 衬套 3) 活塞杆 4) 圆形压板 5) 圆形定位销 6) 定位销座 7) 定位板 8) 菱形定位销 9) 活塞接长杆 10) 大圆销 11)轴底板 12) 定位块
13) 预导向板 14) 挡圈 15) 导向套 16) 导向杆 18) 压板 19) 平面轴承
20) 轴承压板 21) 支撑板
有位置度要求的小孔,其加工工艺为:锪平面→打中心孔→钻→半精镗→孔端倒角→精镗。为提高孔的位置度精度,在钻孔工步前安排锪平端面和打中心孔工步。孔端倒角安排在半精加工之后、精加工之前,以防孔内产生毛刺。
4)在内腔两层隔板处有同轴度要求的孔,由于在内腔隔板处平面无法先行铣削加工,受铸件拔模斜度以及粗糙毛坯面的影响,在加工时会使钻头引偏,因此在第二层隔板孔加工时,必须用中心钻(或用硬质合金钻)钻出定心孔后,扩孔镗孔至要求的尺寸。其加工工艺为:在第一层隔板处打中心孔→钻孔→扩孔→在第二层隔板处打中心孔→钻孔→扩孔→通铰孔。
5)对于跨距较大箱体的同轴孔加工,尽量采取调头加工的方法,以缩短刀辅具的长径比,增加刀具刚性,提高加工质量。
6)箱体内的一些孔离内壁近,主轴无法接近,只能靠接长刀具悬伸加工,易发生振动,需采用减振的接长刀杆加工;
7)对螺纹加工,要根据孔径大小采取不同的处理方式。一般情况下,直径在M6~M22 之间的螺纹,通常采取攻螺纹方法加工;M6 以下、M22 以上的螺纹只在加工中心上完成底孔加工,攻丝可通过其他手段进行。
8)对箱体相交孔的钻削加工钻削相交孔时, 为了避免把已加工部分的孔径刮大和使待钻相交孔的轴线发生歪斜, 通常在已加工的孔中嵌人与零件材料相同的圆柱后再钻相交孔见图(4)。在对此类零件进行批量生产时, 夹具的设计既要达到对零件准确定位和快速装卸的要求, 还要做到节省辅料(即加工孔中的嵌入材料), 对加工后的相交孔精度测量要准确快速。山东省威海市技术学院实习工厂生产的台式钻床, 主轴箱的加工是一较典型的例子。
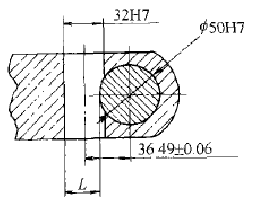
图4
1)工件以一面两孔定位如图5 , 夹具体为四面方形体, 两面开口。A面为定位基准面;B面安装两个定位心轴, 分别是主轴箱的Φ70mm孔削边心轴和Φ50mm孔短心轴, 两心轴中间留有拆卸工件用的通孔, 两定位心轴满足中心距要求和与A面的平行度要求!C面安装钻削Φ32H7孔的钻套, 钻套孔满足与主轴箱Φ50H7孔中心距要求和位置要求以及与A面的垂直度要求。夹具体材质HT200, 人工时效处理。定位心轴材质45钢, 热处理硬度40~45HRC.
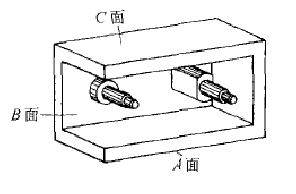
图5
2) 快换钻套钻削Φ32H7孔分三步进行, 即钻孔Φ30mm→扩孔Φ31.7mm→铰孔Φ32H7。为了减少更换钻套的辅助时间, 采用快换钻套保证上述三步切削加工,钻套与衬套间采用H7/n6 或H7/g6 配合公差来满足拆卸要求。钻套材质为:T10A热处理硬度为58~62HRC
3)正刀套 即嵌人在已加工孔中的圆柱。因主轴箱材质为HT200, 故正刀套材质为HT150即可。正刀套固定在Φ50mm心轴上, 既起到工件定位的作用, 又 起到正刀作用(校正钻头走向)。
正刀套的尺寸设计:如图6, 外径与内孔尺寸根据们Φ32H7孔与此Φ50H7孔相交部分厚度(如图4 )及正刀套与势Φ50H7孔的配合要求而定, 长度取满足正刀套两端掉头安装时都能参加切削时的最小长度值。每个正刀套两头使用至少能钻削3 次, 即至少能完成3 件主轴箱的孔加工, 最大限度地节省辅料。
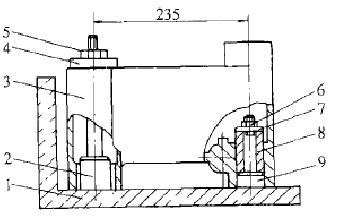
图 6)
1)夹具体 2) Φ30mm削边心轴 3)主轴箱 4)压板5)螺母 6)垫圈 7)正刀套 8)Φ50mm心轴
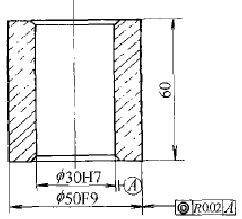
图 7)
3 箱体零件在编制工艺的原则
1)“先面后孔”的原则。由于铣削时,切削力较大,工件易变形,先铣面,可使其有一段时间的恢复,减少由变形引起的对孔精度的影响。同时提供稳定可靠的定位基准,从而减少后续钻头钻孔的引偏、崩刃和折断等现象,对于后序保证孔加工精度有利。
2)“先粗后精”的原则,箱体上所有相关孔系和平面都先完成全部孔的粗加工和铣面的粗加工后,再进行孔和平面的精加工。主要是减少或消除粗加工时产生的切削力、夹紧力和切削热对加工精度的影响。
3)相同工位集中加工,应尽量按就近位置加工,以缩短刀具移动距离,减少空运行时间。
4)在不影响精度的前提下,若机床工作台回转时间较换刀时间短,为了减少换刀次数,减少空移时间,可以用同一把刀把壳体上相同的部位都加工完,再换第二把刀。
5)对于同轴度要求很高的孔系,考虑加工中存在重复定位误差,采用连续换刀,连续加工完该同轴孔系的全部孔后,再加工其它孔,以提高孔系同轴度。
例如:压路机变速器箱体机加工工艺分析北京工业职业技术学院对其分析为: 变速器箱体是典型的箱体类零件,其特点是形状复杂,薄壁(10-20mm),需加工平面、孔系和螺孔等,刚度低,受力、热等因素影响易产生变形和振动。因此,以往的箱体加工是在龙门刨床、镗床和钻床上完成平面、轴承挡孔和连接孔的加工,生产效率低且加工质量难以保证。总起来说,其加工中存在的问题可以归纳为以下几点:一是加工内容多,需频繁更换机床、刀具;二是加工精度求高,采用普通机床加工,质量难以保证,且由于工艺流程长,周转次数多,生产效率难以提高;三是由于形状复杂,且大部分为薄壁壳体,工件刚度差,较难装夹。
但随着近年来计算机技术的迅猛发展,数字控制技术已被广泛应用于机械加工领域。在箱体加工中,若采用数控加工中心进行,凭借加工中心自身的精度和加工效率高、刚度好和自动换刀的特点,只要制定好工艺流程,设计采用合理的专用夹具和刀具,就可以在保证加工精度的基础上提高加工效率、降低加工成本,以解决上述问题。在实际生产过程当中, 利用韩国大宇公司制造的ACE HM800 卧式加工中心进行箱体加工,就可取得很好的应用效果。鉴于该设备为双工作台,因此,可将该工件B、C面上各种加工要素的加工放在01工作台上完成(加工工序1)其余G、H及排挡侧面的加工要素放在02工作台上完成(加工工序2),根据上述工序安排,还要设计相应的专用夹具。
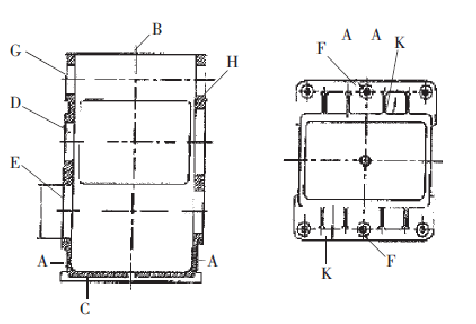
图 8)变速器箱体
4 加工中心刀具选择
数控机床的刀具材料一般尽量选用硬质合金,如果精度要求更高,可选用性能更好、更耐磨的陶瓷、立方氮化硼和金刚石刀具。
1)箱体定位销孔加工一般采用整体硬质合金钻头钻孔,如果位置度要求较高,则采用小孔镗刀镗削加工;随着新技术新刀具的不断发展,可采用高精度复合钻头,双刃带设计,钻铰复合,刀柄与钻头柄部采用液压夹紧配合,使其安装配合精度能够达到7 级,一次走刀即可保证箱体上定位销孔的位置和尺寸精度要求,从而可有效提高加工效率。
2)箱体轴承孔加工一般采用镗刀、复合镗刀,或采用可调三刃(两刃)错层粗、半精镗刀,其镗削精度高,一刀即可完成孔的粗、半精加工,并在镗削不同规格孔时,仅需更换可调滑块即可将加工直径范围增大约40mm。在加工时可根据所加工孔的余量,计算后通过径向调整滑块,将余量分到每个刀片上;通过在每个滑块底部安装不同的刀垫,调整每个刀尖切削的先后顺序,一刀即可完成 轴承孔的粗镗、半精镗加工,从而减少加工时换刀次数,节约了辅助时间,提高了生产效率。
3)箱体深轴承孔镗削,可采用重金属减振刀杆或阻尼减振刀杆,以达到减振效果,提高孔加工精度;
4)对于深槽铣削,用普通三面刃铣刀易发生振动,采用了错齿三面刃铣刀,并配以减振刀杆可有效地减少了切削振动;
5)对于两排以上孔的加工,一般采用整体硬质合金钻头钻孔→扩孔→铰孔,但其效率低,适合精度要求低的孔加工;对于精度要求高的孔加工可采用新型平头带尖直槽钻钻孔→铰孔,并配以高精度液压刀柄,从而保证孔的尺寸精度和位置精度。
6)箱体上直径为20~35mm 的孔加工可采用U 钻,通过钻孔→铰孔就可保证孔位置及尺寸精度,同时大大提高了加工效率。
7)箱体上的小平面及半圆类沉窝等加工可采用新型钻铣刀,一次完成加工,且磨损后仅更换刀片,多功能使用达到方便、可靠。
8)对于深孔的加工,一般采用枪钻并配以高精度液压刀柄。
5 加工中心夹具设计及使用中的问题
夹具是加工零件时定位和夹紧可靠的重要保证。夹具设计的合理,才能保证零件的顺利加工和满足加工要求。在设计加中心夹具时需考虑以下几方面因素。
(1)满足定位基准和夹紧要求。加工中心为工序集中加工,箱体在一次装夹中要完成铣、钻、镗等多工序加工,为了防止夹紧变形,满足精加工定位精度要求,通常采用辅助支撑减少变形量,其夹紧力应力求靠近主要支撑点,或在支撑点所组成的三角形内,并靠近切削部位及刚性好的地方,尽量不要在被加工孔的上方。
(2)夹具与工作台面的连接方式。一般加工中心设备根据自身的加工特点,其工作台都有适合自身的便于夹具定位的结构,对于箱体来说,为保持其安装方位与机床坐标系及编程坐标系方向的一致性,夹具应能根据机床的定位结构实现定向安装。
(3)在夹具设计时,人为地在夹具上设计出找正基面和找正基准孔,同时给出其相对与夹具上零件定位面及定位孔的实际加工尺寸,便于夹具找正后,可直接确定零件各加工部位尺寸。
(4)夹具设计时应给刀具运动轨迹留有空间,并尽量减少刀具加工时的空行程,提高加工效率。
(5)箱体类零件在加工中易产生夹紧变形、切削变形。在粗加工时采用较大的夹紧力以承受大切削力,在精铣面、精镗孔时,编一个任选停止指令,人为将压板放松后,使工件消除变形后重新用较小的夹紧力以满足精加工精度要求。
6 总结
以上箱体零件在加工中心机床上加工的工艺,是根据多种箱体加工特点总结出来的,实践证明能有效地提高加工精度和加工效率。
参考文献:
[1] 贾来平. ZL40型装载机变速器箱体加工工艺[J].工程机械,1998,(9):36-37.
[2] 蒋小飞,陈红梅. 变速箱齿座的两面铣夹具设计[J]. 金属工冷加工 .2009,(13):32-33.
[3] 张世勇.柴油机体上、下面粗铣加工工艺的改进[J]. 考试周刊,2009,(32)167-168.
[4]
4)杨永英, 佘伟坚,李俊松 广州市中国雪柜实业有限公司 复杂箱体粉末静电喷涂的夹具设计[J]. 电镀与精饰 第24 卷(3 )37—38.
5)张清 山东省威海市技术学院 机床箱体相交孔的钻削工艺[J]. 机械工人冷加工 2005(5)37.
6)蔡瑾, 段国林, 姚涛等,河北工业大学机械学院CAD /CAM研究所, 计算机辅助夹具设计技术回顾与发展趋势综述[J]. 机械设计20xx年2月(2)第27卷
7)袁礼彬 南车戚墅堰机车车辆工艺研究所有限公司,加工中心专用夹具设计的研究 《新技术新工艺》·数字技术与机械加工工艺装备 2009(ll)59—61.
8)蔡瑾, 段国林, 李翠玉等,河北工业大学机械学院 夹具设计技术发展综述[J]. 河北工业大学学报 20xx年12月 35卷(5)35—40.
9)刘运,赵承勇,郑成华济南轻骑发动机有限公司 摩托车箱体、箱盖常见加工问题及解决办法[J]. 工艺与检测2001- 10- 23 53—54.
10)李桂臣 北京北方红旗精密机械制造有限公司 摩托车箱体零件侧面孔夹具[J]. 金属加工冷加工20xx年(20) 41—42.
11)聂福全 一拖(洛阳)建筑机械有限公司 数控加工中心在压路机变速器箱体加工中的应用[J]. 工程机械 2004.8(2)50—53
12) 蔡善乐,杨倩倩 兰州理工大学, 箱体工件在加工中心上的自动找正研究[J]. 制造技术与机床 20xx年第11期73—75
13)高慧 北京工业职业技术学院 压路机变速器箱体机加工工艺分析[J]. 山东交通科技 20xx年(4) 78—81.
14)秦莉, 王裕喆 一拖第三装配厂工艺部,河南洛阳 箱体零件在加工中心机床上加工的工艺方案探讨[J]. 机械工程师20xx年(9) 150—151.
15)咸斌 盐城工学院 箱体类零件钻镗组合机床夹具CAD 系统[J]. 工具技术20xx年第39卷(11)150—151.
16)贾毅朝 运城高等专科学校机电系 组合镗床上加工三轮车变速箱壳体时的夹具设计[J]. 1994-2010 China Academic Journal Electronic Publishing House 42—43